Файл: Роль ким в современной измерительной технике. Измерение прямых линий.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 16.03.2024
Просмотров: 20
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Р

ис. 11. - Установка на измерительный стол тарировочной сферы.
-
Формирование бланка отчета с изображение откалиброванных положений датчика. -
К
алибровка завершена.
Рис. 12. - Блок сменных щупов.
После каждой смены датчика касания проводится калибровка.
-
Определение параметров произвольных поверхностей.
Определение параметров произвольных поверхностей.
Все чаще, особенно в предметах широкого потребления, вместо простых форм используются более сложные. Например, прямоугольные формы (рис...) заменяются на фасонные.

Например, коробка для сапожной щетки изменилась, как показано на рисунке. Закрывается коробка даже с поворотом крышки на 180° лучше чем старая. Здесь точность обеспечивается за счет точности литейных форм, но они металлические и должны тоже правильно прилегать друг к другу.
Примеры по решению задач на прилегание можно расширить это:
-контроль автомобильных дверей;
- крышек емкостей для жидкостей;
- пластиковыых оконныех рам;
- подвижных частей механизмов и, особенно стрелкового оружия, и т.п.
Во всех случаях КИМ не только выполняет контроль сопряжения поверхностей, но и требует от конструкторов новых решений по нормированию их точности. Эта задача в настоящее время решена только частично.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №6
-
Дифференциальные измерительные головки, их недостатки и преимущества.
-
Измерение и просмотр погрешностей формы.
Измерение и просмотр отклонений формы.
Устройство для просмотра отклонений формы позволяет отображать отклонение формы для проверенных объектов.
INCA3D отображает вычисленный объект, список проверенных точек, отклонение для каждой проверенной точки, гистограмму со статистикой.
Гистограмма содержит распределение проверенных точек объекта, соответствующих допуску отклонения формы (некруглость, неплоскостность, непрямолинейность, нецилиндричность). Если любой допуск отклонения формы соответствует проверенному объекту, то INCA3D вычисляет только результаты минимальных и максимальных отклонений.
Эта функция доступна для линий, плоскостей, окружностей, прямоугольников, круглых отверстий, цилиндров, конусов и сфер.
При измерениях указывают один из приведенных символов и условные обозначения рис..., расшифровка которых приведена на рисунке....
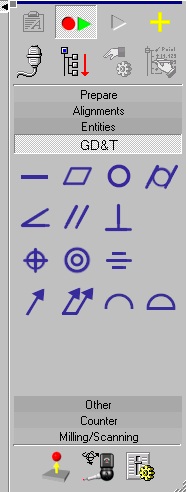

Рис…Общая панель отклонений формы и условные обозначения измеряемых погрешностей
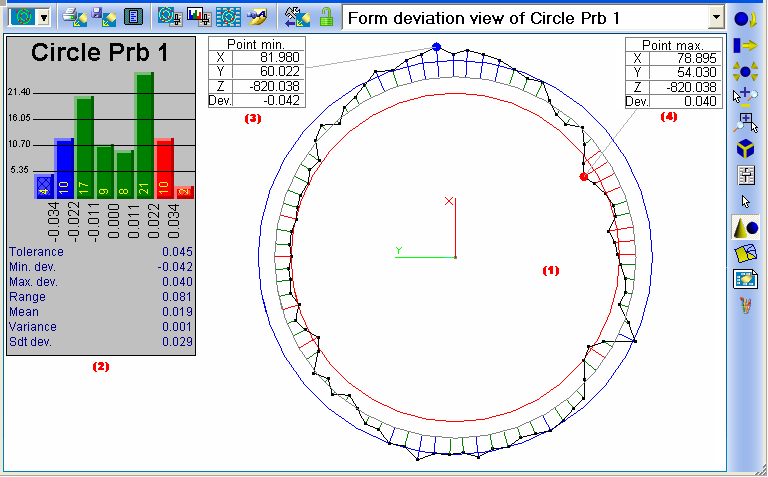
Рис…..Контроль некруглости при контроле окружностейю
INCA3D показывает вид отклонения формы (1) проверенной окружности и статистические результаты гистограммы (2), вычисленные в соответствии с допуском отклонения формы. Она также отображает 2 символа (3) (4), соответствующие точкам с минимальными и максимальными отклонениями.

Рис….Гистограммы,отражающие результаты контроля окружностей.
…
Пример(А). Имеется 12 (9+3) проверенных точек меньше нижнего допускаемого отклонения и 10 (6+4) проверенных точек большего верхнего допускаемого отклонения. Пунктирные столбцы представляют проверенные точки вне выбранных диапазонов (меньше 0,008 и больше 0,008). Диапазон допуска: Tolerance/4.
Пример (В). На этом примере используется 5 столбцов в пределе допуска и 2 столбца вне пределов допуска. Имеется 12 проверенных точек меньше нижнего допускаемого отклонения и 10 проверенных точек выше верхнего допускаемого отклонения. Диапазон допуска: Tolerance/4. Вычисленный диапазон допуска является меньше предыдущего.
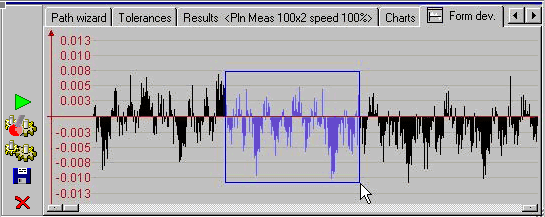
В режиме увеличения результаты контроля двух крайних точек показаны на рисунке....

Рис…Результаты контроля окружности.
Рисунок позволяет заключить, что, экстремальные точки находятся рядом друг с другом. Такое расположение точек ,как правило, является следствием скачка усилий резания при обработке вала, например, при фрезеровании, когда припуск после одного оборота заготовки резко уменьшается. Вообще, круглограммы, сопровождаемые гистограммами являются мощным инструментом анализа операций формообразования.

ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №7
-
Задачи базирования и выравнивания при эксплуатации КИМ.
-
Контроль округлости на КИМ и форма регистрации результатов.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №8
-
Выравнивание деталей по одной точке.
-
Контроль прямолинейности на КИМ и форма представления результатов.
Контроль прямолинейности.
Используется при контроле прямых линий и плоскостей. Пример контроля с построением гистограммы приведен на рисунке.... Приведенные результаты по своей форме одинаковы при контроле всех отклонений формы.
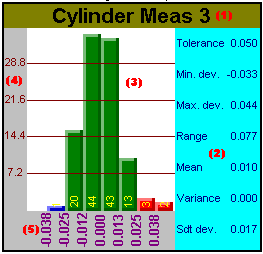
Рис…..Результаты контроля прямолинейности.
1-надпись о исследуемом объекте
2-основные измеренные параметры
3-графическая часть (гистограмма)
4-шкала в процентах %
5-интервалы гистограммы.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №9
-
Выравнивание деталей по двум точкам.
-
Погрешности измерения при контроле на КИМ.
Составляющие погрешности измерения на координатно-измерительных машинах.
На погрешность измерения при использовании КИМ влияют следующие погрешности:
- от механической части - ∆1;
- от измерительных (отсчетных) систем - ∆2;
- от контактирования щупа с поверхностью измеряемой детали - ∆3;
- от воздействия окружающей среды - ∆4;
- методические погрешности - ∆5.
Погрешности от механической части машины связаны с тем, что перемещение по координатным осям осуществляется в действительности не по прямым линиям и не перпендикулярно друг другу. Эта погрешность зависит от точности изготовления направляющих, от точности монтажа, трения в направляющих, наличия люфтов, прогиба под действием собственного веса подвижных частей, инерционности движущихся масс и некоторых других причин. Погрешность эта носит как систематический так и случайных характер.
Погрешность от измерительных систем.
Эта погрешность зависит от погрешности используемых масштабов (шкал), от преобразования для получения дискретных более мелких значений, чем на шкале, с помощью дополнительных устройств, от параллельности расположения отсчетных систем относительно координатных осей (например, от нарушения принципа Аббе). Погрешности, зависящие от измерительных систем, являются в основном систематическими и в значительной мере компенсируются введением соответствующих поправок с помощью ЭВМ.
Погрешности, связанные с контактированием щупа вызываются износом и нестабильностью измерительного усилия. Износ минимизируется использованием корундовых сферических наконечников а вариация измерительных усилий снижается за счет конструкции измерительных головок.
Воздействие окружающей среды минимизируется использованием т.н. термоконстантных помещений, нормированием влажности и использованием виброопор для установки самой КИМ.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №10
-
Выравнивание деталей по трём плоскостям.
-
Методическая погрешность при использовании КИМ.
Методическая погрешность измерения. Этот вид погрешности связан с тем, что на КИМ измеряются координаты положения отдельных точек в пространстве. Вполне естественно, что измерить все точки на поверхности измеряемого элемента невозможно, а, следовательно, всегда возможно положение, при котором предельные выступающие точки этой поверхности не будут измерены. Как говорилось ранее, для определения диаметра идеальной окружности достаточно определить положение трех точек. На реальной окружности всегда будет отклонение формы, т. е. отклонение от круглости. Можно также говорить о влиянии отклонений формы на погрешность измерения.
Следовательно, под методической погрешностью, а более точно, под методической составляющей погрешности измерения понимают погрешность, связанную с используемой методикой измерения, в результате которой не выявляется размер «действующий» при сборке измеренного элемента. В связи с этим при измерении предусмотрена возможность измерять большое число точек на одной поверхности.
Другая часть методической погрешности связана с алгоритмом обработки результатов измерения координат точек, расположенных на реальной поверхности, т.е. имеющей отклонения формы. После измерения большого числа точек во всех КИМ рассчитывается средний размер измеряемого элемента (средний диаметр окружиности, средний диаметр цилиндра, средняя прямая и т. д.). Однако при нормировании точности геометрических параметров, относящихся к размерам, отклонениям форм и расположения, за основу принимается так называемая прилегающая поверхность Так, за наибольший размер вала должен приниматься размер идеального цилиндра который проходит через выступающие точки реального цилиндра (прилегающий или описанный цилиндр).
При расчетах результатов измерения на КИМ определяются размеры и положения не прилегающих, а средних поверхностей.
В общем случае оси прилегающих цилиндров и средних цилиндров не совпадают, а, следовательно, в результаты математической обработки войдет методическая ошибка, в данном случае из-за использования алгоритма, по которому ведется расчет.
Расчет средних поверхностей вместо прилегающих, (его часто называют методом наименьших квадратов),
объясняется тем, что это расчет более простой и занимает меньше машинного времени Необходимо отметить, что методическая погрешность измерения имеет место и при других видах измерений. Например, при измерении диаметра вала с помощью микрометра тоже не находят диаметр прилегающего цилиндра для определения наибольшего диаметра. Но при этих измерениях оператор не связан измерением ограниченного числа точек, а производит некоторое число измерений, направленного на то, чтобы выявить предельные размеры. При этом последовательность измерений и число измеренных сечений может быть разным для одинаковых деталей.
Но для КИМ, где методика измерений в большинстве случаев запрограммирована, а процесс измерения относится только к отдельным точкам, методическая составляющая погрешности измерения является специфичной и часто доминирующей погрешностью.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №11
-
Выравнивание деталей по плоскости, линии и точке.
-
Элементная проверка КИМ с помощью интерферометра.