Добавлен: 10.04.2024
Просмотров: 14
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Схема полирования представлена на рисунке 11.
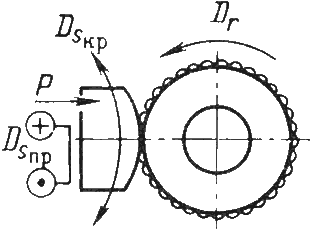
Рис. 11. Схема полирования
Для процесса характерны высокие скорости, до 50м/сек. Заготовка поджимается к кругу силой и совершает движения подачи в соответствии с профилем обрабатываемой поверхности.
В процессе полирования не исправляются погрешности формы.
Абразивно-жидкостная отделка - данный вид обработки применяется для отделки объемно- криволинейных, фасонных поверхностей.
На обрабатываемую поверхность, имеющую следы предшествующей обработки, подают струи антикоррозионной жидкости со взвешенными частицами абразивного порошка.
Вводно-абразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микро- неровности.
Интенсивность съема материала регулируется зернистостью порошка, давлением струи и углом под которым подают жидкость.
Жидкостная пленка играет важную роль в данном процессе. Зерна, попадающие на выступы, легко преодолевают ее, а зерна, попадающие во впадины – встречают сопротивление, съем материала затрудняется, шероховатость сглаживается.
Метод жидкостного полирования успешно применяется при обработки фасонных внутренних поверхностей. Сопло вводится в полость заготовки, которая совершает вращательное и поступательное перемещения в зависимости от профиля обрабатываемой поверхности.
IV. ЛАЗЕРНАЯ РЕЗКА МЕТАЛЛА
С недостатками, связанными с низкой производительностью, высокой стоимостью отрезного инструмента, трудностью или невозможностью раскроя материалов по сложному криволинейному контуру прекрасно справляется лазерная резка металлов.
В промышленности получил распространение ряд процессов разделения материалов, основанных на электрохимическом, электрофизическом и физико-химическом воздействиях. Ацителено-кислородная резка, плазменная резка проникающая дугой и другие физико-химические методы разделения обеспечивают повышение производительности по сравнению с механическими методами, но не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. Электроэрозионная резка позволяет осуществлять процесс разделения материалов с малой шириной и высоким качеством реза, но одновременно с этим характеризуются малой производительностью.
В связи с этим возникла производственная необходимость в разработке и промышленном освоении методов резки современных конструкционных материалов, обеспечивающих высокую производительность процесса, точность и качество поверхностей получаемого реза. К числу таких перспективных процессов разделения материалов следует отнести лазерную резку металлов, основанную на процессах нагрева, плавления, испарения, химических реакциях горения и удаления расплава из зоны резки.
Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получить узкие резы с минимальной зоной термического влияния. При лазерной резке отсутствует механическое воздействие на обрабатываемый материал и возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого лазерную резку можно осуществлять с высокой степени точностью, в том числе легкодеформируемых и нежестких заготовок или деталей. Благодаря большой плотности мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса. Кратко рассмотренные особенности лазерной резки наглядно демонстрируют несомненные преимущества процесса по сравнению с традиционными методами обработки.
Лазерная резка относится к числу первых технологических применений лазерного излучения, апробированных еще в начале 70-х годов. За прошедшие годы созданы лазерные установки с широким диапазоном мощности (от нескольких десятков ватт до нескольких киловатт), обеспечивающие эффективную резку металлов с использованием вспомогательного газа, поступающего в зону обработки одновременно с излучением лазера. Лазерное излучение нагревает, плавит и испаряет материал по линии предполагаемого реза, а поток вспомогательного газа удаляет продукты разрушения. При использовании кислорода или воздуха при резке металлов на поверхности разрушения образуется оксидная пленка, повышающая поглощательную способность материала, а в результате экзотермической реакции выделяется достаточно большое количество теплоты.
Для резки металлов применяют технологические установки на основе твердотельных и газовых CO2 - лазеров, работающих как в непрерывном, так и в импульсно-периодическом режимах излучения. Промышленное применение газолазерной резки с каждым годом увеличивается, но этот процесс не может полностью заменить традиционные способы разделения металлов. В сопоставлении со многими из применяемых на производстве установок стоимость лазерного оборудования для резки еще достаточно высока, хотя в последнее время наметилась тенденция к ее снижению. В связи с этим процесс газолазерной резки (в дальнейшем просто лазерной резки) становится эффективным только при условии обоснованного и разумного выбора области применения, когда использование традиционных способов трудоемко или вообще невозможно.
ЗАКЛЮЧЕНИЕ
Повышение эффективности механической обработки является важнейшей задачей современного машиностроения, включающей в себя достижение наиболее высокой производительности обработки с обеспечением заданного уровня качества поверхностного слоя деталей. Решением этой задачи в настоящее время может быть достигнуто за счет выбора наиболее рациональных методов обработки деталей, а также за счет обоснования оптимального уровня параметров обработки, обеспечивающих максимальную производительность или минимальную себестоимость.
Наиболее актуальной с точки зрения обеспечения качества поверхностного слоя является задача обоснования окончательного метода обработки ответственных поверхностей деталей, определяющих эксплуатационные свойства изделий в целом. Одним из перспективнейших путей решения этой задачи является использование высокоскоростной обработки инструментами, оснащенными синтетическими сверхтвердыми материалами (СТМ).
Современные задачи поиска оптимальных режимов обработки включают в себя ряд этапов: обоснование критериев оптимизации, анализ ограничений, выбор метода оптимизации. Расчет оптимальных режимов резания последовательно на всех операциях обработки деталей позволяет существенно снизить себестоимость их изготовления. Анализ силовых и температурных ограничений, действующих при черновой обработке, позволяет наметить пути снижения сил и температур резания за счет использования современных смазочно-охлаждающих технологических сред (СОТС), применения поверх конструкции инструментов с рациональными геометрическими параметрами и т. д. Анализ ограничений при чистовой обработке, связанных с формированием поверхностного слоя, позволяет наметить пути повышение эффективности обработки за счет применения современных инструментальных синтетических сверхтвердых материалов-алмазов, инструментов на основе кубического нитрида бора и т. д.
Изучение закономерностей формирование поверхностного слоя деталей с одновременным анализом влияния их на основании эксплуатационных. Свойства - прочность и износостойкость обеспечивают возможность обоснованного выбора метода окончательной обработки деталей машин, а также гарантирует достижение заданного уровня их качества.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
-
Обработка металлов резанием / Под ред. А.К. Панова – М.: Машиностроение, 1995. -
Третьякова Н.В. Конспект лекций по дисциплине «Технология конструкционных материалов» / Н.В. Третьякова. - Иваново: ИГЭУ, 2004. -
Шманев В.А. Приспособления для производства двигателей летательных аппаратов: конструкции и проектирование: Учебное пособие для авиационных вузов / В.А. Шманев, А.П. Шупепов, Л.А. Анипченко; Под общей ред. В.А. Шманева.–М.: Машиностроение, 1990.

