ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.04.2024
Просмотров: 29
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

СОДЕРЖАНИЕ
1.2 Структура управления цехом, функциональная взаимосвязь подразделений
2. Организация рабочего места.
2.4 Способы и параметры режимов сварки
2.5 Краткое описание работ по изготовлению сварного узла
2.6 Технологический процесс сварки и сборки сварного узла
2.7 Эскизы приспособлений, применяемых при сборке сварного узла.
2.8 Охрана труда, техника безопасности и пожарная безопасность при проведении сварочных работ.
МИНИСТЕРСТВО ПРОМЫШЛЕННОСТИ И ТОРГОВЛИ
ТВЕРСКОЙ ОБЛАСТИ
ГБПОУ «Тверской колледж им. А.Н.Коняева»
Отчёт по производственной практике по ПМ03, ПМ04
По специальности: 22.02.06. «Сварочное производство»
Студента группы 4-СП Луцык Кирилл Виорелович
Специальность: 22.02.06. «Сварочное производство»
Руководитель: Моисеева Т.В.
Тверь
2022 год.
Оглавление
1.Общая часть 3
1.2 Структура управления цехом, функциональная взаимосвязь подразделений 4
2. Организация рабочего места. 5
2.1 Назначение, устройство и правила эксплуатации сварочного оборудования (автоматической и п-а сварки) и оснастки, применяемых для изготовления сварной конструкции. 5
2.2 Техническая характеристика сварочногомеханического оборудования и оснастки, применяемых при изготовлении сварной конструкции. 7
2.3 Технические требования, предъявляемые к деталям сварного узла. Его назначение в сварной конструкции. 8
2.4 Способы и параметры режимов сварки 10
2.5 Краткое описание работ по изготовлению сварного узла 12
2.6 Технологический процесс сварки и сборки сварного узла 13
2.7 Эскизы приспособлений, применяемых при сборке сварного узла. 14
2.8 Охрана труда, техника безопасности и пожарная безопасность при проведении сварочных работ. 15
Правила безопасности при сварке: 15
Требования к помещению 15
Перед началом процесса 17
Электробезопасность 18
2.9 Соображения по снижению стоимости продукции, повышению производительности труда и качества изготовления сварного узла в целом. 20
1.Общая часть
1.1 Краткая характеристика продукции, выпускаемой предприятием, цехом, участком, мастерской.
ООО «ЖКСЕРВИС» — предприятие , охватывающее своей деятельностью Тулу и Тульскую область
, выполняющее городские и областные перевозки автобусами, а также заказные перевозки автобусами городского и междугородного класса. По состоянию на 2022 год осуществляет 40% перевозок городским транспортом в Туле.
ООО «ТУЛАСЕРВИС»- занимается разным видом ремонтных работ, связанных с починкой и ремонтом транспортных автобусов ООО «ЖКСЕРВИС» .
1.2 Структура управления цехом, функциональная взаимосвязь подразделений

2. Организация рабочего места.
2.1 Назначение, устройство и правила эксплуатации сварочного оборудования (автоматической и п-а сварки) и оснастки, применяемых для изготовления сварной конструкции.
При эксплуатации современного сварочного оборудования всегда существует ряд нюансов, которые могут осложнить процесс сварки или сократить жизнь сварочного аппарата
Со всеми аппаратами в комплекте идет руководство по эксплуатации, в котором отражены основные сведения необходимые для работы. Не пренебрегайте чтением руководства по эксплуатации, даже если Вы профессионал! Однако, в руководстве по эксплуатации находятся только обязательные сведения и существует ряд вещей там не отраженных, но их нужно иметь ввиду…
Современные сварочные инверторные аппараты будь то полуавтоматы, автоматы или устройства для ручной сварки состоят из электрических деталей и узлов, специально обработанных для защиты от влаги и пыли, но, тем не менее, не следует работать под дождем даже под очень мелким, старайтесь ограждать аппарат от любых источников влаги. Аналогичная ситуация и с пылью с единственной разницей, что микросхемы и токопроводы в аппаратах к пыли более равнодушны, чем любой вентилятор охлаждения. Вентилятор от пыли сильно страдает, больше всего это относится к его трущимся частям.
Важная эксплуатационная характеристика - продолжительность включения (ПВ или ПН) – это параметр источников питания, который показывает какой промежуток времени в течение 10 минутного цикла работы, аппарат может сваривать, при этом защита от перегрева не будет автоматически выключать его. Для большинства
сварочных аппаратов этот параметр находится в районе 60%, но следует заметить, что этот параметр достаточно сильно зависит от внешних условий, при которых он определяется (влажность и температура воздуха). Часто встречаются случаи неспособности аппаратов соответствовать заявленным характеристикам именно из-за атмосферных условий. Значение ПВ может снижаться со временем, простой пример с вентилятором, который со временем забивается пылью и не может так же хорошо охлаждать аппарат как новый.
Кроме основного назначения – сварка, инверторные сварочные аппараты могут использоваться для множества других процессов,
где необходим постоянный ток. Самый простой пример – резка при помощи покрытых электродов. При задании большого значения сварочного тока количество выделяющегося тепла между электродом и изделием будет обеспечивать прожег изделия, таким образом можно осуществлять резку многих разновидностей сплавов. Такая форма резки не сможет обеспечить высокое качество кромки, но будет несколько удобнее газовой резки как раз из-за большого диапазона сплавов поддающихся такой обработке и целевого действия пятна нагрева только на металл. Будьте внимательны при нецелевом использовании оборудования, обязательно примите все меры предосторожности!
2.2 Техническая характеристика сварочногомеханического оборудования и оснастки, применяемых при изготовлении сварной конструкции.
Сварочный аппарат WESTER TIG 220

Характеристики
-
Вес брутто
9.8 кг
-
Вес
7.7 кг
-
Выходной ток
10-220 А
-
Инверторная технология
да
-
Макс. диаметр электрода
5 мм
-
Макс. сварочный ток
220 А
-
Мин. диаметр электрода
1.6 мм
-
Напряжение
220 В
2.3 Технические требования, предъявляемые к деталям сварного узла. Его назначение в сварной конструкции.
Главное требование — это соответствие эксплуатационному назначению.
Конструкции должны быть прочными, жесткими и надежными, а также экономичными и минимально трудоемкими при изготовлении и монтаже.
Каждая конструкция проходит три этапа: проектирование, изготовление и сборка или монтаж.
Проектирование начинается с вариантов компоновки возможных схем конструкции и заканчивается методами изготовления, сборки или монтажа.
Конструкция должна обладать устойчивостью, долговечностью, надежностью — по показателям наработки; ремонтопригодностью и технологичностью изготовления.
На этапе проектирования решают следующие вопросы: варианты изготовления, способы сварки, качество и точность заготовок и конструкции в целом, возможность применения механизации сварочных процессов, технологическая простота деталей, заготовок с возможностью применения более производительных процессов изготовления, например, резка на ножницах, пробивка, вырубка на прессах производительней газовой и плазменной резки.
На этом этапе выполняется проработка чертежей всех деталей и заготовок, определяются требования к ним и к конструкции в целом.
При проектировании также решается вопрос выбора материалов по марке и экономичности профилей, с учетом имеющихся типовых схем и конструктивных элементов. Конструктивно предусматривается минимальное воздействие от деформаций при сварке путем применения наименьшего количества сварных швов (в том числе в одном месте), максимальное использование сварки в нижнем положении при минимуме кантовок.
Не допускается на одной несущей конструкции применять и сварку и клепку — по противоположным концам, так как эти два способа по-разному распределяют воспринимаемую нагрузку, в особенности — знакопеременную.
При проектировании также решаются вопросы сборки, монтажа готовой конструкции.
Понятие технологичности сварной конструкции — это возможность изготовления всех деталей конструкции и ее с наименьшими трудовыми затратами удобными способами и с применением самого производительного оборудования, например штамповка деталей вместо кислородной вырезки, и т. п.
Мелкие или самостоятельные сварные конструкции называются сварными узлами. Сварной узел — это часть конструкции (необязательно сварной), представляющей собой соединение двух или нескольких деталей при помощи сварки.
При проектировании, а также при изготовлении сварных конструкций необходимо помнить, что очень большие внутренние напряжения (иногда — до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях, либо в отверстиях не менее, например, диаметра 30 мм при толщине верхнего листа 8 мм.
2.4 Способы и параметры режимов сварки
Режим работы сварочного аппарата представляет собой совокупность основных и второстепенных характеристик сварки, позволяющих получить качественный шов того или иного сплава. Так как марок сталей и сплавов цветных металлов множество, и они имеют свою специфику, то выбор режима сварки становится непростой задачей. Но есть основные параметры, которые нужно учитывать независимо от типа сплава.
Прежде чем начинать работу, надо понимать, с какими величинами предстоит иметь дело. Основные параметры, влияющие на режим сварки:
-
сила, вид и полярность в случае применения постоянного тока; -
напряжение электрической дуги; -
толщина сварочной проволоки; -
количество проходов; -
скорость сварки.
Второстепенными факторами, влияющими на характеристики соединения, можно назвать состояние свариваемых деталей, форму кромок, марку, тип и толщину обмазки электрода. Определенное влияние оказывает выбор вида сварочного шва.
Самым ответственным является расчет режимов при автоматической сварке. Часть характеристик выставляют по готовым таблицам, а часть приходится определять по формулам, заложенным в инструкциях на аппаратуру. Каждому оборудованию соответствуют свои таблицы, отработанные опытным путем.
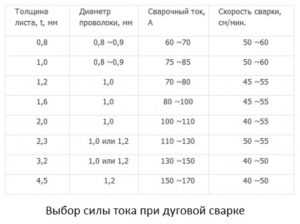
Выставляя режим, подбор силы тока делают по таблицам. Ток зависит от толщины свариваемых изделий и сварочной проволоки. Точную юстировку делают по виду дуги и шва. Необходимо понимать, чем сильнее ток, тем температура под основанием дуги будет выше и это скажется на быстроте сварки.
Режим сварки при сильном токе и чрезмерно тонком сварочном проводе вызовет перегрев и разбрызгивание металла. Если заготовки тонкие, то часто при таком режиме происходит их прожигание.
При слабом токе дуга становится неустойчивой или вовсе обрывается. Шов получается некачественный, появляются непроваренные участки. Такой режим не стоит выбирать.
Необходимо учитывать, что глубина сварочной ванны зависит от вида тока. Если используется аппарат на постоянном токе, то глубина провара у него будет на 15 % больше, чем у переменного.
2.5 Краткое описание работ по изготовлению сварного узла
типовой технологический процесс производства сварных узлов состоит из ряда основных операций, выполняемых в определенной последовательности:

