Добавлен: 28.04.2024
Просмотров: 12
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Содержание
| Введение…………………………………………………………………………1 | |
| 1 Технологическая часть…………………………………………………………….2 | |
| 1.1 Конструкторско-технологическая характеристика детали и технологической операции, выполняемой с применением проектируемого приспособления……....2 | |
| 1.2 Характеристика используемого технологического оборудования……………3 | |
| 1.3 Технологическое назначение и краткое описание проектируемого Приспособления……………………………………………………………………5 | |
| 1.4 Описание используемого режущего инструмента……………………………..6 | |
| 1.5 Описание используемой вспомогательной технологической оснастки………..9 | |
| 2 Конструкторская часть…………………………………………………………….10 | |
| 2.1 Расчёт погрешности базирования заготовки в приспособлении………………10 | |
| 2.2 Расчёт усилия закрепления заготовки в приспособлении……………………...11 | |
| Заключение…………………………………………………………………………...13 | |
| Библиографический список…………………………………………………………...14 | |
| Приложения: | |
| Карта заказа | |
| Спецификация конструкции приспособления | |
| Операционная карта | |
Введение
В этой пояснительной записке рассматривается технологический процесс изготовления корпуса. В нем закрепляется, углубляются и обобщается пройденный ранее теоретический материал. При выполнении проекта ищется лучший вариант по выбору технологического процесса, оборудования, оснастки, на основании технологического-экономического факторов.
В данном пояснительной записке меняется, по сравнению с базовым получением заготовки и снижаются припуски на механическую обработку, из-за того, что расчет производится по другой более точной методике.
Цель: Главной целью проектирования приспособления является - создание такого приспособления, которое будет обеспечивать бесперебойную, качественную, высокопроизводительную работу, без каких-либо сбоев при выполнении технологического процесса.
1.Технологическая часть
1.1 Конструкторско-технологическая характеристика детали и технологической операции, выполняемой с применением проектируемого приспособления
 Деталь типа «Корпус» нужна для закрепления в ней сборочных единиц. Данная деталь относится к группе корпусных деталей . Габаритные размеры 88мм и ⌀130мм. Имеется центральное отверстие ⌀30мм, оно имеет шероховатость Ra 1,6. В центральном отверстии имеется внутренняя фаска с шероховатостью Ra 3,2. Имеется три ступенчатых отверстия ⌀20 и глубиной 10. Остальные отверстия имеют глубину 8. Так же имеется одно горизонтальное отверстие ⌀14 с внутренней метрической резьбой. Имеется одно горизонтальное отверстие ⌀25мм с шероховатостью Ra 3,2. На корпусе самой детали с торцевой стороны имеется две фаски с длинной один и улом 45o
Деталь типа «Корпус» нужна для закрепления в ней сборочных единиц. Данная деталь относится к группе корпусных деталей . Габаритные размеры 88мм и ⌀130мм. Имеется центральное отверстие ⌀30мм, оно имеет шероховатость Ra 1,6. В центральном отверстии имеется внутренняя фаска с шероховатостью Ra 3,2. Имеется три ступенчатых отверстия ⌀20 и глубиной 10. Остальные отверстия имеют глубину 8. Так же имеется одно горизонтальное отверстие ⌀14 с внутренней метрической резьбой. Имеется одно горизонтальное отверстие ⌀25мм с шероховатостью Ra 3,2. На корпусе самой детали с торцевой стороны имеется две фаски с длинной один и улом 45oХимический состав в % материала СЧ15
ГОСТ 1412 - 85
-
C
Si
Mn
S
P
3.5 - 3.7
2 - 2.4
0.5 - 0.8
до 0.15
до 0.2
| Твердость СЧ15 , ГОСТ 1412-85 | HB 10 -1 = 130 - 241 МПа |
С-углерод
Si-кремний
Mn-марганец
S-сера
P-фосфор
Fe(93)-железо
Механические свойства.
Sв=150Мпа
Sв-предел кратковременной прочности.
1.2 Характеристика используемого технологического оборудования
Вертикально сверлильный станок 2Н135

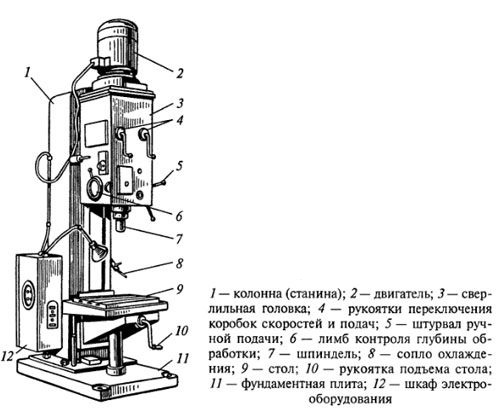
Станки универсальные вертикально-сверлильные 2Н135, с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Технические характеристики:
Станки модели 2н135 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н
Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 35
Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 4
Расстояние от оси шпинделя до направляющих колонны, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм:
- до стола 30-750
- до плиты 700-4120
Наибольшее (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122.46
Рабочая поверхность стола, мм 450x500
Наибольший ход стола, мм 300
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
-центрального 18H9
- крайних 18H11
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 100
Количество скоростей 12
Пределы частоты вращения шпинделя, 1/мин 31,5-1400
Количество подач 9
Пределы подач, мм/об 0.1-1.6
Наибольшее количество нарезаемых отверстий в час 55
Управление циклами работы Ручное
Род тока питающей сети Трехфазный
Напряжение питающей сети, В 380/220
Габаритные размеры, мм:
- высота 2535
- ширина 825
 - длина 1030
- длина 1030Масса станка, кг 1200
1.4 Описание используемого режущего инструмента
Режущий инструмент
Сверло спиральное диаметром 14
Материал инструмента:HHS- быстрорежущая сталь, легированная кобальтом (5%)
Тип N- нормальный
Угол вершины 118°
Угол спирали 35-40°
Общая длина 75мм
Длина режущей части 43мм
Подача 0,39мм
Направление вращения правое стандартное
 Заточка стандартная
Заточка стандартная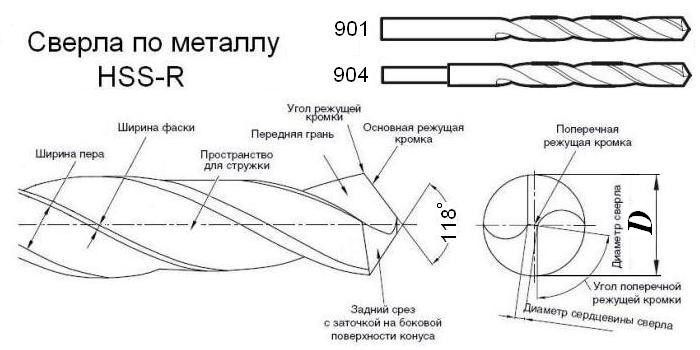
1.3. Технологическое назначение и описание проектируемого приспособления
 Описание приспособления
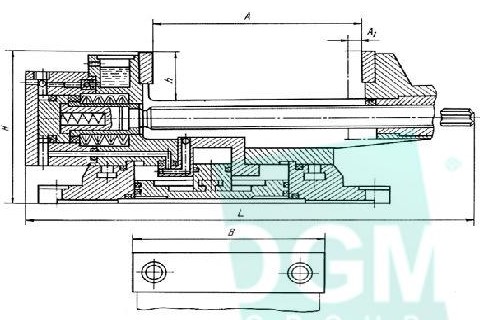
Описание приспособленияТиски - приспособление для закрепления заготовки или детали при обработке или сборке , состоящее из корпуса и неподвижной и подвижной губок. Машинные закрепляют на столе станка . Тиски изготавливаются из материалов СЧ20.
Машинные тиски.
К неподвижной губке тисков крепится оправка после чего на оправку устанавливается деталь по диаметру 30 и зажимаем с помощью рукоятки.
Принцип действия: Вращение винтового механизма изменяет положение подвижной губки относительно всей конструкции, заставляя ее выдвигаться внутрь или наружу. Тем самым создается зазор между сменными накладками, в которые и закрепляется заготовка для последующей обработки .Тиски лишают всех 6-ти степеней свободы.
 1.5. Описание используемой вспомогательной технологической оснастки.
1.5. Описание используемой вспомогательной технологической оснастки.Для выполнения сверлильной операции потребуется следующая вспомогательная технологическая оснастка:
Сверлильный патрон - применяется для закрепления сверла, в большинстве случаев для закрепления цельных свёрл малого диаметра. Сам сверлильный патрон будет устанавливаться конусом Морзе «5» в заднюю бабку станка, патрон устанавливается конусным хвостовиком в отверстие шпинделя станка.

2. Конструкторская часть
2.1. Расчёт погрешности базирования заготовки в приспособлении
Погрешность базирования возникает в результате базирования заготовки в приспособлении по технологическим базам. Погрешности базирования можно определить с расчетом геометрических связей принятой схемы базирования.
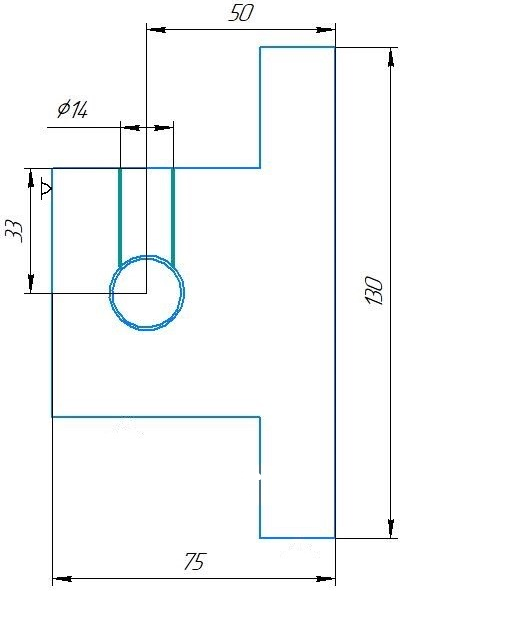
При сверлильной обработке отверстия необходимо обеспечить выполнение двух заданных чертёжом размеров:
При этом погрешность базирования детали при выполнении размера 33±0,1 мм равна допуску на размер: 130±0,1 мм
6 = 160 = es – ei = 0,1 – (- 0,1) = 0,2 мм
Допуск на размер: 33±0,1 мм равен:
6 = es – ei = 0,1 – (- 0,1) = 0,2 мм
Так как погрешность базирования равна допуску на размер 33±0,1
6 = 6,
0,2 = 0,2
а условие:
6 ≥ 6
выполняется, следовательно, размер 33±0,1 мм может быть выполнен на всей партии деталей, в пределах заданного чертежом допуска.

2.2 Расчёт усилия закрепления заготовки в приспособлении
Зажимными называют механизмы, устраняющие возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса и сил, возникающих в процессе обработки. Основное назначение зажимных устройств – обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки, а также для обеспечения правильной установки и центрирования заготовки.
Закрепление заготовки в приспособлении производится с помощью рукоядки.
Найдём необходимое усилие закрепления детали, Nз, кг, определяем из условия:
Nз ≥ 2Ро,
Ро - осевая сила, кг
Pо = 61,2* Dсв*S0.7=61,2*14*0,390.7 = 43,7 (кг) ,
61,2 – значение по справочнику
Dсв – диаметр сверла, мм
S – подача, мм/мин
тогда Nз = 2·Ро = 43,7 * 2 = 87,4 (кг)
Найдём усилие закрепления, создаваемое гайками:
Qг = (P * lб)/(0,22 *dб) , где
P – ручная сила, берётся в пределах 5 – 6 (кг)
lб – длина рукоядки, мм
dб – диаметр болта, мм
Qг = (6*100)/(0,25*10) = 240 (кг)
Чтобы в процессе обработки деталь в приспособлении была закреплена надёжно.
Qг = Nз.фак = 240 (кг)
Так как условие: Nз.фак ≥ Nз
240 (кг) ≥ 87,4 (кг) выполняется,
значит деталь, в приспособлении, закреплена надёжно.


