Файл: Екзаменаційні питання з навчальної дисципліни Електроустаткування підприємств і цивільних споруд.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.05.2024
Просмотров: 32
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Система автоматичного регулювання (САР) — така система автоматичного керування (САК), задача якої полягає у підтримці на заданому рівні або зміні по заданому закону вихідної величини Y(t) об'єкта.
Система автоматичного регулювання складається з об'єкта регулювання та регулятора, що зазвичай містить елемент порівняння, вимірювальний елемент, підсилювач, виконавчий елемент та коригувальні пристрої.
-
Призначення, принцип дії та будова установок електростатичного фарбування.
На установках електростатичного фарбування фарбуються різні вироби, в тому числі корпуса електричних машин і апаратів.
Сутність методу фарбування розпиленням в електростатичному полі високої напруги до 140 кВ складається в тому, що між заземленим виробом , який фарбується і так названим коронувальним електродом, який знаходиться під негативним потенціалом, створюється постійне електричне поле, в яке вводиться розпилений лакофарбовий матеріал. Потрапляючи в це поле, частинки (дрібні краплі) матеріалу придбають негативний заряд і рухаються по лініям поля до виробу.
Приводи механізмів електрофарбувальних установок виконуються від асинхронних двигунів в вибухозахищеному виконанні
Керування двигунами механізмів виконується за допомогою магнітних пускачів и кнопкових станцій.
-
Приведіть основні види блокіровок, які використовуються в установках електростатичного фарбування.
ОТВЕТ: Фарбування ведуть в спеціальній камері, яка служить для огородження електродної системи, яка знаходиться під високою напругою, а також запобігає від запилення фарбовані вироби. Камера виконується металевою, прохідного типу, частково засклована і добре освітлюється для спостерігання за процесом. Вхід в камеру має блокування безпечності. Приводи механізмів електрофарбувальних установок виконуються від асинхронних двигунів в вибухозахищеному виконанні (для приводу відцентрових вентиляторів, турбін розпилювачів, насосу дозуючих пристроїв, розміщувачів фарби, коливання розпилювачів). Приміщення фарбувальних та фарбоприготувальних підрозділів мають бути обладнані самостійною примусовою припливно-витяжною вентиляцією та системами місцевих відсосів з фарбувальних камер, ванн занурення, установок обливання, постів ручного пофарбування, сушильних камер тощо. Слід передбачати захисне блокування, що виключає можливість подавання матеріалів (або стисненого повітря) до розпилюючих пристроїв у разі припинення роботи вентиляції. Витяжні вентиляційні установки фарбувальних приміщень повинні мати звукову або світлову сигналізацію, яка сповіщає про припинення їх роботи. Фарбувальні та сушильні камери, установки
струминного обливання й занурення тощо, а також дільниці безкамерного фарбування на ґратах повинні бути обладнані автоматичними установками пожежогасіння (вуглекислотними, пінними, порошковими, парогасіння тощо).
-
Проаналізуйте використання електроерозійної обробки матеріалів у промисловості.
ОТВЕТ: Електроерозійна обробка сталі, твердих сплавів та других струмопровідних матеріалів являється однім з різновидів електротехнології – методів розмірної обробки, в основу яких покладено використання термічної, хімічної або комбінованої дії електричного струму. Вона використовується в тих випадках, коли обробка матеріалів звичайними механічними способами різання пов’язана з великими труднощами, а підчас і взагалі неможлива.
Електроерозійна обробка заснована на ефекті корисного знімання металу з
заготовки в результаті теплової дії коротких за часом уніполярних імпульсів–
електричної енергії.
-
Охарактеризуйте принцип дії, призначення та загальну будову електроерозійного верстата. -
Охарактеризуйте основне електроустаткування електроерозійного верстата. -
Наведіть порівняльну характеристику генераторів імпульсів, які використовуються в електроерозійному верстаті. -
Проаналізуйте використання установок ультразвукової обробки матеріалів в промисловості.
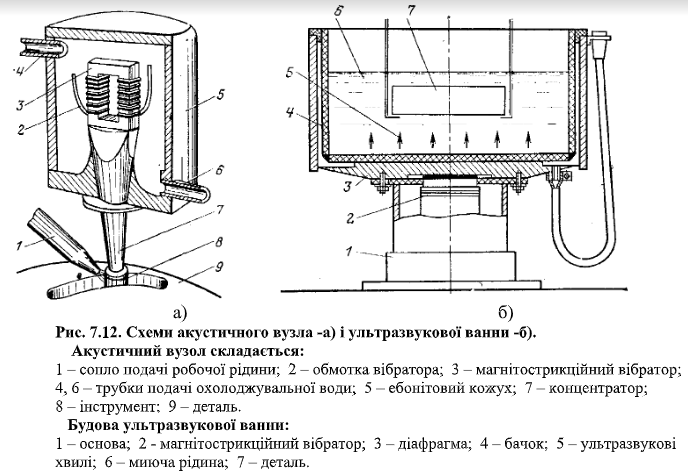
ВІДПОВІДЬ: Даний вид обробки металів і твердих матеріалів заснований на використанні пружних коливань з понадзвуковою частотою – ультразвукових коливань. Для промислових ультразвукових верстатів і установок звичайно характерні частоти 16 – 30 кГц. Можна назвати два різновиди, ультразвукової обробки: розмірну обробку на верстатах з використанням інструментів і очистку в ваннах з рідким середовищем. Основним робочим механізмом ультразвукового верстату служить акустичний вузол, призначення якого – приведення робочого торця інструменту в коливальний рух. Акустичний вузол (головка) отримує енергію від генератора електричних коливань. Головним елементом акустичного вузла являється п’єзоелектричний або магнітострикційний перетворювач енергії електричних коливань в енергію механічних пружних коливань — вібратор (рис. 7.12,а). При обробці отвору інструмент 8 повинен мати форму заданого перерізу отвору. В простір між торцем інструменту і поверхнею деталі з сопла 1 подається рідина, в який звішені абразивні зерна. Від торця інструменту зерна абразиву придбають велику швидкість, вдаряються об поверхонь деталі і вибивають з неї найдрібнішу стружку. По мірі зняття шарів матеріалу відбувається автоматична подача інструменту. Абразивна рідина подається в зону обробки під тиском і вимиває відходи обробки. За допомогою ультразвукової технології можна виконувати чистку поверхонь металевих деталей від корозії, плівок окислив, бруду та ін. Робота ультразвукової ванни (рис. 7.12,б) основана на використанні ефекту локальних гідравлічних ударів, які виникають в рідині під дією ультразвуку. Деталь 7 занурюється в бачок 4, заповнений миючою рідиною 6, в середені якої від діафрагми 3 розповсюджуються хвилі ультразвукових коливань 5. Діафрагма поєднана з магнітострикційним вібратором 2. Апаратура ультразвукових установок порівняно дорога, тому економічно доцільно
використовувати ультразвукову очистку невеликих по розміру деталей тільки в умовах масового виробництва.
-
основним конструктивним елементом ультразвукового верстати.
Відповідь: Ультразвуковий верстат – це верстат для обробки твердих, в т. ч. крихких, матеріалів за допомогою ультразвуку. Розрізняють універсальні і спеціалізовані верстати. До осн. частин ультразвукового верстату належать головка, всередині якої розміщено магнітострикційний перетворювач, та інструмент (найчастіше ним служить акустичний концентратор), що коливається під дією цього перетворювача.
-
Охарактеризуйте принцип дії та призначення ультразвукового верстата. -
Дайте характеристику та поясніть принцип дії установки для ультразвукової очистки матеріалів.
Відповідь:
-
Охарактеризуйте основні технологічні процеси, в яких використовуються металорізальні верстати. -
Охарактеризуйте основні параметри різання. Відповідь: Основні параметри різання: глибина різання, швидкість різання, частота обертання, подача.
-
Які електричні двигуни використовуються в металорізальних верстатах?
Для приводу металорізальних верстатів, як правило, використовують трифазні асинхронні електродвигуни з короткозамкненим ротором.
-
Які вимоги висовуються до електродвигунів електроприводу механізмів основних рухів металорізальних верстатів?
Вимоги до електроприводів основних і допоміжних рухів.
Вибір типу електроприводу для основних рухів визначається наступними факторами:
- діапазон і плавність регулювання швидкості робочого механізму;
- характер навантаження приводу;
- частота включень приводу;
- співвідношення періодів машинного та допоміжного часу роботи
верстата;
- енергетичні показники роботи приводу (ККД, соs);
- надійність і високі експлуатаційні показники електроприводу.
-
Охарактеризуйте способи регулювання швидкості електроприводів механізмів верстатів.
ОТВЕТ: Регулювання швидкості електроприводу верстатів здійснюється механічним, електромеханічним та електричним способами.
1. Механічне ступеневе регулювання швидкості електроприводів виконується ступнево шляхом переключення шестірень коробок швидкостей ГП або ПП, які змінюють передавальне відношення. Його здійснюють вручну або дистанційно за допомогою фрикційних електромагнітних муфт, гідравлічних механізмів або окремих електродвигунів.
2. Електричне безступневе регулювання швидкості для:
a) Електроприводи змінного струму:
- зміною кількості пар полюсів;
- зміною частоти напруги живлення;
- зміною значення активного опору роторного кола двигунів з фазним ротором;
- зміною значення напруги живлення;
- за допомогою керованих муфт ковзання.
b) Електроприводи постійного струму:
- зміною зовнішнього опору в колі якорю;
- зміною величини магнітного потоку збудження;
- зміною діючого значення напруги живлення якірного кола двигуна:
зміною величини напруги або зміною скважності імпульсів напруги живлення, тобто – імпульсне регулювання (використовується переважно в електро – приводі автоматики верстатів).
-
Яка апаратура керування та захисту використовується в металорізальних верстатах? Дайте їй характеристику.
ОТВЕТ: В системах керування верстатів і автоматичних ліній використовується апаратура, яка випускається серійно:
магнітні пускачі, які призначені для дистанційного керування асинхронними двигунами з короткозамкненим ротором потужністю 17 - 75 кВт при напрузі живлення 380 В, а також для захисту їх від довготривалих перевантажень і струмів, які виникають при обриві фази.
- реле струмові теплові (РТ) призначені для захисту 3х фазних двигунів з короткозамкненим ротором від довготривалих перевантажень, а також від перевантажень, які виникають при обриві однієї з фаз (прискорене спрацювання).
- електромагнітні фрикційні муфти (ЕМ) призначені для пуску, гальмування, реверсування та дистанційного переключення ступенів швидкості кінематичних кіл приводів верстатів на ходу, - вхолосту та під навантаженням.
- тиристорні перемикачі (ПТМ) призначені для безконтактного керування асинхронними двигунами та іншими навантаженнями змінного та постійного струму. Виконують функції: включення (Твкл 10 мс), відключення (Твідкл 10 мс), реверс, динамічне гальмування.
- проміжкові реле та реле часу призначені для роботи в колах керування електроприводами з метою поширення логічних можливостей контактнорелейних схем і здіснення необхідних витримок часу.
- командні апарати та датчики призначені для дистанційного керування електромагнітними та іншими апаратами. До їх відносяться: кнопки керу - вання, універсальні перемикачі, ключі керування, командоконтроллери.
В системах керування використовуються датчики контролю положення та шляху руху механізмів (кінцеві та шляхові вимикачі), контролю швидкості, контролю тиску в гідросистемі та ін.
-
В яких режимах працюють електричні двигуни металорізальних верстатів? Дайте їм характеристику. -
Дайте характеристику ковальсько-пресувальним машинам. -
Охарактеризуйте призначення, класифікацію та конструкцію ковальсько-пресувальних машин
Ковальські і, особливо, пресові машини відносяться до класу машин, за допомогою яких виконується обробка металів тиском.
Характерною особливістю більшості приводів ковальсько-пресових машин, що забезпечують формування деталей (головні приводи), є різко виражений одно-або двопіковий графік навантаження, подібний до графіка, показаного на рис. 2.35. Ці піки з малою тривалістю можуть перевищувати еквівалентне значення моменту навантаження і максимальний момент двигуна у декілька разів. Тому для вирівнювання навантаження і підвищення енергетичних показників електроприводів (cos φ, ККД ), як правило, встановлюють маховики.
Рис. 2.36. Кінематична схема механічного
ковальсько-штампувального преса.
1 – електродвигун приводу;
2 – клино-пасова передача;
3,4 – шестерні;
5 – дискова фрикційна муфта;
6 – кривошипний вал;
7 – шатун;
8 – повзун з верхнім штампом;
9 – гальмівний пристрий;
10 – ведений шків (маховик),

