ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 15.03.2024
Просмотров: 1808
Скачиваний: 68
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

34. Согласно РД 03-606-03, специалист, выполняющий измерительный контроль технических устройств и сооружений, и использующий наряду с измерительным инструментом (линейка, штангенциркуль) ультразвуковой толщиномер, должен быть аттестован…
ID: 365, Группа вопросов: РД 03-606-03
| | 1. | по визуально-измерительному контролю |
| | 2. | по ультразвуковому контролю |
| | 3. | по визуально-измерительному и ультразвуковому контролю |
| | 4. | по визуально-измерительному или ультразвуковому контролю |
| Ответ: ______________________ | ||
35. Какая величина допустимой погрешности устанавливается РД 03-606-03, при выполнении измерений в диапазоне измеряемой величины свыше 10 мм?
ID: 366, Группа вопросов: РД 03-606-03
| | 1. | 0,1 мм |
| | 2. | 0,5 мм |
| | 3. | 1,0 мм; |
| | 4. | 1,5 мм |
| Ответ: ____3__________________ | ||
36. Согласно РД 03-606-03, визуально-измерительный контроль проводят при комбинированном освещении. Какой должен быть уровень освещённости контролируемой поверхности?
ID: 367, Группа вопросов: РД 03-606-03
| | 1. | не менее 350 лк |
| | 2. | не менее 500 лк; |
| | 3. | не менее 1000 лк |
| | 4. | не более 1000 лк |
| Ответ: ___2___________________ | ||
37. Согласно РД 03-606-03, для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом…
ID: 368, Группа вопросов: РД 03-606-03
| | 1. | не менее 30° |
| | 2. | не менее 45° |
| | 3. | не менее 50° |
| | 4. | не более 70° |
| Ответ: ____1__________________ | ||

38. Согласно РД 03-606-03, при визуальном и измерительном контроле, осмотр поверхности контроля проводят с расстояния…
ID: 369, Группа вопросов: РД 03-606-03
| | 1. | не менее 300 мм |
| | 2. | не менее 600 мм |
| | 3. | не более 600 мм; |
| | 4. | не более 750 мм |
| Ответ: ______________________ | ||
39. Согласно РД 03-606-03, при визуальном и измерительном контроле, подлежащая контролю поверхность рассматривается под углом к плоскости объекта контроля…
ID: 370, Группа вопросов: РД 03-606-03
| | 1. | более 60° |
| | 2. | в диапазоне от 30° до 60° |
| | 3. | более 30° |
| | 4. | в диапазоне от 10° до 60° |
| Ответ: ______________________ | ||
40. Согласно РД 03-606-03, перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла. Какая должна быть зона зачистки при ручной дуговой сварке стыкового соединения, при отсутствии установленных требований в НД на изготовление изделия?
ID: 371, Группа вопросов: РД 03-606-03
| | 1. | не менее чем номинальная толщина свариваемых элементов |
| | 2. | не менее 20 мм с внешней стороны и не менее 10 мм с внутренней стороны; |
| | 3. | не менее 50 мм с каждой стороны сварного соединения |
| | 4. | не менее чем удвоенная номинальная толщина свариваемых элементов |
| Ответ: ____4__________________ | ||
41. Согласно РД 03-606-03, шероховатость зачищенных под контроль поверхностей деталей, сварных соединений, а также поверхность разделки кромок деталей (сборочных единиц, изделий), подготовленных под сварку, должна быть:
ID: 372, Группа вопросов: РД 03-606-03
| | 1. | не более Ra 12,5 (Rz 80) |
| | 2. | не более Ra 3,2 (Rz 20), если после ВИК будет проводиться капиллярный контроль |
| | 3. | не более Ra 6,3 (Rz 40) если после ВИК будет проводиться ультразвуковой контроль |
| | 4. | правильный ответ 1, 2 и 3. |
| Ответ: ____4__________________ | ||
42. На стадии входного контроля полуфабрикатов необходимо контролировать толщину (Sн) прокатного листа. Какие требования к контролю, согласно РД 03-606-03 необходимо выполнять?
ID: 373, Группа вопросов: РД 03-606-03
| | 1. | измерение Sн листа не менее, чем в одном сечении |
| | 2. | измерение Sн листа не менее, чем в одном сечении с каждой стороны листа |
| | 3. | измерение Sн листа не менее, чем в двух сечениях |
| | 4. | измерение Sн листа не менее, чем в двух сечениях с каждой стороны листа |
| Ответ: _____4_________________ | ||
43. На стадии подготовки деталей под сварку необходимо контролировать V-образную одностороннюю разделку кромки (смотри рисунок). Согласно РД 03-606-03, какие параметры из указанных на рисунке, подлежат контролю?
ID: 374, Группа вопросов: РД 03-606-03
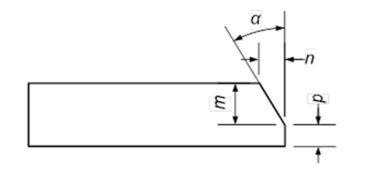
| | 1. | n, m |
| | 2. | α, p; |
| | 3. | α, n, m |
| | 4. | α, n, m, p |
| Ответ: ______________________ | ||
44. На стадии сборки деталей под сварку необходимо контролировать стыковое соединение с V-образной односторонней разделкой кромки (смотри рисунок). Согласно РД 03-606-03, какие параметры из указанных на рисунке, подлежат контролю?
ID: 375, Группа вопросов: РД 03-606-03
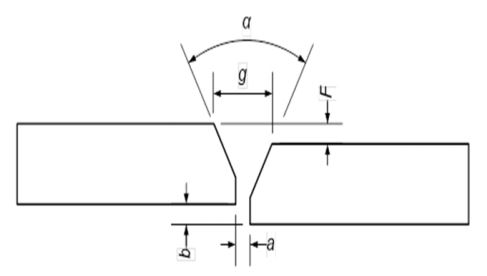
| | 1. | α, g, F |
| | 2. | α, g, F, b |
| | 3. | F, b, a; |
| | 4. | α, g, F, b, a |
| Ответ: ______________________ | ||
45. На стадии подготовки и сборки деталей под сварку представлено к приёмке 100 деталей. Согласно РД 03-606-03, сколько деталей, из числа предъявленных, подлежат визуальному и измерительному контролю (при условии, что объём контроля не установлен в НД, ПТД и ПКД или Заказчиком)?
ID: 376, Группа вопросов: РД 03-606-03
| | 1. | не менее 10 штук |
| | 2. | не менее 20 штук; |
| | 3. | не менее 50 штук |
| | 4. | все 100 штук |
| Ответ: ____2__________________ | ||
46. На стадии подготовки деталей под сборку необходимо контролировать угол скоса кромки (смотри рисунок). Какие средства измерений, согласно РД 03-606-03 необходимо использовать при этом?
ID: 377, Группа вопросов: РД 03-606-03
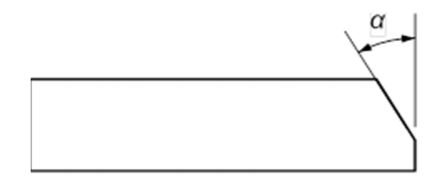
| | 1. | угломер или универсальный шаблон; |
| | 2. | щуп или калибр |
| | 3. | транспортирная линейка или лекало |
| | 4. | правильный ответ 1, 2 и 3 |
| Ответ: ______________________ | ||
47. На стадии сборки деталей под сварку необходимо контролировать зазор в соединении (смотри рисунок). Какие средства измерений, согласно РД 03-606-03 необходимо использовать при этом?