Файл: Способы организации производственного процесса во времени, их характеристики и условия применения.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.02.2024
Просмотров: 15
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

отчет
по практической работе №3
по дисциплине «Управление технологическими инновациями»
Тема: Способы организации производственного процесса во времени,
их характеристики и условия применения
| Студент гр. | | |
| Руководитель | | |
Санкт-Петербург
2023
ЗАДАНИЕ на практику по дисциплине
«УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМИ ИННОВАЦИЯМИ»
| Студент | ||||||||||||||||||
| Группа | ||||||||||||||||||
| Тема практики: Способы организации производственного процесса во времени, их характеристики и условия применения | ||||||||||||||||||
| Задание на практику: – изучить способы организации производственных процессов во времени, их характеристики и условия применения; – производственный процесс состоит из пяти операций. В производство запускается партия из пяти изделий. Заданы нормы штучного времени обработки деталей каждой операции (вариант 3, данные приведены в таблице 1), построить графики движения изделия в процессе производства при различных способах технологической обработки: последовательном, параллельном и параллельно-последовательном. Таблица 1 – Технологический процесс обработки деталей, вариант 3
| ||||||||||||||||||
| Сроки прохождения практики: февраль 2023 года | ||||||||||||||||||
| Дата сдачи отчета: | ||||||||||||||||||
| Дата защиты отчета: | ||||||||||||||||||
| Студент гр. | | П | ||||||||||||||||
| Руководитель | | | ||||||||||||||||
содержание
Введение 1
1. Последовательный многооперационный цикл 3
2. Параллельный многооперационный цикл 3
3. Параллельно-последовательный (смешанный) и многооперационный цикл. 5
Выводы 6
-
Введение
Длительность производственного процесса слагается из времени выполнения основных технологических процессов, вспомогательных, обслуживающих (в том числе подсобных и побочных), каждый из которых в свою очередь состоит из операций и стадий.
Операция – первичный элемент производственного процесса.
Операции подразделяются на следующие виды:
-
технологические; -
контрольные; -
транспортные; -
операции по обслуживанию и др.
В зависимости от типа оборудования и характера труда операции могут быть:
-
аппаратурные; -
машинные; -
ручные.
Основные производственные процессы – часть процессов, в ходе которых происходит непосредственное изменение форм, размеров, свойств, внутренней структуры предметов труда и превращение их в готовую продукцию.
К вспомогательным производственным процессам относятся такие процессы, результаты которых используются либо непосредственно в основных процессах, либо для обеспечения их бесперебойного или эффективного осуществления.
Многие вспомогательные производственные процессы могут быть переданы специализированным организациям (логистическим операторам, коммерческим складам и т. д.), что в большинстве случаев обеспечивает экономически более эффективное их выполнение.
Обслуживающие производственные процессы – оказание услуг, необходимых для осуществления основных и вспомогательных производственных процессов.
С повышением уровня автоматизации и механизации основных и вспомогательных процессов обслуживающие процессы постепенно становятся неотъемлемой частью основного производства, играют организующую роль в гибких автоматизированных производствах.
Производственный цикл – время, в течение которого происходит преобразование предметов труда в готовый продукт; это «законченный круг» производственных операций при изготовлении изделия.
Производственный цикл включает:
1) время технологических операций (основной, операционный цикл);
2) время вспомогательных операций (естественных процессов);

3) время перерывов, связанных со следующими факторами:
– режимом работы;
– условиями работы;
– перерывами по организационно-техническим причинам;
– перерывами в ожидании накопления партии и т. д.
В зависимости от принятой формы организации производства применяют последовательный, параллельный или смешанный вид движения предметов труда по операциям производственного процесса. При этом на различных стадиях производства могут применяться разные способы сочетания операций по времени.
Далее в рамках контрольной работы будет проведен расчет длительности форм организации производства с учётом указанных данных задания на работу в соответствии с вариантом № 3.
-
1. Последовательный многооперационный цикл
В последовательном многооперационном цикле каждая последующая операция цикла начинается только после полного окончания обработки всей партии на предыдущей операции. Длительность технологического цикла при последовательной форме организации производственного процесса:
где n – число деталей в партии, шт.; Ti – норма штучного времени на i-ой операции, мин; m – число операций в технологическом цикле. Расчет длительности последовательного цикла приведен в таблице 1. График длительности последовательного цикла приведен на рис. 1.
Таблица 1. Расчет длительности последовательного цикла
| Номер операции | ti, мин | Ci | |
| 1 | 4 | 1 | |
| 2 | 5 | 1 | |
| 3 | 2 | 1 | |
| 4 | 4 | 1 | |
| 5 | 2 | 1 | |
| № цикла | Тип цикла | Норма штучного времени | Количество, n | n*Ti | |||
| 1 | Последовательный | Т1 | 4 | 5 | 20 | ||
| 1 | Последовательный | Т2 | 5 | 5 | 25 | ||
| 1 | Последовательный | Т3 | 2 | 5 | 10 | ||
| 1 | Последовательный | Т4 | 4 | 5 | 20 | ||
| 1 | Последовательный | Т5 | 2 | 5 | 10 | ||
| | | | | T(посл)общ= | 85 | ||
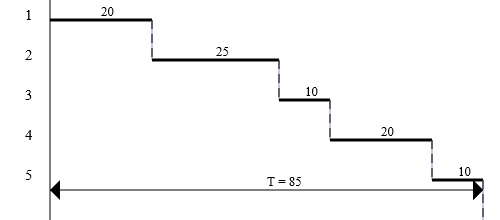
Рисунок 1. Последовательный цикл
-
2. Параллельный многооперационный цикл
Параллельный многооперационный цикл характеризуется тем, что каждая деталь (или передаточная партия) проходит непрерывную обработку на всех операциях. Длительность технологического цикла при параллельной форме организации производственного процесса:
где p – размер передаточной (транспортной) партии изделий (количество изделий, которое передается на последующую операцию, как единое целое, сразу после завершения предыдущей операции) шт. (для расчета примем размер транспортной партии равным 1); Tmax – норма времени максимальной продолжительности i-й операции (операция с наибольшей нормой времени, главная операция – Tгл). В идеальном параллельном многооперационном цикле каждая деталь партии проходит непрерывную обработку на всех операциях. Поэтому на практике порядок построения графика параллельного процесса (рис. 2) заключается в следующем:
– строится график непрерывной обработки первой детали партии на всех операциях;
– определяется наибольшая операция;
– устанавливается последовательность непрерывной обработки остальных деталей партии на наибольшей операции;
– с опорой на построенный график обработки партии на наибольшей операции достраиваются графики обработки деталей партии для всех операций, кроме главной.
График длительности параллельного цикла приведен на рисунке 2. Расчет приведен в таблице 2. Самымой длительной является операция T2.
Таблица 2. Расчет длительности параллельного цикла
| Номер операции | ti | Ci | |
| 1 | 4 | 1 | |
| 2 | 5 | 1 | |
| 3 | 2 | 1 | |
| 4 | 4 | 1 | |
| 5 | 2 | 1 | |