Файл: Способы организации производственного процесса во времени, их характеристики и условия применения.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.02.2024
Просмотров: 16
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| № цикла | Тип цикла | Норма штучного времени | Количество, n | n*Ti | |
| 1 | Параллельный | Т1 | 4 | 5 | 4 |
| 1 | Параллельный | Т2 | 5 | 5 | 5 |
| 1 | Параллельный | Т3 | 2 | 5 | 2 |
| 1 | Параллельный | Т4 | 4 | 5 | 4 |
| 1 | Параллельный | Т5 | 2 | 5 | 2 |
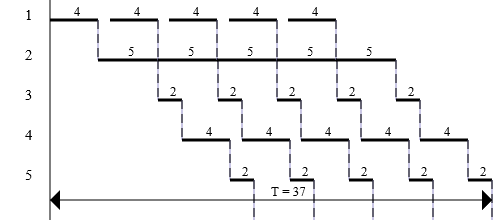
Рисунок 2. Параллельный цикл
-
3. Параллельно-последовательный (смешанный) и многооперационный цикл.
Смешанный многооперационный цикл предусматривает частичное совмещение времени выполнения смежных операций таким образом, что вся партия изделий обрабатывается на каждой операции без перерывов. Длительность технологического цикла при смешанной (параллельно- последовательной) форме организации производственного процесса:
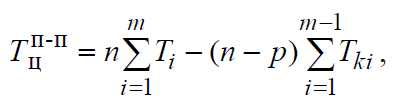
где Tki – наименьшая норма времени между i-той парой смежных операций (tki = min{Ti, Ti+1}), мин. В структуре параллельно-последовательного цикла существует два различных варианта сочетания операционных циклов на смежных операциях:
1. Ti < Ti+1. Каждая передаточная партия обрабатывается на предыдущей операции быстрее, чем на последующей. Сопряжение графиков обработки на этих двух смежных операциях должно осуществляться по моменту окончания обработки первой передаточной партии на предыдущей операции.
2. Ti >Ti+1. Каждая передаточная партия обрабатывается на предыдущей операции медленнее, чем на последующей. Сопряжение графиков обработки на этих двух смежных операциях должно осуществляться по моменту окончания обработки последней передаточной партии на предыдущей операции.
Для расчета длительности определим наименьшую норму времени для всех 4-х пар смежных операций (таблица 3). График длительности параллельного цикла приведен на рисунке 3.
Таблица 3. Расчет длительности параллельно-последовательного цикла
| Номер операции | ti | Ci | |
| 1 | 4 | 1 | |
| 2 | 5 | 1 | |
| 3 | 2 | 1 | |
| 4 | 4 | 1 | |
| 5 | 2 | 1 | |
| № цикла | Тип цикла | Норма штучного времени | Количество, n | Tki | |
| 3 | Смешанный | Т1 | 4 | 5 | |
| 3 | Смешанный | Т2 | 5 | 5 | >T3, 2 |
| 3 | Смешанный | Т3 | 2 | 5 | |
| 3 | Смешанный | Т4 | 4 | 5 | |
| 3 | Смешанный | Т5 | 2 | 5 | |
| | | p | 1 | T(смеш)общ= | 45 |

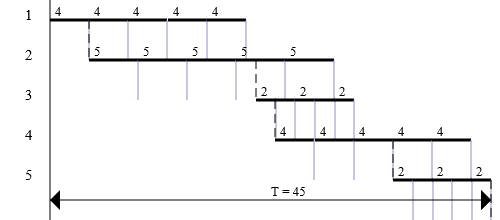
Рисунок 3. Параллельно-последовательный (смешанный)
-
Выводы
В работе изучены три способа организации производственного цикла:
Последовательный
Достоинства:
-
отсутствие перерывов в работе рабочих и оборудования на всех операциях; -
простота организации.
Недостатки:
-
большое время пролеживания и большой объем незавершенного производства; -
значительная длительность из-за отсутствия параллельности в обработки изделий.
Применяется:
-
в единичном и мелкосерийном производстве; -
при изготовлении небольших партий малотрудоемких изделий.
Параллельный
Достоинства:
-
минимальная длительность многооперационного цикла; -
отсутствует внутриоперационное пролеживание, изделия лежат только на первой операции в ожидании очередности их обработки и на последней в ожидании их сдачи; -
выраженная ритмичность процесса.
Недостатки:
-
перерывы в работе оборудования на всех операциях, кроме главной, это вызывает снижение эффективности работы оборудования и рабочих (весь участок занят); -
сложность планирования и координации работы смежных технологических операций.
Применяется:
-
для обработки относительно дорогостоящих деталей с большой про-должительностью операций; -
на непрерывно-поточных линиях, где операции хорошо синхронизо-ваны (в идеальном случае все операции имеют равную продолжительность).
Последовательно-параллельный (смешанный)
Достоинства:
-
устраняет основные недостатки обоих предыдущих методов (сокращает длительность цикла по сравнению с последовательным видом, повышает загрузку рабочих мест по сравнению с параллельным видом); -
совмещает достоинства обоих предыдущих методов (непрерывная работа оборудования, как при последовательном методе, и максимальное совмещение во времени работы оборудования и рабочих, как при параллельном методе).
Недостатки:
-
усложняется координация и планирование производственных процессов, что ограничивает его практическую применимость; -
наблюдается внутриоперационное пролеживание, что увеличивает степень связывания оборотных средств и объем незавершенного производства (по сравнению с параллельным способом).
Применяется:
Наиболее часто применяется на прерывно-поточных линиях.