ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.03.2024
Просмотров: 7
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Материально – техническое оснащение
Токарно – револьверный станок 1341
Трехкулачковый самоцентрирующийся патрон
Набор резцов
Штангенциркуль ШЦ I
Чертеж
Торцовый и гаечный ключи
Операционная карта токарно-револьверной обработки.
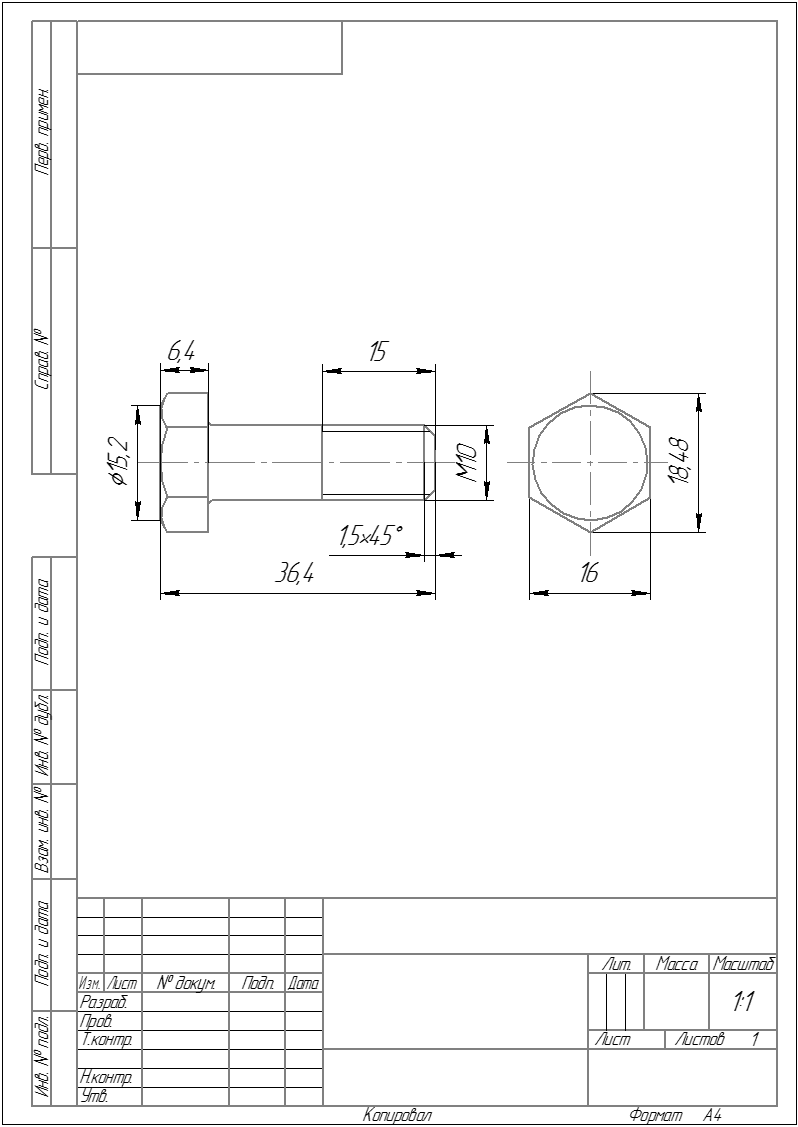
Изготовление болта М10
| № п/п | Последовательность операций | Эскиз | Инструменты | t мм | n об/мин |
| 1 | Выбрать шестигранную заготовку под ключ 17 мм | 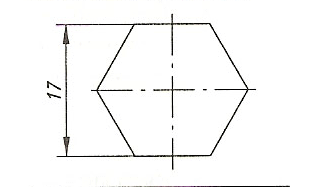 | Штангенциркуль ШЦ I. | | |
| 2 | Выдвинуть заготовку до упора 50-60мм и закрепить в патроне токарного станка с вылетом. | 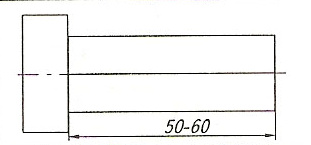 | Штангенциркуль ШЦ I. | | |
| 3 | Точить заготовку с шестигранника 17мм на Ǿ 12мм на длине 30 мм проходным упорным резцом Р6М5. | 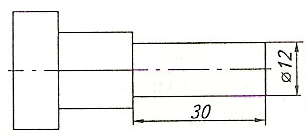 | Штангенциркуль ШЦ I. | 1,5 1 | 71,6 |
| 4 | Обточить Ǿ12мм на Ǿ 9,8 мм на длине 20мм проходным упорным резцом Р6М5. | 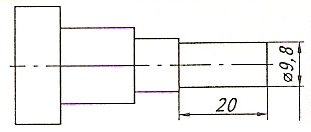 | Штангенциркуль ШЦ I. | 1,1 | 71,6 |
| 5 | Точить фаску 1,5 ×450 проходным отогнутым правым резцом Р6М5. | 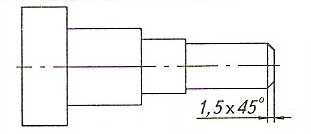 | Штангенциркуль ШЦ I. | 1,5 | 71,6 |
| 6 | Отрезать деталь длиной 40 мм отрезным резцом Р6М5. | 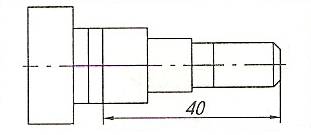 | Штангенциркуль ШЦ I. | 3 | 71,6 |
| 7 | Нарезать резьбу М10 на длине 15 мм плашкой М10. | 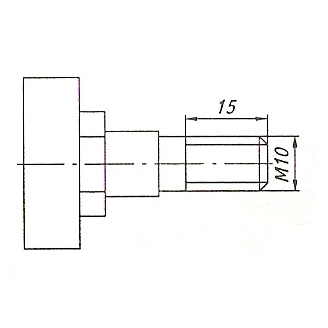 | Штангенциркуль ШЦ I. | 1,5 | 44,4 |
