Файл: 6. Планирование производственной мощности предприятия.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.03.2024
Просмотров: 4
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| Автономная некоммерческая организация высшего образования «МОСКОВСКИЙ МЕЖДУНАРОДНЫЙ УНИВЕРСИТЕТ» |
| Кафедра экономики и управления Форма обучения: заочная/очно-заочная |
ВЫПОЛНЕНИЕ
ПРАКТИЧЕСКИХ ЗАДАНИЙ
ПО ДИСЦИПЛИНЕ
Производственный менеджмент
Группа Пм19М511
Студент
Мохов И.Д.
МОСКВА 2022
Тема 6. Планирование производственной мощности предприятия
Задание 1
Определите, каким образом необходимо занять комнаты, расположенные одна за другой в одну линию, каждая из которых предназначена для маркетолога (A), специалиста по рекламе (B), имиджмейкера (С), экономиста (D), если интенсивность взаимосвязей, выраженная через число контактов, составляет Ж ФИ = 30ж ИС = 40ж СВ = 75ж ФВ = 100ж ИВ = 85ж ФС = 55
Ответ:
Представим, что кабины располагаются в ряд друг за другом в одно коридоре. Необходимо определить интенсивность передвижения специалистов по этому коридору и расположить их таким образом, чтобы перемещений было как можно меньше. Если кабины являются соседними, как А и В, то это один переход между ними для работников. Если кабины располагатся через один кабинет, как А и С, то это два перехода между ними, А и D - три перехода.
Умножаем данное в условии количество контактов на переходы между кабинетами.
А В = 1*30 = 30 перемещений
В С = 1*40 = 40 перемещений
C D = 1*75 = 75 перемещений
A D = 3*100 = 300 перемещений
B D = 2*85 = 170 перемещений
F C = 2*55 = 110 перемещений
Итого:
30+40+75+300+170+110 = 725 перемещений
Тема 7. Планирование производительности (продуктивности) труда
Задание 2
Учитывая следующие данные, определите производственную мощность предприятия, если на изготовление одного изделия уходит 8 часов, при этом используется 6 станков. Предприятие работает 288 дней в году, предприятие работает в две смены продолжительностью 8 часов каждая. Плановый процент потерь времени на ремонт оборудования установлен в размере 0,5 %.
Ответ:
На первом этапе определяем фонд времени, которым располагает предприятие.
6*288*8*2*(1-0,5/100)=6*288*8*2*0,995=27509,76
Таким образом, предприятие для изготовления данного изделия может потратить 27509,76 часов.
Далее рассчитываем производственную мощность.
27509,76/8=3438,72
Следовательно, в данных условиях предприятие готово изготовить 3 438 изделий.
Тема 8. Стратегические решения в производственном менеджменте
Задание 3
Определите производственную мощность цеха, если известно, что режим работы двухсменный, продолжительность смены – 8 ч.; регламентированные простои оборудования составляют 7% от режимного фонда времени, число рабочих дней в году – 255. Изделия обрабатываются последовательно на шлифовальном, строгальном, револьверном станках. В цехе 5 ед. шлифовальных станков; строгальных – 11 ед.; револьверных – 15 ед. Норма времени на обработку единицы изделия в каждой группе стан- ков соответственно: 0,5 час; 1,4 час; 1,6 час
Ответ:
Рассчитываем годовой фонд рабочего времени исходя из продолжительности смены, количество смен, регламентированных простоев оборудования и количества рабочих дней в году.
8*2(1-7/100)+235-8+2+255=3794,4 часов
Фонд рабочего времени составляет 3794,4 часа в год.
Для того, чтобы определить производственную мощность 1 станка в год, необходимо фонд рабочего времени разделить на норму времени их обработку единицы изделия.
Шлифовальные – 3794,4/0,5 = 7588,8
Строгательные – 3794,4/1,4 = 2710,8
Револьверные – 3794,4/1,6 = 2371,5
Револьверные станки обрабатывают меньше количество продукции в год потому что норма времени на обработку единицы изделия у них самая высокая – 1,6 ч.
Производственная мощность цеха
Для того, чтобы определить общую производственную мощность по группе станков, необходимую производственную мощность одного станка умножить на количество станков в цехе.
Шлифовальные – 7588,8*8 = 37944
Строгательные – 2710,8*11 = 29819
Револьверные – 2371,5*15 = 35572,5
Производственная мощность цеха показывает максимально возможное производство единиц продукции, полностью законченных обработкой. Производственная мощность цеха определяется как наименьшая производственная мощность группы станков, т.е. в нашем случае она составит 29819 ед.
Производственная мощность цеха – 29819 ед продукции.
Тема 9. Перспективы развития производственного менеджмента
Задание 1
Укажите все возможные технологические маршруты, если на участке выполняется следующая последовательность операций:
а) фрезерная-токарная-круглошлифовальная;
б) разметочная-сверлильная-фрезерная-резьбонарезная.
Ответ:
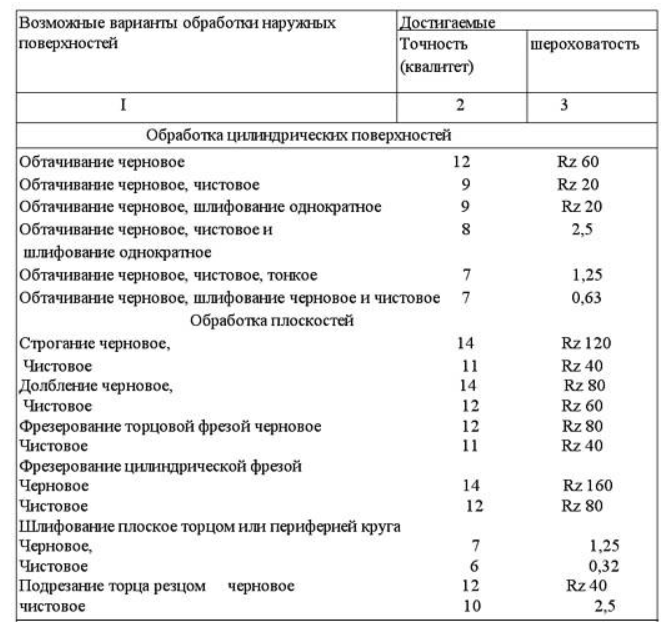
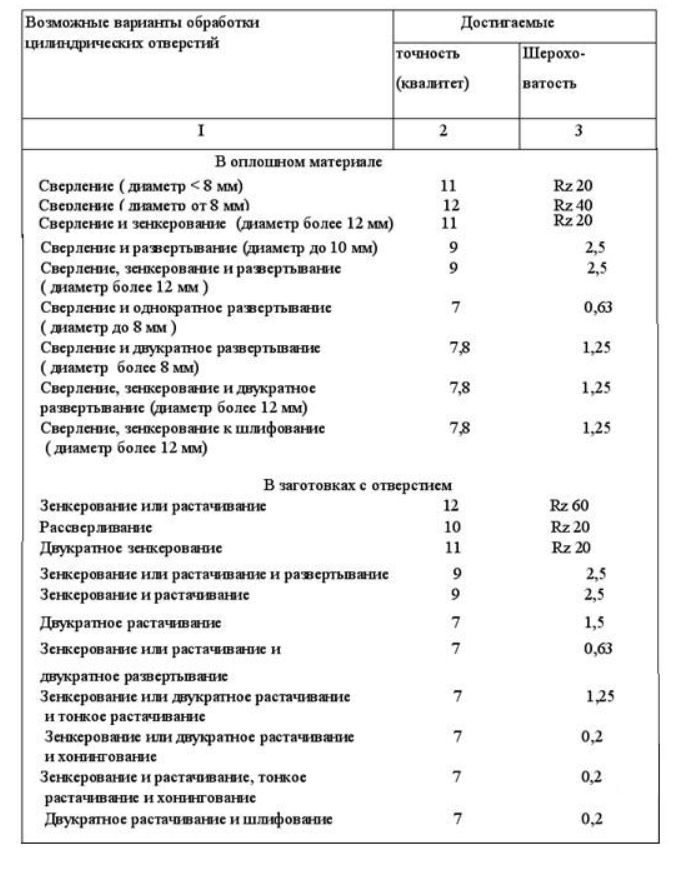
Последовательность операций при разработке маршрута для корпусных и плоских деталей.
В целях создания чистовой базы (обработанной поверхности) для последующей обработки детали в качестве первой операции (первых операций), как правило, назначается фрезерование наиболее протяженной плоской поверхности (одной или нескольких).
Второй операцией обычно является расточка точных отверстий, если таковые имеются, от обработанной на первой операции чистовой установочной базы.
Такие операции для деталей небольших габаритов типа корпусов, кронштейнов и т.п. выполняются в приборостроении при сравнительно небольших производственных партиях на станках токарной группы (токарном, токарно-револьверном и т.п,); для плоских деталей - на сверлильных станках.
В последнюю очередь ведутся операции, заключающиеся в обработке крепежных отверстий (сверление, зенкование и т.п.).
Обработка отверстий ведется на вертикально-сверлильных станках, иногда с использованием многопозиционных головок, или на агрегатных станках. Если нарезание резьбы на этих станках не может быть осуществлено, то его выделяют и ведут на резьбо-нарезных станках как самостоятельную операцию.
В общем виде примерный технологический процесс изготовления корпусных и плоских деталей можно представить в следующем виде: заготовительная (отрезная, штамповочная или литейная), фрезерная, токарная, расточная, сверлильная, шлифовальная, резьбонарезная, отделочная.
Задание 2
Укажите все возможные варианты порядка запуска партий в обработку на ПЗУ, если за участком закреплены следующие типоразмеры деталей (обозначены латинскими буквами):
а) А, В, С;
б) А, В, С, D.
Ответ:
а) А, В, С;
1. в порядке убывания суммы А-С-В
2. в порядке возрастания суммы В-А-С
3. в порядке убывания разности A-B-C
4. в порядке возрастания разности C-B-A
б) А, В, С, D.
1. в порядке убывания суммы А-С-В-D
2. 2. в порядке возрастания суммы D-B-A-C
3. в порядке убывания разности A-D-B-C
4. в порядке возрастания разности C-B-A-D

