Добавлен: 10.04.2024
Просмотров: 10
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Министерство науки и высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
| | | |||||||||||||||||||||||||
| | Институт судостроения и морской арктической техники (Севмашвтуз) | | | |||||||||||||||||||||||
| | (наименование высшей школы/ филиала/ института/ колледжа) | | | |||||||||||||||||||||||
| | | | | |||||||||||||||||||||||
| | | | | |||||||||||||||||||||||
| | ОТЧЕТПО ПРАКТИЧЕСКОЙ РАБОТЕ | | | |||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | | ||||||||||||||||||||||||
| | | | | |||||||||||||||||||||||
| | | Выполнил (-а) обучающийся (-аяся): | | | ||||||||||||||||||||||
| | | Цуканова Лариса Владимировна | | | ||||||||||||||||||||||
| | | (ФИО) | | | ||||||||||||||||||||||
| | | Направление подготовки / специальность: | | | ||||||||||||||||||||||
| | 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств»» | | | |||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | (код и наименование) | | | |||||||||||||||||||||||
| | Курс: III | | | |||||||||||||||||||||||
| | Группа: 523826 | | | |||||||||||||||||||||||
| | | | | |||||||||||||||||||||||
| | Руководитель: | | | |||||||||||||||||||||||
| | Фомин Евгений Владимирович | | | |||||||||||||||||||||||
| | (ФИО руководителя) | | ||||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| Отметка о зачёте | | | | | | |||||||||||||||||||||
| | | (отметка прописью) | | (дата) | | |||||||||||||||||||||
| Руководитель | | | | Е. В. Фомин | | | ||||||||||||||||||||
| | | (подпись руководителя) | | (инициалы, фамилия) | | | ||||||||||||||||||||
| | | | | | | | | | | |||||||||||||||||
| | | | | | | | | | | |||||||||||||||||
| | | | | | | | | | | |||||||||||||||||
| | Северодвинск 2021 | | | |||||||||||||||||||||||
| | | | | |||||||||||||||||||||||

ЛИСТ ДЛЯ ЗАМЕЧАНИЙ
Цель работы: получение навыков в выборе и определении последовательности способов формообразования деталей машин, обеспечивающей требуемое качество поверхности.
Задание. Для указанной детали установить возможные маршруты обработки ее отдельной поверхности и выбрать наиболее рациональный. Выбрать оборудование (наименование) и режущий инструмент. Изобразить схему формообразования указанной поверхности.
Таблица 1 – Исходные данные
| № вар. | Наименование детали и ее поверхности | Показатель точности | Заготовка | |
| Допуск (квалитет) | Шероховатость, Ra | |||
| | Корпус пресса Отверстие Ø180 мм, L=970 мм | H9 | 0,2 | Поковка, сталь |
Решение:
Формообразование корпуса с заданными параметрами точности и шероховатости в заготовках из стали может быть выполнена несколькими вариантами маршрутов – таблица 2.
Таблица 2 – Возможные варианты обработки корпуса
| 1 вариант | 2 вариант | 3 вариант |
| Растачивание черновое Растачивание получистовое Растачивание чистовое Шлифование Суперфиниширование | Растачивание черновое Растачивание получистовое Растачивание чистовое Шлифование Хонингование | Растачивание черновое Растачивание получистовое Растачивание чистовое Растачивание тонкое Полирование |
Тип заготовки – поковка может быть применен в единичном или мелкосерийном производстве. Принимаем мелкосерийный тип производства.
Наиболее рациональный из приведенных вариантов обработки корпуса для заданных условий выбирается, исходя из следующих соображений:

-
Все три маршрута обработки имеют одинаковое количество стадий обработки, поэтому они равнозначны в части количества операций. -
Во всех маршрутах необходимо использовать одинаковое количество оборудования – по два типа, за исключением второго варианта, там необходимы 3 вида оборудования. -
В первом и втором вариантах маршрутов, на последних этапах обработки необходимы достаточно сложные по конструкции режущие инструменты. Это удорожает обработку. -
В части производительности третий вариант маршрута будет наиболее производительным, т. к. для первых двух маршрутов, на отделочных этапах применяются низкопроизводительные методы обработки. -
Для первого маршрута обработки заготовку необходимо переустанавливать три раза, для второго варианта маршрута – также три переустанова, для третьего варианта – два установа. Чем меньше переустановов при обработке, тем выше точность обработки.
Таким образом, для заданных условий маршрут обработки корпуса выбираем по третьему варианту. Он будет включать пять переходов – таблица 3.
Таблица 3 – Выбранный маршрут обработки цилиндрической поверхности корпуса пресса
| № перехода | Наименование перехода | Получаемые параметры точности и шероховатости |
| 1 | Растачивание черновое | по 13-му квалитету точности с шероховатостью Ra12,5 |
| 2 | Растачивание получистовое | по 11-му квалитету точности с шероховатостью Ra6,3 |
| 3 | Растачивание чистовое | по 9-му квалитету точности с шероховатостью Ra1,6 мкм |
| 4 | Растачивание тонкое | по 9-му квалитету точности с шероховатостью Ra0,8 мкм |
| 5 | Полирование | по 9-му квалитету точности с шероховатостью Ra0,2 мкм |
Схемы обработки по переходам представлены на рисунках 1-2.

Рисунок 1 – Схема растачивания отверстия
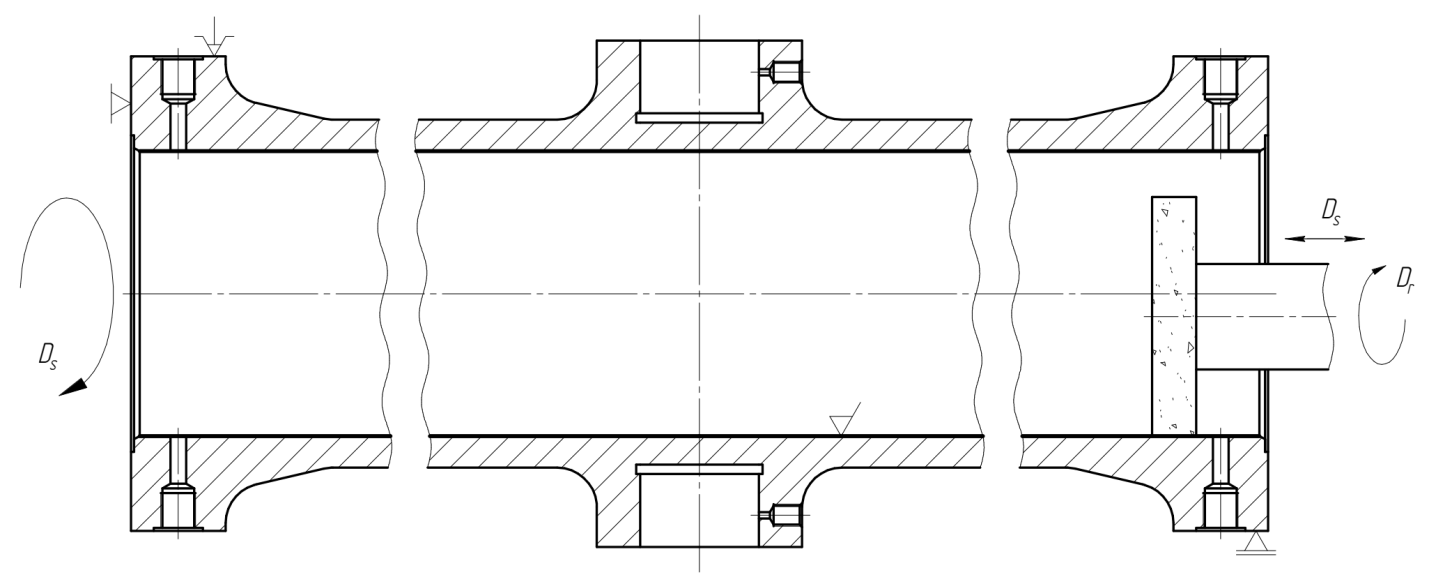
Рисунок 2 – Схема полирования отверстия
Выводы по работе: в ходе выполнения работы были получены навыки в выборе и определении последовательности способов обработки формообразования деталей машин, обеспечивающей требуемое качество поверхности.
Ответы на контрольные вопросы:
1. Исходными данными для составления последовательности обработки отдельных поверхностей служат чертежи и технические требования к деталям и заготовкам, а также существующие технические возможности и организационные условия. Выбор методов обработки для определенной поверхности можно разделить на три основных этапа:
1). В соответствии с требованиями к точности размеров и качеству поверхностей, указанным на чертеже детали, с учетом размера, массы и формы детали назначают окончательный, последний метод обработки, обеспечивающий заданные требования.
2). В соответствии с точностью размеров и качеством поверхностей, указанным на чертеже заготовки, назначают первый метод обработки.
3). В соответствии с назначенными первым и последним методами обработки при необходимости назначают промежуточные. При этом придерживаются следующего правила: каждый последующий способ обработки должен быть точнее предыдущего. Это значит, что каждая очередная операция, переход или рабочий ход должны выполняться с меньшим технологическим допуском, обеспечивать повышение качества и снижение шероховатости обрабатываемой поверхности.
На практике при выборе методов обработки руководствуются рекомендациями таблиц средней экономической точности различных способов обработки, публикуемых в справочной и технической литературе по машиностроению.
2. Установка плана и метода обработки имеет целью обеспечить наиболее рациональный процесс обработки детали. В плане указывается последовательность выполнения технологических операций, и по каждой операции устанавливается метод обработки, используемое оборудование, применяемое приспособления, рабочий и измерительный инструмент, режим обработки, норма времени, квалификация работы.
План должен предусматривать расчленение технологического процесса обработки детали на составные части: операции, установки, позиции, переходы, ходы и т.д. При составлении плана и выборе метода отделки характер технологического процесса устанавливается в зависимости от характера и вида производства. В единичном и мелкосерийном производстве принят уплотненный технологический процесс, выполняемый на станках общего назначения, в серийном производстве технологический процесс дифференцирован на операции с закреплением их за определенными станками. В многосерийном и массовом производстве технологический процесс может осуществляться по принципу дифференциации на элементарные операции или по принципу концентрации операций.
При проектировании технологических процессов пользуются составленными на основании опытных данных таблицами средних величин экономической точности различных методов обработки. При установлении последовательности операций следует руководствоваться следующими общими соображениями:
1) в первую очередь надо обрабатывать поверхности деталей, являющихся базами для дальнейшей обработки.
2) Затем следует обрабатывать поверхности, с которых снимается наиболее толстый слой металла, так как при этом легче обнаруживаются внутренние дефекты заготовки (раковины, трещины и т.д.);
3) Операции, где существует вероятность брака из-за дефектов в материале или сложности механической обработке, должны выполняться в начале процесса;
4) Далее последовательность операций устанавливается в зависимости от требуемой точности поверхности: чем точнее должна быть поверхность, тем позже она должна обрабатываться (перераспределение внутренних напряжений);
5) Поверхности, которые должны быть наиболее точными и с наименьшей шероховатостью, должны обрабатываться последними: этим исключается или уменьшается возможность изменения размеров и повреждения окончательно обработанных поверхностей. Если такие поверхности были обработаны ранее и затем выполнялись еще другие операции, то в них обрабатывают повторно для окончательной обработки;
6) Сочетание черновой и чистовой обработки на том же станке может привести к снижению точности обработанной поверхности вследствие влияния значительных сил резания и сил зажима при черновой обработке.
3. Рассмотрим основные факторы, влияющие на маршрут обработки поверхности детали:
1). Точность исходной заготовки: чем заготовка точнее, тем меньшее число ступеней обработки потребуется для достижения требуемых чертежом точности поверхности детали.
2). Требуемая по чертежу точность формы и размеров рассматриваемой поверхности: чем выше требуемая точность, тем большее число ступеней ее обработки потребуется.
3). Наличие и характер термообработки детали. Большинство методов термической и химико-термической обработки (закалка, цементация, азотирование) связано с потерей достигнутой на предшествующих ступенях механической обработки точности формы и размеров поверхности. Поэтому наличие термообработки увеличивает число ступеней обработки ответственных поверхностей детали.