Файл: Курсты жоба днекерлеу процестерін автоматтандыру (пнні атауы) Таырыбы Профильді аралытарды ндіру автоматтары абылдаан Жакибеков Т..docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 23
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Әбілқас Сағынов атындағы
Қарағанды техникалық университеті
ТЖМ және С кафедрасы
КУРСТЫҚ ЖОБА
Дәнекерлеу процестерін автоматтандыру
(пәннің атауы)
Тақырыбы: Профильді арқалықтарды өндіру автоматтары
Қабылдаған: Жакибеков Т.Б.
(тегі, инициалы)
(қолы, күні)
(баға)
Орындаған: Ахмадия А.Қ
(тегі, инициалы).
Коммисия мүшелері Маш-19-1
(тобы, қолы)
(тегі, инициалы, қолы)
(тегі, инициалы, қолы)
Қарағанды 2022
Әбілқас Сағынов атындағы
Қарағанды техникалық университет
Факультет _________ «БЕКІТЕМІН»
Кафедра __________ Каф. Меңгерушісі :Юрченко.В.В «____»________ 20____ж
Курстық жоба бойынша тапсырма
Дәнекерлеу процестерін автоматтандыру пәні бойынша
Маш-19-1 тобының студенті_____________________________________
Тақырып: Профильді арқалықтарды өндіру автоматы
Тапсырма берілді «___» _________________________________________20___ж Жетекші____________________________________________қолы_________
Студент____________________________________________қолы_________
Мазмұны
Кіріспе 4
1 Арқалықтар. Арқалық түрлері 7
1.1 Арқалық негізгі параметрлері 8
1.2 Құрылыс арқалықтары мен конструкцияларды тұрғызу кезіндегі ұсыныстар 9
2 Арқалықты дәнекерлеу процессін автоматтандыру. 9
2.1 Парақты кесу процессі 10
2.2 Арқалықты құрастыру 12
2.3 Алғашқы дәнекерлеу қондырғысына арқалықты беру 15
2.4 Тазалау процессі 16
2.5 Желінің жалпы тиімділігі және кейінгі өңдеу 17
3 Арқалықты дәнекерлеу автоматтары 23
Қорытынды
Қолданылған әдебиеттер тізімі
Кіріспе
Автоматтандыру - бұл адамды өндіріс процесіне (бір нәрсені жасаудың технологиялық процесінде немесе жабдықты басқару жұмысында) тікелей қатысудан ішінара немесе толығымен босататын техникалық құралдар мен басқару жүйелері пайдалану. Автоматты құрылғылар, жүйелер, агрегаттар, машиналар мен қондырғылар өз функцияларын адамның қатысуынсыз орындайды, нәтижесінде дайын өнімді, бөлікті, агрегатты және т.б. Автоматтандырылған құрылғылар белгілі бір кезеңде немесе бүкіл процесте режимдерді түзету және процестің барысын бақылау үшін басқару және бақылау жүйесі ретінде адамның қатысуын жоққа шығармайды. Дәнекерлеу өндірісінде автоматтандырылған құрылғылар жиі қолданылады, олардың жұмысында дәнекерлеуші оператордың қатысуы дәнекерлеудің траекториясын реттеуге, дәнекерлеу процесінде бақылауға, параметрлерді түзетуге және т.б. Дәнекерлеушінің қатысуынсыз автоматтандырылған құрылғылардағы жергілікті автоматты жүйелер, әдетте, режимнің бөлек орнатылған параметрлерін сақтайды, дәнекерлеу циклінің реттілігін және уақыт аралығын қамтамасыз етеді, ал дәнекерлеудің ерекше жағдайларда берілген бағдарлама бойынша параметрлерді өзгертеді. немесе дәнекерленген қосылыстың геометриясына байланысты оларды реттеңіз. Барлық құрылғыларда блоктау және авариялық режимдерден қорғау және оператор-дәнекерлеушінің қауіпсіздігі автоматты түрде қамтамасыз етілген. Толық автоматты құрылғылар дәнекерлеуге арналған өнеркәсіптік роботтар, автоматты машиналар, автоматты ағынды желілерге арналған арнайы қондырғылар.
Дәнекерлеу процестері мен жабдықтарын автоматтандырудың мақсаты:
- режимдерді тұрақтандыру, бұзылуларды өтеу, субъективті қателерді болдырмау үшін оператордың бақылауға қатысу уақытын қысқарту арқылы дәнекерленген қосылыстардың сапасын арттыру (әсіресе арнайы қондырғы өндірістерінде);
- еңбек өнімділігін арттыру, әсіресе орнатудың қосалқы уақытын қысқарту арқылы, өйткені нақты дәнекерлеу әдетте дәнекерленген құрылымды дайындауға жалпы уақыттың 30% -нан аспайды;
- дәнекерлеушінің шаршауын және оған қойылатын физиологиялық талаптарды азайту, өйткені жұмыс тар жағдайда, ауыр жабдықпен, қорғаныс киімінде болуы мүмкін;
- өндірістің және қоршаған ортаның экологиялық жағдайын жақсарту, булардың, газдардың және шаңның зиянды шығарындыларын азайту;
- энергия мен материалдарды ұтымды пайдалану (өндірістік қалдықтарды азайту және энергияны үнемдеу).
1 Арқалықтар. Арқалық түрлері
Арқалық тіреуіш құрылымның композициялық сызықтық элементі болып табылады, оның кем дегенде екі тіреу нүктесі бар (екі ұшына сүйенеді) және иілуде жұмыс істейді. Арқалықты пайдалану, ең алдымен, бүкіл құрылымның салмақ жүктемесін бөлуге бағытталған. Ең жиі қолданылатын тік көлденең жүктемені өтейтін арқалықтың көлденең қолданылуы. Ал арқалықтың салмақ қысымының өзі тік элементтермен өтеледі, олардың көлденең беті арқалық үшін тірек нүктесі болып табылады. Қосымша аралық элементтер болмаса, кейінгі өтемақы құрылымдық тіректерге түседі. Осылайша, салмақ жүктемелерінің өзара өтелуі бүкіл құрылымның тұрақтылығы мен сенімділігін қамтамасыз етуге мүмкіндік береді.
Материал түрі бойынша құрылыс арқалықтарының жіктелуі
Болат арқалық - ыстық немесе суық илектелген металды қолдану арқылы арнайы, көміртекті немесе төмен легирленген болаттан жасалған тірек конструкциясының көлденең немесе бойлық элементі. Болат арқалықтардың негізгі артықшылығы: иілу кезінде жұмыс істегенде оңтайлы беріктік дәрежесі. Олар салмақтың жоғарылауын немесе қауіптіліктің жоғары дәрежесін қамтитын құрылымдардың құрылысында қолданылады: үстіңгі жолдар, шахта оқпандары және т.б.
Темірбетон арқалық - салмақты қайта бөлу және бүкіл құрылымның тұрақтылығын арттыру үшін тірек конструкциясында қолданылатын және композициялық материалдан тұратын сызықты типті құрылыс элементі: болат арматурамен нығайтылған бетон матрицасы. Темірбетон арқалықтар болат арқалықтардың арзан аналогы болып табылады және стандартты салмақ жүктемесі бар объектілерде қолданылады: тұрғын үй құрылысы, өнеркәсіптік ғимараттардың құрылысы.
Ағаш арқалық - ағаштан жасалған жүк көтергіш ағаш немесе басқа жеңіл құрылымның элементі. Ол ағаштан жасалған тұрғын үй және коммерциялық ғимараттарды салу үшін кеңінен қолданылады.
Профильді арқалықтардың түрлері
Ашық қималы арқалықтар:
Бұрыш профильді
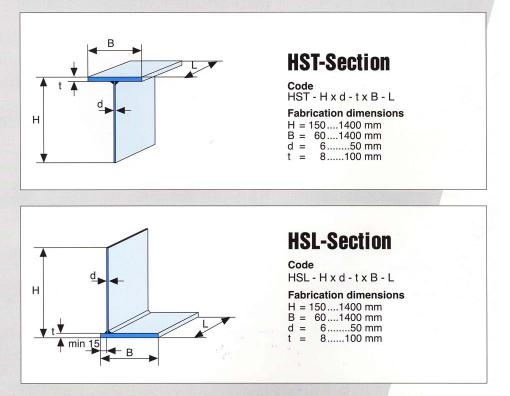
1-сурет
Тавр профильді
1.1-сурет
Екітавр профильді:
симметриялы

1.2-сурет
асимметриялық
1.3-сурет
Арна(Швеллер)
1.4-сурет
Жабық қималы арқалықтары:
Симметриялық қорап профилі
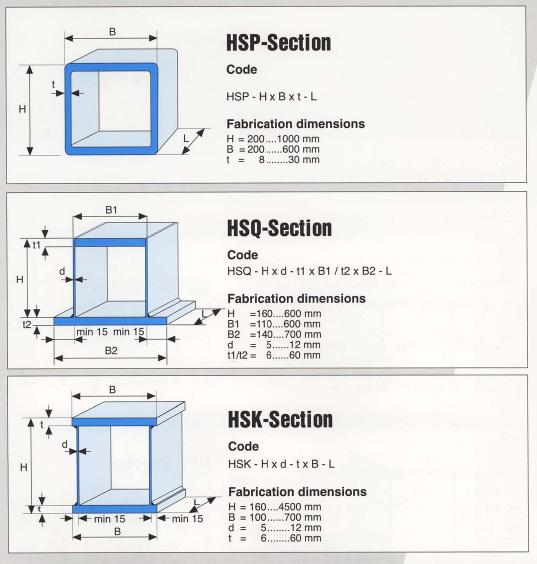
1.5-сурет
Бір сөре ұзартқышы бар қорап профилі
1.6-сурет
1.1 Арқалық негізгі параметрлері
Симметриялық екітаврлы профиль қимасының негізгі параметрлері:
H: профиль биіктігі
H1: қабырға биіктігі
B : сөре ені
h2 : қабырға қалыңдығы
h3 : сөре қалыңдығы

1.1.1-сурет
Қорап арқалығының негізгі көлденең қимасының параметрлері
H жалпы профиль биіктігі
HC қабырғасының биіктігі
B1 сөренің ені №1
B2 сөренің ені № 2
hС1 қабырға қалыңдығы №1
hС2 қабырғасының қалыңдығы №2
hП1 жоғарғы сөре қалыңдығы
hP2 төменгі сөре қалыңдығы

1.1.2-сурет
1.2 Құрылыс арқалықтары мен конструкцияларды тұрғызу кезіндегі ұсыныстар
Тірек құрылымын салу үшін арқалықты таңдаудың негізгі факторы көлденең тік күштердің әсерінен максималды жүктеменің салмағын есептеу болып табылады. Дегенмен, климаттық жағдайлары тұрақсыз және сейсмологиялық қауіптілігі жоғары аймақтарда көлденең көлденең күштердің әрекетін есептеу қажет.
Екітаврлы арқалық профильдер таңбалауда келесі әріптерге ие болуы мүмкін: Б;Ш;К
Белгіленуі: Б - стандартты, Ш - кең сөре және К - тиісінше бағаналы екітаврлы арқалық.
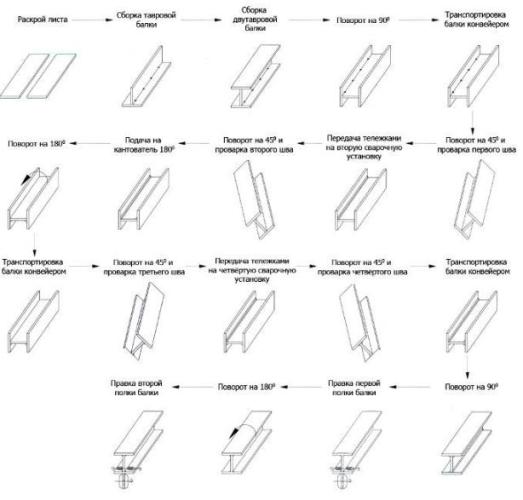
2 Арқалықты құрастырудың технологиялық процессі.
Металл қаңылтырынан екітаврлы арқалықтарды өндіруге арналған заманауи желілер автоматтандырудың жоғары дәрежесіне ие. Бұл өнімділікті арттыруға және адам факторының әсерін барынша азайтуға мүмкіндік береді. Түпнұсқа парақ дәйекті дәнекерленген жолақтарға кесіледі.
2-сурет
2.1 Парақты кесу процессі
Ұзындығы 6 м-ден асатын арқалықты өндіру қажет болса, онда бір парақтың ұзындығы жеткіліксіз болады. Сондықтан екінші парақ немесе оның бір бөлігі түйіспелі дәнекерлеу арқылы дәнекерленген. Бұл операция үшін арнайы қуат көзі бар түйіспелі дәнекерлеу қондырғысы қолданылады. Ол стандартты үш фазалы өнеркәсіптік токта жұмыс істейді, 380 В, 50 Гц. Дәнекерлеу ток көзі түрлендіргіш ретінде әрекет етеді. Оның шығысындағы ток күші 150 - 1300 А және кернеуі 16 - 46 В диапазонында болады.
Түйінді дәнекерлеу бір операцияда қалыңдығы 30 мм-ге дейінгі парақтарды біріктіре алады. Бұл қондырғы техникалық қызмет көрсететін персоналға деген қажеттілікті айтарлықтай азайтып, желінің жалпы өнімділігін арттыруы мүмкін.
Дәнекерлеуден кейін парақ жалынмен кесуді жүзеге асыратын машинаға беріледі. Портал типті машиналар жоғары тиімділікті көрсетеді. Парақ станоктың жұмыс үстеліне рельстерге салынып, бойлық жолақтарға кесіледі. Бір өтуде бір парақтан 9 жолақты жасауға болады. Машина көлденең және тіпті қисық кесулерді орындай алады. Бұл функциялар көлденең қиманың арқалықтары үшін дайындамалар алу үшін қажет. Күрделі операциялар үшін кез келген бұрышта кесуге болатын екі CБҚ(Сандық бағдарламалық қамтамасыз ету) алау пайдаланылады.

2.1.1-сурет Жалынды кесуге арналған машина
Кесу машинасының жылдамдығын реттеу оны парақтың қалыңдығына байланысты қажетінше реттеуге мүмкіндік береді. Кесу үшін ацетилен мен оттегі қолданылады, пропанды қолдануға болады. Құрылғының жұмысын осы құрылғы түріне арнайы жасалған австралиялық FASTCAM 1 бағдарламасы басқарады.
Оның артықшылықтары:
Автоматты басқарудың терең интеграциясы;
Қол режимінде жұмыс істеу мүмкіндігі;
Кесу парақ материалын оңтайландыру;
Бірнеше кесу бастарын басқару мүмкіндігі;
Минималды жұмыс жолын есептеу.
Кесу үшін қол жетімді парақтың максималды ені - 4 м, ұзындығы - 14 м. Ең аз кесу ені - 80 мм. Кесетін машинада 9 бойлық оттық және екі бұрышты оттық бар. Олар бірге жұмыс істегенде, қалыңдығы 6 - 50 мм парақтарды кесуге болады. Қалыңдығы 100 мм-ге дейінгі болатты 5-тен көп алау пайдаланбаған кезде кесуге болады. Орнатудың қуат тұтынуы тек 1,5 кВт құрайды.
Екітаврлы арқалық қабырғасының шеттерін еуропалық стандарттар бойынша кесу

2.1.2-сурет
2.2 Арқалық құрастыру
Парақ материалын кескеннен кейін дайындамалар құрастыру станына беріледі. Олар кранмен қозғалады. Бөрене бөліктерді көлденең және тігінен бекітетін қысқыштар арқылы жиналады. Біріншіден, T-сәулесі жиналады - конвейерге көлденең жолақ қойылады, оның орналасуы бүйірлік бағыттағыштармен орнатылады. Жолаққа тік стенд орналастырылған, ол орталықтандырылған және бүйірлік бағыттаушы тіректермен қысылған.
Жиналған құрылым соңғы бетті автоматты түрде теңестіретін тік тоқтауға беріледі және дәнекерлеу порталына жылжиды. Онда бөліктер арасындағы алшақтықты жою үшін жоғарыдан гидравликалық қысқышпен қосымша бекітіледі. Конвейер арқалықты алға қарай береді, ол автоматты дәнекерлеу арқылы екі жағынан дәнекерленген. Берілген қадам арқылы қалыптасатын нүктелік дәнекерлеу қолданылады. Дәнекерлеу машинасы бекітетін гидравликалық цилиндрмен бір жазықтықта орналасқан.

2.2.1-сурет Екітаврлы арқалықты жинауға арналған диірмен
Алынған T-сәулесі 180° еңкейтіліп, қайтадан құрастыру алаңына ауыстырылады, онда оған екінші фланецке арналған дайындама қойылады. Әрі қарайғы операциялар ұқсас - позициялау, қысқыштармен бекіту және дәнекерлеу порталы арқылы өту. Осылайша, алдын ала құрастырылған арқалық алынады. Аяқталған дәнекерлеу қосылысы төмен беріктікке ие және жүктемені толық қабылдау үшін емес, арқалықпен әрі қарай манипуляциялаудың ыңғайлылығына арналған.
Бөренелерді құрастыруға арналған машина H-тәрізді профильдердің әртүрлі түрлерінің өнімдерін жинауға мүмкіндік береді:
симметриялы;
Асимметриялық;
Айнымалы бөліммен.
Дәнекерлеуді құрастыру жылдамдығы 500 - 6000 мм/мин максималды қуат тұтынуы 107 кВт. Құрылғы келесі параметрлері бар арқалықтарды жасауға мүмкіндік береді:

