Файл: Курсты жоба днекерлеу процестерін автоматтандыру (пнні атауы) Таырыбы Профильді аралытарды ндіру автоматтары абылдаан Жакибеков Т..docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 26
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Тірек қалыңдығы - 6-32 мм;
Сөренің қалыңдығы - 6-40 мм;
Тірек биіктігі - 200-1500 мм;
Сөренің ені - 200-600 мм;
Арқалықтың ұзындығы - 4000-15000 мм.

2.2.2-сурет Дәнекерлеу арқалықтар өндірісі
Өлшемдерден машина екітаврлы арқалықты жинауға мүмкіндік беретінін көруге болады, оның өлшемдері ГОСТ 26020–83 параллель фланецтері бар ыстықтай илектелген I-арқалықтар үшін сипатталған өнімдердің максималды өлшемдерінен айтарлықтай асып түседі. Бұл құжатқа сәйкес, биіктігі 1014 мм және сөре ені 320 мм болатын 100Б4 арқалығы ең үлкен өлшемдерге ие. Стандартты емес ыстықтай илектелген арқалықтарды өндіру аспаптардың қымбаттығына байланысты тек үлкен көлемде жүзеге асырылады. Сондай-ақ, арқалықтың максималды өлшемі прокат станының өлшемімен шектеледі.
2.3 Алғашқы дәнекерлеу қондырғыларына арқалықты беру
Нүктелік дәнекерлеу қондырғысынан шығатын арқалыұ тік күйде. Ол конвейер арқылы осы күйде қозғалады және арқалықты 90°айналдыратын жиекке түседі. Ол арқалықты конвейерге көлденең орналастырады.
Арқалық гидравликалық арбалар жұбына беріледі.

2.3.1-сурет Гидравликалық арба
Олар дәнекерлеу қондырғылары арасында тізбектей орналасады. Арбалар жұптасып жұмыс істейді және жалпы жүк көтергіштігі 20 тонна.Олар арқалықты 140 мм биіктікке дейін көтереді. Арбаның электр қуатын тұтынуы 1,5 кВт құрайды.
Арқалық арбаларға тиген кезде конвейер тоқтайды. Олар арқалықты конвейердің үстінен көтереді. Әрі қарай, арбалар конвейерге перпендикуляр орналасқан рельстер бойымен қозғалады. Арбалар арқалықты гидравликалық қиғашқа жеткізеді, ол оны 45° бұрады.

2.3.2-сурет Кантователь 45градустық
Төңкергіштің жүк көтергіштігі де 20 тонна.Биіктігі 200 - 2000 мм, ені 200 - 1000 мм арқалықтармен жұмыс істей алады.
Осыдан кейін бірінші дәнекерлеу тігісі орындалады. Бөрене «қайық» күйінде. Дәнекерлеу машинасы рельстер бойымен қозғалады және дәнекерлеу тігісін орындайды. Ол қалыңдығы 6 - 40 мм металды дәнекерлей алады. Рұқсат етілген арқалық биіктігі 200 - 2000 мм, ал ені 200 - 800 мм. Тігістің ұзындығы 15 м дейін жетуі мүмкін Дәнекерлеу жылдамдығы 350 - 1500 мм / мин диапазонында. Дәнекерлеу қуаты 65 кВт, ал жетек механизмдері - 5,1 кВт.
Содан кейін көлбеу арқалықты көлденең күйге қайтарады. Арбалар арқалықты қабылдап, оны параллель орналасқан екінші дәнекерлеу қондырғысының қисаюына береді. Бұл орнату дәл осындай дизайнға ие. Екінші дәнекерлеу тігісінің соңында арқалық көлденең жатып, вагонеткалардың көмегімен конвейерге оралады.
Қалған тігістерді бұру және дәнекерлеу
Алдыңғы операциялардың нәтижесінде арқалық алынады, оның бір жағында тігістер жасалады. Дегенмен, ол көлденең күйде конвейерде, тігістер аяқталды. Сондықтан арқалықты төңкеретін қосымша еңкіш қолданылады және ол тігістері төмен түсірілген конвейерде орналасады. Сондай-ақ бұл көлбеу гидравликалық жетек және 20 тоннаға дейін жүк көтергіштігі бар.Ол өлшемдері 1000 х 2000 мм бұйымдармен жұмыс істей алады. Айналу жылдамдығы 1000 мм/мин. Кантователь 18 кВт электр энергиясын тұтынады.
Үшінші және төртінші дәнекерлеулер ұқсас түрде жасалады. Сондай-ақ, арқалық 45° бұрылып, тігістер жұп дәнекерлеу қондырғыларында дәйекті түрде дәнекерленген.
Арқалықты бұру және түзету
Барлық тігістерді дәнекерлегеннен кейін арқалық конвейерде көлденең күйде болады. Кантователь арқалықты тігінен орнатып, 90° бұрады. Осыдан кейін пучка сөрелердің саңырауқұлақтарын түзететін қондырғыға түседі. Бұл операцияға қажеттілік туындайды, өйткені қатты тігіспен дәнекерлеу кезінде сөрелердің деформациясы пайда болады.
Орнату төменгі сөренің роликтерімен домалайды. Осыдан кейін конвейер арқалықты 180°айналдыратын арқалыққа қайтарады. Арқалық түзетілген сөре болып шығады. Осыдан кейін ол сөрелерді қайта өңдеуге арналған қондырғыдан өтеді.

2.3.3-сурет Арқалықты түзетуге арналған құрылғы
Екітаврлы арқалықтығ өлшемдеріне байланысты түзеткіш қондырғылардың бірі қолданылады. Ең жоғары қуаты бар құрылғы (32 кВт) биіктігі 800 мм-ге дейін және биіктігі 1500 мм-ге дейінгі арқалықтарды түзетуге қабілетті. Сөренің қалыңдығы 80 мм-ге дейін болуы мүмкін. Түзету 5,2 м/мин жылдамдықпен жүзеге асырылады. Роликтерге түсетін күш 2 мН.
2.4 Атқылау машинасымен тазалау
Дәнекерленген және түзетілген арқалық көбінесе ластануға ие, ең алдымен тот пен қақ. Профильді тазалау үшін атқылау машинасы қолданылады. Сондай-ақ, ол екітаврлы арқалық бетінің сапасын жақсартып, оны жабуды жеңілдетеді.
Күйдіру машинасы болат немесе шойынды 60 - 70 м/с жылдамдыққа дейін үдетеді және оны өңдеу камерасына береді. Камерада шеңбер бойымен орналасқан сегіз ату құрылғысы бар. Сөрелердің және сөренің сыртқы жағына екі ату құрылғысы түседі. Сөрелердің ішкі жиектері бір реттік жарғышпен өңделеді.
Атқылау машиналарының қуаты 11-15 кВт диапазонында. Өнім камерадан 0,6 - 3 м/мин жылдамдықпен өтеді, түсіру шығыны - 90-120 т/сағ. Бұл машиналармен өлшемі 1200х2000 мм профильді өңдеуге болады.


2.4.1-сурет Тазартуға арналған атқылау машинасы
2.5 Желінің жалпы тиімділігі және кейінгі өңдеу
Автоматтандырылған желі 2000x1000 мм өлшемді өнімдерді шығара алады. Өңделген қаңылтыр болаттың қалыңдығы 40 мм-ге жетеді. 15°-қа дейінгі көлбеу бұрышы бар ауыспалы қима профильдерін жасауға болады. Жалпы өнімділік жылына 15 мың тоннаны құрайды. Сызықтың өлшемдері 150х24 м.
Сонымен қатар, арқалық фрезерлік станокта соңғы өңдеуге ұшырауы мүмкін. Қателерді болдырмау үшін арқалық көлденең және қатты бекітілген. Ол үшін гидравликалық цилиндрлер орналасқан тік тіректері бар жақтаулар қолданылады. Олардың жұмысын гидравликалық дистрибьютор басқарады, ол жоғары қысымды гидравликалық станциядан жеткізілетін мұнай ағынын бағыттайды. Фрезерлік станок автоматтандырылған желі арқылы шығарылатын максималды өлшемді арқалықтарды өңдей алады. Бір өтуде өңдеу тереңдігі 5 мм-ге жетеді, беру жылдамдығы 200 - 650 мм / мин. Өңдеу үшін диаметрі 160 - 200 мм кескіштер қолданылады.
2.5.1-сурет Ернеулерді фрезерлеуге арналған автомат
Желіні арқалық бұрғылау машинасымен де жабдықтауға болады. Ол саңылауларды мүмкіндігінше тез және жоғары дәлдікпен жасауға мүмкіндік береді. Құрылғы CБҚ жүйесімен жабдықталған, ол өнімді алдын ала қолмен таңбалауды қажет етпейді. Автоматты саңылау жасау ақау пайда болуын азайтады.
Бұрғылау машинасы келесі элементтерден тұрады:
жақтау;
конвейер;
беру роликтері;
Гидравликалық жүйені бекіту;
Үш бұрғылау қондырғысы.

2.5.2-сурет Арқалықтарды үш өлшемді бұрғылауды автоматты түрде орнату
Бұрғылау қондырғыларында құралды 10 м-ге ±1,0 мм өте жоғары дәлдікпен орналастыруға мүмкіндік беретін сервожетектер бар.Құрылғы контроллерінде оператордың жұмысын барынша жеңілдететін түсті монитор бар.
Қондырғы қалыңдығы 5 - 40 мм болатты өңдей алады. Саңылаулардың диаметрі 12 - 32 мм диапазонында. Жұмыс үшін 5 кВт қозғалтқыш қолданылады. Ол бұрғыға 440 айн/мин жылдамдыққа дейін жетеді. Орналастыру жылдамдығы 5 м/мин және беру жылдамдығы 300 мм/мин дейін. Қондырғының жалпы энергия тұтынуы 32 кВт құрайды.
3 Арқалықты дәнекерлеу жабдықтары
Автоматты дәнекерлеу жабдықтарының түрлері
-
өздігінен жүретін дәнекерлеу кареткасы -
жүріс жылдамдығы реттелетін дәнекерлеу кареткасын жылжытуға арналған электр жетегі -
дәнекерлеу басын және басқа элементтерді орналастыруға арналған кронштейн -
дәнекерлеу басы -
дәнекерлеу сымын түзету және беру механизмі -
дәнекерлеу сымының ағытқышы -
дәнекерлеу аймағына немесе қорғағыш газбен жабдықтау жүйелеріне ағын беруге арналған шұңқыры бар флюс бункері -
басқару панелі (кареткада да, оның сыртында да орналастыруға болады), -
буынды қадағалау жүйесі (кареткаға қатты жалғанған ролик немесе зонд)
Бір доғалы дәнекерлеу тракторлары
1 - өздігінен жүретін дәнекерлеу арбасы
2 - күйменің қозғалыс жетегі
3 - айналмалы кронштейн
4 - дәнекерлеу басы
5 - сым бергіш
6 - сым беру қозғалтқышы
7 - сымы бар катушкалар
8 - ағынды бункер
9 - ағынды шланг
10 - ағынды беру шүмегі
11 - басқару тақтасы
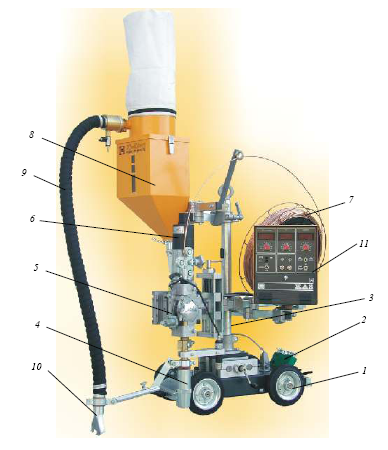
3.1-сурет Бір доғалы дәнекерлеу тракторы
Артықшылықтары:
1. Төмен құны
2. Дәнекерленетін құрылым бойымен қозғалу мүмкіндігі
3. Тігістердің орналасуы мен түрі бойынша максималды маневрлік
4. Айналдырғыш арқалықты дәнекерлеу мүмкіндігі
Кемшіліктері:
1. Шағын бақылау дәлдігі
2. Ұзақ жүгірумен қозғалудың қиындауы
3. Бақылау жүйелерін және ағынды соруды табудың қиындығы
4. Арқалықты қайта-қайта еңкейту қажеттілігі
5. Қылышты және бұралмалы деформациялардың жоғарылау мүмкіндігі

3.2-сурет Қос доғалы дәнекерлеу тракторы
Қос доғалы дәнекерлеу тракторы (жол ішінде дәнекерлеу)
Артықшылықтары:
1. Дәнекерленетін құрылым бойымен қозғалу мүмкіндігі
2. Оңай қадағалау жүйесі
Кемшіліктері:
1. Ұзақ жүгірумен қозғалудың қиындауы
2. Симметриялы кесу жиектерінің қажеттілігі
3. Екі таврлы арқалықтың екінші фланецін дәнекерлеудің қиындығы
4. Қабырғасының үлкен биіктігі бар арқалықтарды дәнекерлеудің мүмкін еместігі

3.3-сурет
Қос доғалы дәнекерлеу тракторы (габариттен тыс дәнекерлеу)
Қос доғалы дәнекерлеу тракторы (габариттен тыс дәнекерлеу)
Артықшылықтары:
1. Тік және көлденең қабырғалары бар арқалықтарды дәнекерлеу мүмкіндігі
2. Өткізгіште арқалық дәнекерлеу мүмкіндігі
Кемшіліктері:
1. Ұзақ жүгірумен қозғалудың қиындауы
2. Қабырғасының үлкен биіктігі бар арқалықтарды дәнекерлеудің мүмкін еместігі
3. Т-түйіспелердің екінші өтулерін дәнекерлеу үшін арқалықты еңкейту қажеттілігі

3.4-сурет Бір дәнекерлеу кареткасы бар жылжымалы дәнекерлеу колонкасы
Бір дәнекерлеу кареткасы бар жылжымалы дәнекерлеу колонкасы (бір немесе екі дәнекерлеу бастиегі)
Артықшылықтары:
1. Оңай қадағалау жүйесі
2. Екінші арқалықты кері бағытта дәнекерлеу мүмкіндігі (баған айналса)
3. Өткізгіште арқалық дәнекерлеу мүмкіндігі
Кемшіліктері:
1. Қабырғасының үлкен биіктігі бар арқалықтарды дәнекерлеудің мүмкін еместігі
2. Жұмыс кезінде тербелістердің жоғарылауы
3. Екітаврлы арқалықтың екінші фланецін дәнекерлеу үшін арқалықты еңкейту қажеттілігі

3.5-сурет Екі дәнекерлеу вагоны бар жылжымалы дәнекерлеу колоннасы
Екі дәнекерлеу вагоны бар жылжымалы дәнекерлеу колоннасы
Артықшылықтары:
1. Екінші арқалықты кері бағытта дәнекерлеу мүмкіндігі (баған айналса)
2. Тік және көлденең қабырғалары бар арқалықтарды дәнекерлеу мүмкіндігі (көлденең қозғалысы бар арбалар болған кезде)
3. Өткізгіште арқалық дәнекерлеу мүмкіндігі
Кемшіліктері:
1. Жұмыс кезінде тербелістердің жоғарылауы
2. Басқару жүйесінің күрделілігі
3. Т-түйіспелердің екінші өтулерін дәнекерлеу үшін арқалықты еңкейту қажеттілігі

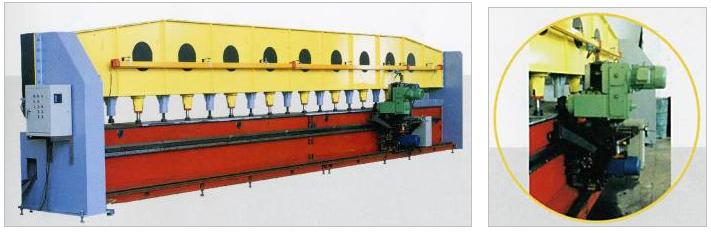
3.6-сурет Тік қабырғасы бар арқалықтарды дәнекерлеуге арналған стационарлық дәнекерлеу порталы
Тік қабырғасы бар арқалықтарды дәнекерлеуге арналған стационарлық дәнекерлеу порталы
Артықшылықтары:
1. Автоматты құрастыру «қабырғалық сөре»
2. Бақылау жүйесінің қажеті жоқ
3. Үлкен аяқпен тігістерді дәнекерлеу мүмкіндігі
4. Саңырауқұлақтарды өтеу жүйесін орнату мүмкіндігі
Кемшіліктері:
1. Арқалықты жылжыту үшін үлкен қуатты жетектің қажеттілігі
2. Екітаврлы арқалықтың екінші фланецін дәнекерлеу кезіндегі қиындықтар
3. Үлкен із
4. Екінші фланецті дәнекерлеу үшін арқалықты еңкейту және оны жылжыту қажеттілігі