ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 12
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

1.2 Устройство и принцип работы станка
Узлы круглошлифовального станка 3А10П, кроме насосно-фильтрующей установки и электрошкафа, монтируются на станине. Насосно-фильтрующая установка монтируется сзади станка и состоит из насоса и магнитного сепаратора.
Электрошкаф стоит справа от станка на полу и соединен со станиной стяжкой. Лампа местного освещения крепится к электрошкафу.
На направляющие станины ставится стол, на котором слева монтируется одна из двух бабок изделия (поворотная или неповоротная), а справа — задняя бабка.
Внутри между направляющими станка монтируется механизм реверса.
За направляющими слева расположен контрпривод бабки изделия, а справа — шлифовальная бабка на универсальных салазках.
На передней стенке станины под направляющими монтируются механизм подачи и механизм ручного перемещения стола.
С торца между направляющими расположен редуктор привода стола.
Электродвигатели привода стола и бабки изделия монтируются на специальных платиках в нише станины сзади.
Там же устанавливается и бак смазки.
В передней нише на трех полках располагаются все приспособления, поставляемые со станком.
Конструктивные особенности узлов станка
Станина
Станина представляет собой чугунную отливку коробчатой формы. На направляющих передней части станины установлен стол. На круглом платике верхней части станины установлены универсальные салазки.
На передней стенке под направляющими располагаются механизм ручного перемещения стола и механизм подачи шлифовальной бабки.
В передней нише размещаются все приспособления.
В задней нише устанавливаются бак смазки шлифовальной бабки и электродвигатели привода стола и бабки изделия.
Над задней нишей размещаются контрпривод бабки изделия и лубрикатор смазки привода и направляющих стола.
В левой части станины между направляющими монтируется механический привод стола.
Механизм реверса
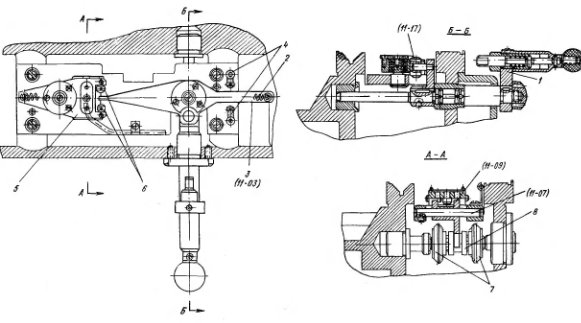
Рисунок 2 – Механизм реверса стола
Узел реверса (рис. 2) предназначен для изменения направления хода стола и смонтирован на платиках между направляющими станины.
Реверсирование стола осуществляется за счет переключения кулачковой муфты 8 в коническом трензеле, включающем шестерни 8К и 11К (см. рис. ).
Муфта 8 (рис. 2) управляется упорами стола, которые поворачивают рычаг 1. Последний, преодолевая сопротивления пружины 2, через шарнирное соединение поворачивает рычаг 3, величина хода которого регулируется упорами 4.
Из мертвого положения пружиной 2 выводится рычаг 3, который увлекает за собой вилку 5 с регулировочными упорами 6. Вилка 5 соединена с муфтой 8, включающей то одну, то другую конические шестерни 7, которые осуществляют изменение направления вращения вала.
Редуктор привода стола
Узел смонтирован в левой части станины между направляющими и предназначен для автоматического привода стола. От электродвигателя через клиноременную передачу, редуктор, конический трензель и цилиндрические шестерни осуществляется перемещение стола от рейки 5 (см. рис. ).
Автоматический привод стола имеет две скорости, которые переключаются муфтой 2 с помощью рукоятки 4. При выдвинутой рукоятке 4 и вывернутом положении рукоятки 3 муфта 2 соединяется с шестерней 23К и через шестерни 5К и 6К передает движение столу, что соответствует наибольшей скорости.
Среднее положение муфты 2 при завернутой рукоятке 3 соответствует удлинению кинематической цепи и обеспечивает медленное перемещение стола.
Механизм ручного перемещения стола
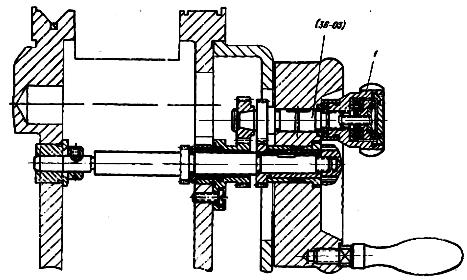
Рисунок 3- Механизм ручного перемещения стола
Механизм ручного перемещения стола (рис. 3) представляет собой двухскоростной планетарный редуктор. При повороте рукоятки 1 по часовой стрелке происходит быстрое перемещение стола, при повороте в противоположную сторону — медленное. Поворот рукоятки следует производить с небольшим усилием, в противном случае не будет происходить самосбрасывание шестерни.
Механизм ручного перемещения стола включается переводом рукоятки 4 (см. рис. ) в крайнее переднее положение. При этом муфта 2 (см. рис. ) соединяется с шестерней 18К. и через шестерни 5К, и 6К сообщает движение рейке стола.
Стол
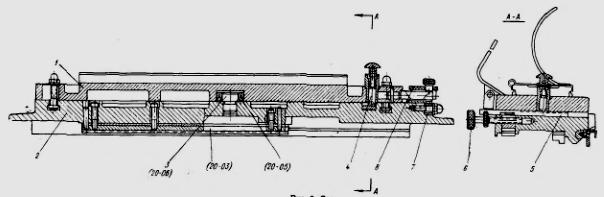
Рисунок 4 - Стол
Стол (рис. 9) состоит из двух частей: из верхнего поворотного стола 1, на котором устанавливаются бабка изделия и задняя бабка, и нижнего стола 2 с V-образной и плоской направляющими для перемещения по направляющим станины.
Верхний стол поворачивается на нижнем вокруг оси 3 в горизонтальной плоскости. Для грубой установки стола с правой стороны имеется подпружиненный фиксатор 4 и рейка 5. Угол поворота стола устанавливается по шкале. Для точной установки стола на угол имеется винт 6, соединенный с рейкой 5. Для обеспечения точной установки стола имеется подвижная планка 7 с индикатором 8.

Универсальные салазки
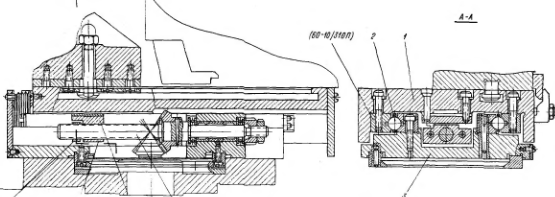
Рисунок 5- Универсальные салазки
Салазки поворотного типа (рис. 5) смонтированы на верхнем платике станины.
Верхняя часть салазок 1 перемещается по шариковым направляющим качения 2.
В нижних салазках 3 находится винт 4 поперечной подачи, в верхних — гайка 5. Для выбора зазора в резьбе гайка сделана разрезной, и между двумя половинками гайки вставлены пружинки.
На верхних салазках устанавливаются шлифовальная бабка и один из кронштейнов для внутришлифовального электрошпинделя.
Шлифовальная бабка
Шлифовальная бабка (рис. 6) поворотного типа устанавливается на универсальных салазках и крепится к Т-образному пазу с помощью сухаря 1 и эксцентрика 2. Вращение шпинделя осуществляется отдельным электродвигателем через плоскоременную передачу. Шпиндель смонтирован в чугунном корпусе 3 на подшипниках скольжения. Каждая опора скольжения состоит из трех вкладышей 4, которые могут самоустанавливаться. Во время работы между вкладышами и шейкой шпинделя образуется масляный клин.
Перемещению шпинделя в осевом направлении препятствуют бурты шпинделя, упирающиеся с одной стороны в сферическую шайбу 5 с усилием, создаваемым пружиной, расположенной у передней опоры.
Подшипники имеют принудительную смазку от специальной насосной установки через гибкие шланги.
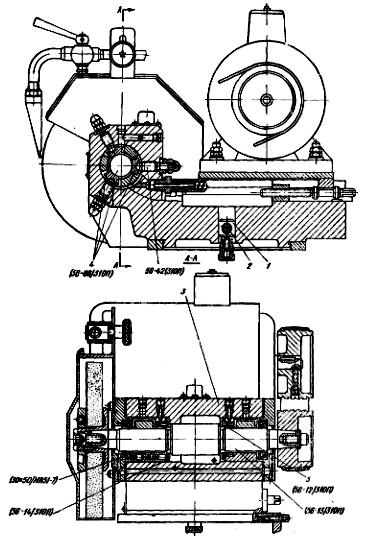
Рисунок 6- Шлифовальная бабка
Для наблюдения за подачей смазки на корпусе сверху установлен глазок.
Механизм подачи шлифовальной бабки
Механизм подачи (рис. 7) состоит из двух механизмов: механизма непрерывной подачи и толчковой. Первый от маховика 4 через две пары конических шестерен передает вращение на ходовой винт 1. Толчковая подача дает возможность перемещать бабку на 1 мкм на диаметр за один толчок рукоятки 5.
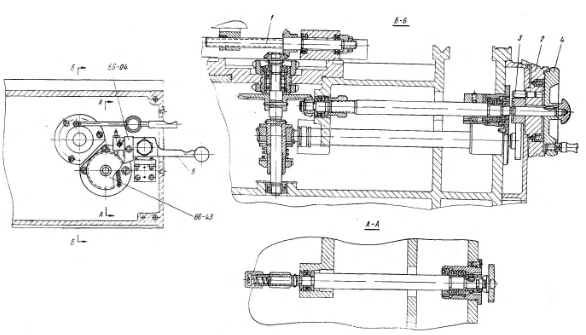
Рисунок 7- Механизм подачи шлифовальной бабки
На станке возможно обрабатывать партию деталей до упора, т. е. в один размер. Сначала обрабатывается деталь до нужного размера, при этом лимб освобожден и стоит на упоре 3. Затем закрепить лимб 2 с маховиком 4 и повернуть против часовой стрелки на величину припуска обрабатываемой следующей, детали. Установить новое изделие в центрах станка и шлифовать его до упора. Для компенсации износа шлифовального круга необходимо периодически при подходе лимба к упору, освобождать лимб и
толчковой подачей компенсировать износ круга, после чего лимб опять зажать.
Бабки изделия
Станок снабжен бабками изделия (рис. 8 и рис. 9) двух видов: поворотной и неповоротной.
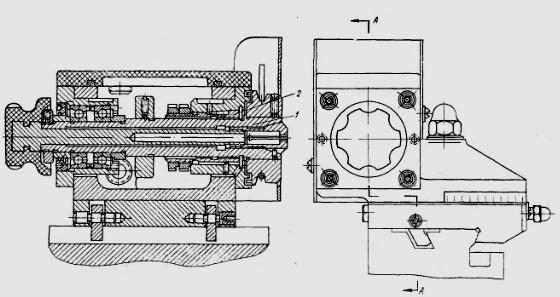
Рисунок 8 –Поворотная бабка изделия
Поворотная бабка предназначена для работы в центрах, патроне и цанге. Они закрепляются во вращающемся шпинделе. Шпиндель смонтирован в чугунном корпусе 1 на подшипниках скольжения. Каждая опора скольжения состоит из трех вкладышей 2, которые могут самоустанавливаться. Во время работы между вкладышами и шейкой шпинделя образуется масляный клин.
Смазка подшипников осуществляется разбрызгиванием масла из картера бабки. Наличие смазки проверяется по маслоуказателю, расположенному сверху на корпусе бабки изделия.
Неповоротная бабка предназначена только для работы в центрах. Привод изделия осуществляется с помощью поводка 1, закрепленного на планшайбе 2, которая вращается на двух радиальных шарикоподшипниках; скорость вращения изделия регулируется бесступенчато.
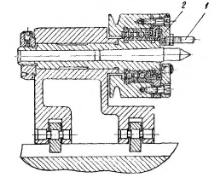
Рисунок 9- Неповоротная бабка изделия.
Контрпривод бабки изделия
Узел (рис. 10) предназначен для передачи вращения изделию от электродвигателя, установленного в станине 1, через клиноременную передачу 4 и поворотное приспособление с натяжением круглого ремня 2.
При вытяжке ремня имеется возможность регулировки длины вылета контрпривода.
Поворотное приспособление следит за бабкой 3 изделия при продольном перемещении ее со столом.
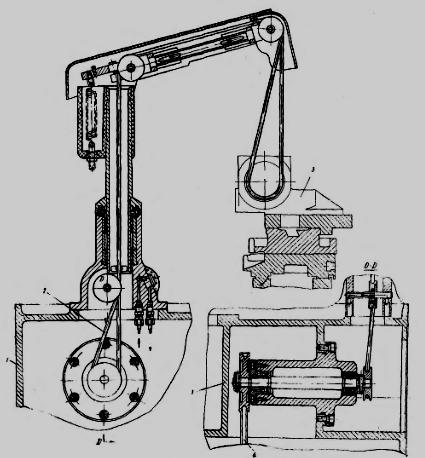
Рисунок 10- Контрпривод бабки изделия
Задняя бабка
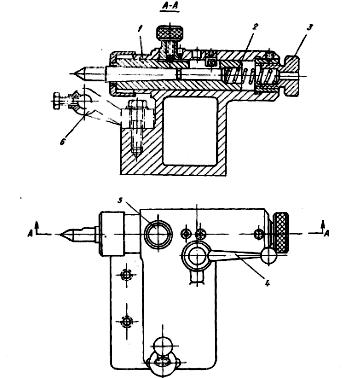
Рисунок 11 - Задняя бабка
Задняя бабка (рис. 11) предназначена для обработки детали в центрах.
Пиноль 1 с центром перемещается вперед пружиной 2. Усилие пружины поджима пиноли регулируется с помощью резьбовой втулки 3 с задней стороны пиноли.
Отвод пиноли осуществляется посредством рукоятки 4 через шестерню.
Сверху над пинолью имеется винт для зажима пиноли при шлифовании. На корпусе бабки крепится алмазница 6 для правки круга при наружном шлифовании.
1.3 Кинематическая схема станка
Посредством ряда кинематических цепей в круглошлифовальном станке модели 3А10П осуществляются следующие движения:
-
Вращение шпинделя шлифовальной бабки.
Вращение шпинделя осуществляется отдельным электродвигателем М1 через плоскоременную передачу
2. Вращение шпинделя бабки изделия происходит от электродвигателя М2 через контрпривод, который предназначен для передачи вращения изделию от электродвигателя, установленного в станине 1, через клиноременную передачу 4 и поворотное приспособление с натяжением круглого ремня 2.
3. Ручная поперечная подача шлифовальной бабки от маховика 4 (рис.7) через две пары конических шестерен z=80-80 и z =20-20 передает вращение на ходовой винт 1(рис.7)
4. Толчковая поперечная подача шлифовальной бабки дает возможность перемещать бабку на 1 мкм на диаметр за один толчок рукоятки 5.
5. Ручное и автоматическое перемещение стола. Механизм ручного перемещения стола (рис. 3) представляет собой двухскоростной планетарный редуктор. При повороте рукоятки 1 по часовой стрелке происходит быстрое перемещение стола, при повороте в противоположную сторону — медленное. Механизм ручного перемещения стола включается переводом рукоятки 4 (см. рис. 12) в крайнее переднее положение. При этом муфта 2 (см. рис.12 ) соединяется с шестерней z=91. и через шестерни z=17, и z=67 сообщает движение рейке стола.
6. Ручной отвод пиноли задней бабки с центром вперед осуществляется пружиной 2. Усилие пружины поджима пиноли регулируется с помощью резьбовой втулки 3 (рис 11). с задней стороны пиноли.
Отвод пиноли осуществляется посредством рукоятки 4 (рис11) через шестерню z=14.
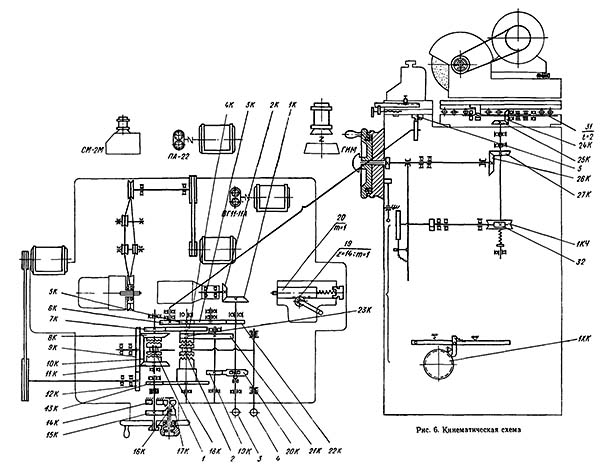
Рисунок 12- Кинематическая схема круглошлифовального станка модели 3А10П