ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 19
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

 2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ2.1 Монтаж оборудования
2.1.1 Условия хранения станка
Условия хранения круглошлифовального станка модели 3А10П выполняется по ГОСТ 15150, ОСТ 2.Н89-30-79.
Хранение станка должно осуществляться в закрытых помещениях с естественной вентиляцией, где колебания температуры и влажность воздуха существенно меньше, чем на открытом воздухе в районах с умеренным и холодным климатом. При длительном хранении станка необходимо один раз в 6 месяцев производить проверку состояния законсервированных поверхностей и деталей. При обнаружении дефектов поверхности или нарушение установки необходимо произвести вновь консервацию.
Не допускается хранение станка в упакованном виде свыше гарантийного срока защиты без переконсервации. Предельный срок консервации 1 год.
Не допускается хранение станка в складском помещении при бестарной отгрузке без консервации более 6мес и при транспортировке открытыми видами транспорта.
Вариант временной противокоррозийной защиты ВЗ-4 по ГОСТ 9.006
Срок защиты станка без переконсервации для условий хранения 2(С) по ГОСТ15150 при упаковке по п. 4.1.3. и п. 4.2.4. или условий хранения 5(ОЖ4) по ГОСТ 15150 при упаковке по п.5.1.3. - 1год..
При расконсервации станка следует руководствоваться требованиями безопасности ГОСТ 9.014-78 «Временная противокоррозийная защита изделий. Общие технические требования».
После расконсервации станок, принадлежности и инструмент хранить в
отапливаемом помещении при нормальной влажности.
Температура в помещении, где установлен станок, должна быть в пределах от 10 до 30°С, относительная влажность не выше 80% при 10°С или не выше 60% при 30°С. Запыленность воздуха не должна превышать санитарной нормы.
 Два раза в год станок подвергается генеральной уборке, которую желательно совмещать с плановым профилактическим осмотром. Обтирочные материалы, которыми очищается станок, не должны оставлять следов и ворса на протираемых поверхностях.
Два раза в год станок подвергается генеральной уборке, которую желательно совмещать с плановым профилактическим осмотром. Обтирочные материалы, которыми очищается станок, не должны оставлять следов и ворса на протираемых поверхностях.При работе в условиях повышенного содержания в окружающей среде абразивной или чугунной пыли (работа вблизи шлифовальных станков или обработка чугуна) необходимо в целях сохранения точности и долговечности тщательно удалять пыль с направляющих станка.
2.1.2 Транспортировка и распаковка станка
Станок поставляется заказчику и упакованном виде в ящике. При транспортировке ящика следует избегать резких толчков. Кантовать и переворачивать ящик со станком недопустимо.
Правильное положение ящика при транспортировке и вес ящика
указаны на нем соответствующими надписями.
После распаковки станка необходимо:
а) осмотреть станок, убедиться в отсутствии повреждений, которые могли иметь место при транспортировке;
б) проверить по упаковочной ведомости наличие принадлежностей и запасных частей, поставляемых со станком, и составить акт предварительной приемки станка.
Для подъема распакованного станка краном следует применять стальные тросы диаметром не менее 10 мм. Масса станка 580 кг. На станине предусмотрены четыре грибка для подвязки его при подъеме краном (рис. ).
Перед подъемом станка необходимо подложить деревянные
бруски или войлок под тросы в тех местах, где они соприкасаются с окрашенными поверхностями или острыми кромками станка.
 Тросы не должны соприкасаться с выступающими частями или подвижными узлами станка, что может привести к поломке станка.
Тросы не должны соприкасаться с выступающими частями или подвижными узлами станка, что может привести к поломке станка.При транспортировании станка краном к месту установки необходимо следить, чтобы он был плавно опушен на фундамент, так как сильные удары или сотрясения могут привести к серьезным повреждениям и нарушению точности его работы.
При транспортировании шлифовальная бабка и нижний стол станка должны быть закреплены на направляющих. Крепление следует снимать только после доставки станка на место его установки.
Элсктрошкаф транспортировать согласно прилагаемой схеме.
Условия транспортировки электрошкафа аналогичны транспортировке станка.
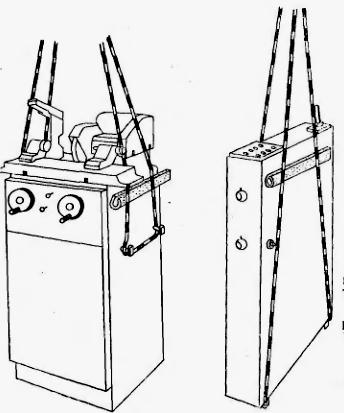
Рисунок 13 –Схема транспортировки станка 3А10П
При транспортировке упакованного станка канаты следует располагать в соответствии с обозначением мест строповки на упаковочном ящике. При транспортировке краном канат должен быть выбран с учетом веса брутто упакованного станка.
 Канат не должен касаться рукояток станка. Схема строповки и транспортировки станка и его частей при помощи грузоподъемных средств показана на рисунке 13.
Канат не должен касаться рукояток станка. Схема строповки и транспортировки станка и его частей при помощи грузоподъемных средств показана на рисунке 13. 2.1.3 Фундамент и установка станка
Место для фундамента следует выбирать так, чтобы станок
не подвергался непосредственному действию солнечных лучей илн нагреванию от близко расположенных отопительных
устройств, так как это приводит к местным тепловым деформациям, снижающим точность шлифования.

Станок не следует устанавливать вблизи мощного оборудования, работающего при ударных нагрузках, а также вблизи железнодорожных или других путей; вибрация здания ухудшает чистоту шлифования.
Станок должен быть установлен на устойчивом бетонном фундаменте, который исключал бы деформации станины и гасил вибрацию во время работы.
Глубина заложения фундамента зависит от состояния
грунта и должна быть в пределах 400 мм.
Размеры фундамента в плане должны быть такими, чтобы
кромка фундамента выступала на 100 мм относительно контура
станины со всех сторон. Станок должен быть установлен на расстоянии не менее 600 мм от стен, колонн и расположенного рядом оборудования.
Приступать к установке станка можно только после окончательного затвердевания фундамента. Рекомендуется следующий порядок установки станка:
1. После того, как станок доставлен на место установки, снимите стальные планки, которыми стол был закреплен на направляющих при транспортировке.
 2. Тщательно удалите антикоррозийную смазку с обработанных поверхностей станка чистой тряпкой, смоченной керосином илн бензином. Не следует пользоваться для этого концами, оставляющими волокна на очищенных поверхностях или острыми металлическими предметами.
2. Тщательно удалите антикоррозийную смазку с обработанных поверхностей станка чистой тряпкой, смоченной керосином илн бензином. Не следует пользоваться для этого концами, оставляющими волокна на очищенных поверхностях или острыми металлическими предметами.При этом керосин или бензин не должен попадать на окрашенные части станка.
Очищенные от антикоррозийной смазки обработанные поверхности станка следует вытереть насухо и слегка смазать машинным маслом.
3. Тщательно протрите чистой сухой тряпкой все окрашенные
поверхности станка.
4. Установите станок по спиртовому уровню с помощью
винтов 1 (см. рис. 3) с точностью 0,02 на 1000мм в продольном и поперечном направлениях.
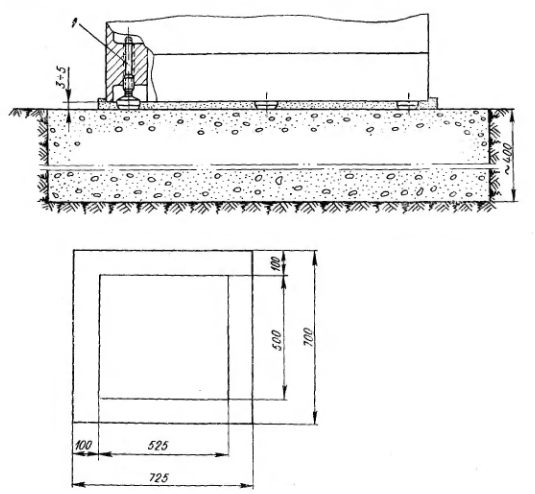
Рисунок 14 – Установочный чертеж станка 3А10П

5. Залейте под станину жидкий цементный раствор (соотношение цемента и песка 1:3 так, чтобы он обеспечил надежную опору всех поверхностей подошвы станины. После окончательного затвердевания цементного раствора следует снова проверить правильность установки
станка по уровню.
6. После установки станка по установочному чертежу установите иасосно-фильтрующую установку и электрошкаф. Последний крепится к станку специальной стяжкой.
2.1.4 Расчет фундамента
Расчет фундамента круглошлифовального станка модели 3А10П состоит в определении его геометрических размеров, обеспечивающих нагрузку на грунт в пределах допустимого предельного давления как при статической, так и при динамической нагрузках. При этом динамическая составляющая нагрузки учитывается введением специального коэффициента α в формулу для статического расчета давления подошвы фундамента на основание. Определяем фактическое давление станка вместе с фундаментом на грунт по формуле [3, стр.62 ]:
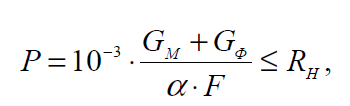 (1)
(1)где P – фактическое давление на грунт, МПа;
GМ– вес станка, кН;
GФ– вес фундамента, кН;
F – площадь основания фундамента, м
 ;
; α – коэффициент, учитывающий динамическую составляющую нагрузки на фундамент. Величина коэффициента α зависит от степени динамичности машины и может иметь значение от 0,3 до 1. Коэффициент α = 0.5 принимается для станков, предназначенных для предварительной обработки ;
RН– допустимое давление на грунт, МПа. Для Донецкого кряжа RН =0,6 Вес станка определяют исходя из его массы, указываемой в технической характеристике.
GМ = М х g = 0,58 х 9,8 =5,7 Кн
Где М- масса станка в тоннах.
g- ускорение свободного падения
При расчете веса фундамента необходимо определить его объем:
V = F x H, м
 (2)
(2) Для этого площадь подошвы фундамента F, м
принимают в зависимости от габаритов рамы или станины с добавлением со всех сторон 0,1…0,15 м. F = LxS, м
= 1,00 х 1,00 =1 м (3)Где L – длина фундамента, м.
S- ширина фундамента, м
Затем определяют общую высоту фундамента Н, м. Глубина заложения фундамента в землю в общем случае зависит от уровня грунтовых вод, состояния и глубины промерзания грунта и т.д.
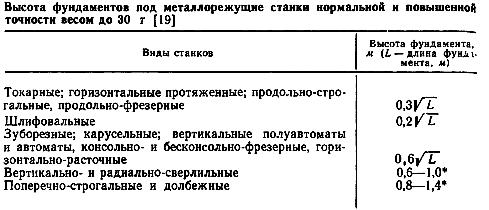
Так как станок 3А10П шлифовальный, значит он относится к 2 группе , и Н равно 0,2
 м [3, стр. 63] в метрах:
м [3, стр. 63] в метрах:Определяем Н = 0,2
 = 0,2 =0,2 м
= 0,2 =0,2 мТаблица 2 –Высота фундаментов Н под металлорежущие станки нормальной и повышенной точности весом до 30 т
Таким образом, зная объем V фундамента, определяют его вес GФ :
GФ= V х g = F х Н х g =1 х0.2 х 27 = 5,4 кН/м3 (4)
Где g - удельный вес бетона. Обычно фундамент изготавливают из бетона различных марок с удельным весом g, равным от 12 до 27 кН/м3, принимаем равным 27 кН/м3.
Затем рассчитывается по формуле (1) фактическое давление Р.
 МПа
МПаФактическое давление Р=0,037 МПа ( см. формулу 1)на грунт меньше допускаемого RН= 0,6 МПа, значит размеры фундамента выбраны правильно.
2.2 Эксплуатация и техническое обслуживание оборудования
2.2.1 Подготовка к первоначальному пуску
После установки на фундамент тщательно очистите станок от пыли и смажьте его тонким слоем масла. Снимите стальные планки, которыми стол закреплен на направляющих при транспортировке.
Перед отправкой потребителю масло полностью удаляется из
резервуаров смазки направляющих стола, шпинделя шлифовальной бабки. Перед пуском станка эти резервуары должны быть заполнены маслом рекомендуемых марок.
Резервуар смазки направляющих станины, расположенный между направляющими, заполняется маслом по маслоуказателю,
расположенному справа на станине станка. В резервуар смазки
шпинделя шлифовальной бабки залить масло на 10—15 мм от края бака.
Шлифовальный шпиндель можно включать только после появления масла в глазке.
Если масло в маслоуказателе шлифовальной бабки не появляется, необходимо отрегулировать дроссель, расположенный на баке смазки. Вращение шпинделя без подачи масла приведет к серьезному повреждению шпинделя и подшипников.
 Резервуар смазки подшипников поворотной бабки перед отправкой станка потребителю заполняется маслом.
Резервуар смазки подшипников поворотной бабки перед отправкой станка потребителю заполняется маслом.Перед пуском станка проверьте уровень масла; если уровень
масла ниже рисок маслоуказателя, долейте масло.
Наполните охлаждающей жидкостью бак подачи охлаждающей жидкости. Емкость резервуара составляет приблизительно 40 л.