Файл: Контрольная работа Введение в профессиональнопедагогическую деятельность.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.04.2024
Просмотров: 15
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Министерство просвещения Российской Федерации
ФГАОУ ВО «Российский государственный
профессионально-педагогический университет»
Институт инженерно-педагогического образования
КОНТРОЛЬНАЯ РАБОТА
«Введение в профессионально-педагогическую деятельность»
на тему «Допуски и посадки различных соединений (резьбовых, шпоночных, шлицевых и т.д.). Контроль качества»
Работу выполнил:
Группа: Ср-111СПрИ
Номер зачётной книжки:22201414
Email:danila-kirin@mail.ru
Работу проверила: Радченко Елена Викторовна
Екатеринбург 2023
Содержание
Введение...............................................................................................................3
1.Допуски на шпоночные и шлицевые соединения…………………….…....5
2. Допуски и посадки резьбовых соединений……………………………….12
2.1Виды и основные параметры резьб……………………………….……....12
2.2. Допуски и посадки метрических резьб………………………….………13
3. Понятие качества продукции и виды контроля качества….……………..17
3.1 Виды контроля качества в машиностроении……………….……………19
Заключение………………………………………………..………..…….…….21
Список использованных источников……………...………….…..…….…….22
Введение
Одним из важнейших факторов роста эффективности производства является улучшение качества выпускаемой продукции. Повышение качества выпускаемой продукции расценивается в настоящее время, как решающее условие её конкурентоспособности на внутреннем и внешнем рынках. Конкурентоспособность продукции во многом определяет престиж страны и является решающим фактором увеличения её национального богатства.
В промышленно развитых странах во многих фирмах и компаниях функционируют системы качества, успешно обеспечивающие высокое качество и конкурентоспособность выпускаемой продукции. В большей части эти системы аналогичны отечественным комплексным системам управления качеством продукции (КС УКП), но в отличие от них они значительно эффективнее.
Состав и сущность систем качества регламентируется рядом международных стандартов по управлению качеством продукции. Для потребителей наличие таких систем у изготовителей продукции является гарантией того, что им будет поставлена продукция требуемого качества в полном соответствии с договорами (контрактами). Поэтому нередко потребитель при заключении контрактов требует проверки имеющейся у изготовителя системы обеспечения качества на соответствие её требованиям международных стандартов. Таким образом, российским предприятиям без подобного рода систем обеспечения качества продукции не обойтись.
Задачи работы: Изучить виды контроля качества в машиностроении, расширить область знания в области допусков и посадок
Объект исследования – допуски и посадки различных соединений, контроль качества в машиностроении
Предмет исследования – назначение шпоночных и шлицевых соединений, ознакомиться с конструкциями изучаемых соединений.
1.Допуски на шпоночные и шлицевые соединения
Шпоночные соединения служат для передачи крутящего момента деталями машин. Различают шпонки призматические ГОСТ 23360-78, клиновые ГОСТ 24068-80, сегментные ГОСТ 24071-97.
Основные размеры (параметры) элементов шпоночного соединения (рисунок 1):
-ширина b и высота h (поперечное сечение шпонки)
-глубина паза на валу t1,
-глубина паза во втулке t2,
зависят от усилий возникающих в соединении при передаче крутящего момента
По ширине шпонок образуются три вида посадок или соединений:
- свободное соединение, применяемое при затрудненных условиях сборки и действии нереверсивных равномерных нагрузок, а также для получения подвижных соединений при легких режимах работы
- нормальное соединение – неподвижное соединение, не требующее частых разборок, не воспринимающее ударных реверсивных нагрузок, отличающееся благоприятным условиям сборки.
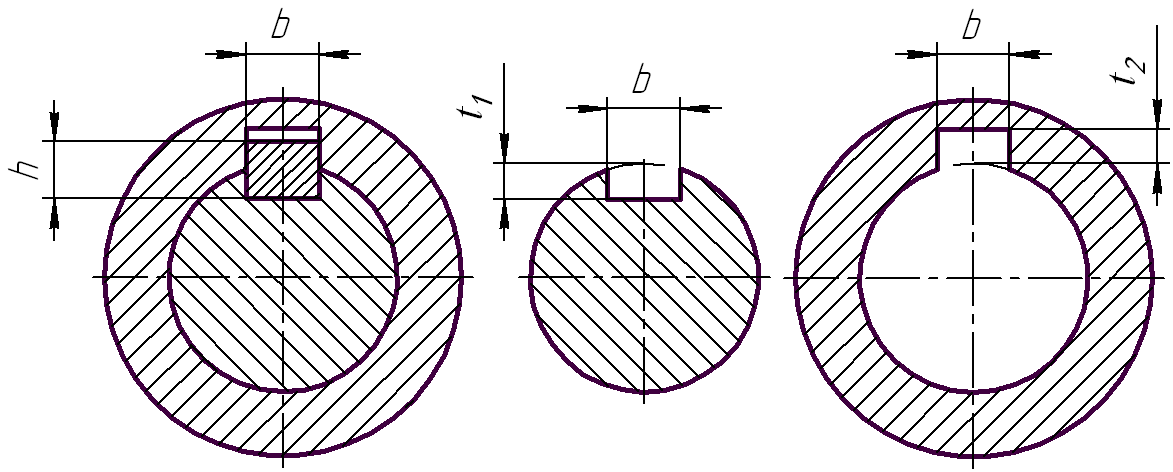
а б в а – соединение в сборе; б – сечение вала, в – сечение втулки
Рисунок 1 - Параметры элементов шпоночного соединения:
- плотное соединение, характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединениях шпонок с обоими пазами; сборка осуществляется напрессовкой; применяется при редких разборках и реверсивных нагрузках.
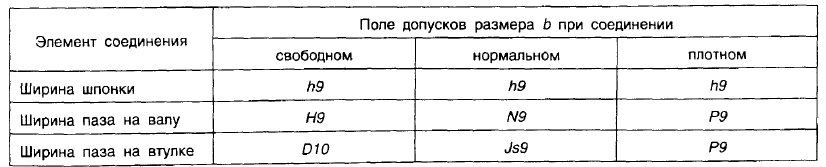
Рисунок 2 – таблица основных посадок
Пример обозначения посадок шпоночного сопряжения приведен на рисунке 2.
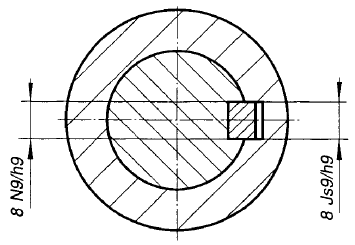
Рисунок 3 – Обозначение посадок шпоночного сопряжения
Сочетание указанных полей допусков для ширины пазов вала и втулки представлены на рисунке 3.

Рисунок 4 – Поля допусков
Схема построения условного обозначения шпонки
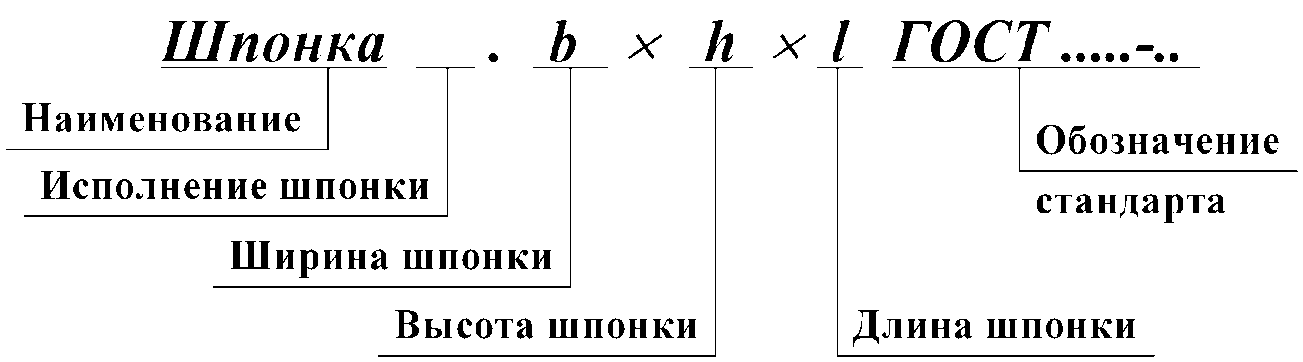
Рисунок 5 - Схема построения условного обозначения шпонки
Обратите внимание: для шпонки исполнения 1, номер исполнения не пишется, а для исполнений 2 и 3 номер исполнения указывают обязательно, затем ставится точка.
Шлицевое соединение – вид соединения валов со втулками по поверхностям сложного профиля с продольными выступами (шлицами) и впадинами. Обычно шлицевые соединения используют для передачи крутящих моментов в соединениях вала с зубчатым колесом (блоком зубчатых колес), со шкивом, полумуфтой или другой деталью.
К основным параметрам относятся:
- D – наружный диаметр
- d – внутренний диаметр
- b – ширина зуба
Допуски и посадки шлицевых соединений зависят от их назначения и принятой системы центрирования втулки относительно вала. Существуют три способа центрирования: по поверхностям диаметрами d или D и по боковым поверхностям зубьев размером b (рисунок 4).
Центрирование по d (рисунок 4б) целесообразно в тех случаях, когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (тогда отверстие шлифуют на обычном внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки.
Центрирование по D (рисунок 4а) такой способ центрирования прост, экономичен. Его применяют для неподвижных соединений, поскольку в них отсутствует износ от осевых перемещений, а также для подвижных, воспринимающих небольшие нагрузки.
Центрирование по боковым поверхностям зубьев размером b (рисунок 4в) этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования, и потому его редко применяют.
Рисунок 6 - Центрирование в прямобочных шлицевых соединениях
Пример обозначения шлицевого соединения с центрированием по D показан на рисунке 7
Рисунок 7 - Условные обозначения шлицевых прямобочных соединений
Как образуется шлицевое соединение?
Шлицевое соединение образуют выступы (зубья) на валу, входящие в соответствующие впадины (шлицы) в ступице.
преимущества шлицевыч соединений
1) допускают передачу больших вращающих моментов за счет большей поверхности контакта;
2) обеспечивают большую усталостную прочность вала из-за отсутствия шпоночных канавок;
3) обеспечивают лучшее центрирование соединяемых деталей и более точное направление при осевом перемещении.
4) усиливают сечение вала за счёт большего момента инерции ребристого сечения по сравнению с круглым.
5) уменьшается число деталей соединения.
6) обеспечивается высокая надежность при динамических и реверсивных нагрузках, вследствие равномерного распределения нагрузки по шлицам.
Использование прямобочных шлицевых соединений.
Эти соединения применяются для подвижных и неподвижных соединений. Неподвижные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
виды шлицевых соединений
-с прямоугольной прямобочной формой шлицев;
- с эвольвентной формой шлицев; используется при повышенных требованиях к точности центрирования;
- с треугольной формой шлицев; используется для неподвижных соединений при небольших крутящих моментах.
способы центрирования прямобочных шлицевых соединений
по наружному диаметру D (наиболее точный способ центрирования). Центрирование по наружному диаметру наиболее технологично и рекомендуется при твердости внутренней поверхности ступицы НВ 350. Калибровку центрирующих поверхностей ступицы выполняют протягиванием, а калибровку вала – шлифованием. Этот способ применяется при изготовлении неподвижных соединений в серийном и массовом производствах. Соединение, во избежание термических короблений, требует чистовой протяжки ступицы после термообработки, поэтому твердость ступицы не может быть выше HRC=30.
- по внутреннему диаметру d (при закаленной ступице). Центрирование по внутреннему диаметру рекомендуется при высокой твердости материала ступицы, когда калибровка отверстия протяжкой невозможна. В этом случае центрирующие поверхности ступицы и вала доводят шлифованием. Применяется в индивидуальном и мелкосерийном производствах. Соединение требует шлифовки вала по посадочному диаметру на специальных станках, зато ступица может быть твердой, так как посадочный диаметр шлифуется на обычных внутришлифовальных станках.
- по боковым граням (при реверсивной работе соединения и отсутствии жестких требований к точности центрирования). Центрирование по боковым поверхностям обеспечивает более равномерное распределение нагрузки по зубьям. Рекомендуется для передачи больших переменных ударных нагрузок при пониженной точности центрирования. Соединение допускает твердые шлицы на валу и на ступице, однако для обеспечения сборки, считаясь с возможных короблением шлицов при закалке, зазоры в соединении должны быть увеличенными. Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный. Центрирование по боковым сторонам шлицов эффективно в том случае, когда точность совпадения геометрических осей не имеет существенного значения, но требуется обеспечить прочность соединения в процессе эксплуатации (например, карданные валы в автомобилях) или когда по условиям работы требуются минимальные зазоры по b (например, при действии знакопеременного момента). Этот способ не обеспечивает высокой точности центрирования и применяется редко.
В зависимости от передаваемого крутящего момента шлицевые соединения подразделяются на соединения легкой, средней и тяжелой серии.
основные параметры прямобочных шлицевых соединений
К основным параметрам шлицевых соединений относятся:
· D — наружный диаметр;
· d — внутренний диаметр;
· b — ширина зуба.
На валу позициями обозначены следующие конструктивные элементы:

Рисунок 8 – Вал с конструктивными элементами
1 - шпоночный паз под призматическую шпонку; 2 – зубья шлицевого соединения с прямобочным профилем
2 Допуски и посадки резьбовых соединений
2.1 Виды и основные параметры резьб
В зависимости от эксплуатационного назначения резьбы делятся на общие и специальные.
К резьбам общего назначения относятся: крепежные (метрическая, дюймовая), кинематические (трапецеидальная, прямоугольная, упорная), трубные (цилиндрическая, коническая), арматурные.
Резьбы специального назначения (круглая, окулярная и т. д.) применяются только в определенных изделиях.
Резьбы подразделяются: по профилю витков на треугольные, трапецеидальные, упорные (пилообразные), прямоугольные, круглые; по числу заходов на однозаходные, многозаходные;

