Файл: Коммерциялы емес акционерлік оам Рудный индустриялы институты.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.04.2024
Просмотров: 21
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

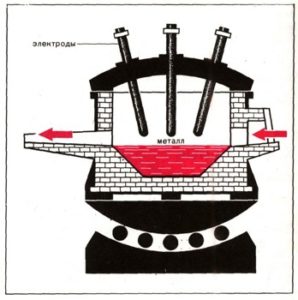
Cурет 12 - Пештің сыртқы көрінісі
Металл балқытуға арналған электр пеші болат өндірісінде және үй шеберханасында сәтті жұмыс істей алады. Электр доғасын қолдана отырып жұмыс істейтін кез-келген дизайнның жұмыс принципі 3 кезеңге бөлінеді:
1. Шихта материалын балқыту процесі. Бұл кезеңде балқыманың беті әртүрлі зиянды газдардың енуіне жол бермейтін пленкамен жабылады. Фосфор, күкірт және болат пен қорытпалардың сапасына әсер ететін басқа химиялық элементтер сіңеді.
2. Металдардың тотығуы. Бұл кезеңде металдағы зиянды заттардың құрамы түзетіледі. Фосфордың немесе күкірттің ең жоғары деңгейі жалпы массаның 0,15% - нан аспауы тиіс. Болат маркасын қалыптастыру үшін ондағы азот, сутегі құрамын түзету маңызды. Бұл кезеңде пештегі температура деңгейі негізгі заттың балқу шегінен 1200-ге жоғары болады. Тотықтырғыш ретінде оттегі немесе масштаб қабаты қолданылады.
3. Қалпына келтіру кезеңі. Осы кезеңде күкірт қосылыстары алынып тасталады және металдың құрылымы легирленген қоспалар мен көміртектің құрамы бойынша берілген деңгейге жеткізіледі.
Бұл пештердің жалпы жұмыс принципі, бірақ құрылғылардың түріне байланысты пеш белгілі бір схема бойынша жұмыс істейді.
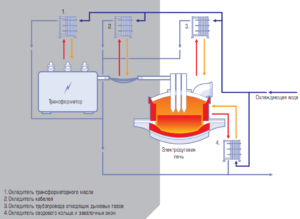
Сурет 13 - Жұмыс істеу приципі
Тұрақты ток
Тұрақты электр доғалы пештер-құю және металлургия өнеркәсібінде қолдануға арналған құрылғылар. Доғаны ортада ұстап тұру арқылы металды қыздыру камерасындағы отқа төзімді кірпіштердің ішкі қабатының қызмет ету мерзімі артады. Мұндай жұмыс электр энергиясын үнемдеуге, пештердің өнімділігін арттыруға әкеледі. Мұндай құрылғылар мыналардан тұрады:
- металл қыздыру камерасының сыртқы корпусы;
- отқа төзімді материалдан жасалған жинақ;
- қоймада орнатылған жылыту электродтары;
- камера астында 2 электрод орнатылған;
- электр доғасының орнын түзету үшін үш қуатты электромагнит;
- орнату жұмысын бақылау жүйелері. Оған жылу сенсорлары, термопаралар және процесті басқаруға арналған басқа жабдықтар кіреді. Термопаралар күмбездің жоғарғы қуысында, балқытылған металдың жоғарғы шегінен жоғары, ең аз 500 мм қашықтықта орнатылады;
- электромагниттерді басқару блогы;
- кернеуі 24 В болатын қосымша ток көзі орнатылған.
Электромагниттер доғаны камераның ортасында ұстайды. Олар осьтер бойынша ауытқу бұрышы 1200-ден аспайтындай етіп орнатылады.
АЙНЫМАЛЫ ТОК
Айнымалы ток доғалары - олардың жұмыс принципі камераның жабық тізбегінен өтетін айнымалы магнит ағынының ену әсеріне негізделген. Оған магнит өрісінің әсерінен еритін материалдар орналастырылған. Ішкі камера ыстыққа төзімді болаттан жасалған металл корпусқа салынған. Барлық ішкі кеңістік белгілі бір деңгейге дейін легирлеуші қоспалары бар балқытылған металмен толтырылады.
Болат белгілі бір температураға жеткізіледі, жоғарыда аталған барлық үш кезеңнен өтеді және балқыту процесі аяқталғаннан кейін бөлек арнаға шығарылады. Пештен металды шығарған кезде ток ашылып, балқытылған, дайын болат шелектерге құйылады.
Құрылғы
Пеш электродымен немесе басқа конструкциямен доғалы пеш осындай қондырғыларды орнатудың бірыңғай принципіне ие:
1. электр доғалы пештерге арналған графиттелген электродтар-3 дана. олар электр энергиясын беретін кабельдер қосылған арнайы ұстағыштарға орнатылады;
2 .пештің корпусы цилиндр пішінді. Төменгі бөлігі сфера түрінде жасалған, оған заряд салынған. Электродтар арасындағы кеңістікте жүктеме берілгеннен кейін доға пайда болады, ал балқыту материалы біртіндеп ериді және сұйық күйге келтіріледі. Пештің ішкі жағы жоғары температураның ұзақ әсеріне төтеп бере алатын отқа төзімді материалдан жасалған;
3. сыртқы бөлігі Болат корпустың көмегімен жабылады, оның ұшақтарында көптеген датчиктер мен термопаралары бар басқару автоматикасы бекітілген. Пеш модельдері суды салқындату жүйесімен қосымша жабдықталуы мүмкін;
4. балқыманы ағызу үшін арнайы науа жасалды;
5. беткі жағында Болаттың дайындығы мен сапасын химиялық талдау үшін сынама алу, балқыту барысын бақылау үшін есіктері бар бірнеше қуыс орындалған;
6. корпуста шлактарды алып тастау және легірлеуші қоспаларды қосу және болаттың құрамына түзетулер енгізу үшін бірнеше қуыстар жасалады.
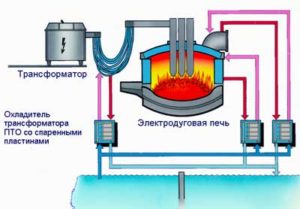
Қалыпты жұмыс істеу үшін құрылымды электр желісіне қосылған жоғары вольтты төмендету трансформаторымен, дайын болатты төгуге арналған шелектермен және зарядты және басқа қоспаларды жүктеуге арналған крандармен жабдықтау қажет. Агрегаттардың жұмысын қамтамасыз ету үшін сақтандырғыш арматура және қоректендіруді авариялық ажырату жүйесі, сондай-ақ пештің жұмысын автоматты басқару блогы орнатылады.

Сурет 14- Электр доғалы пештің жалпы схемасы көрсетілген.
Мұндай жалпы құрылғыда доғалы балқыту пеші бар. Бірақ дизайн пештердің әртүрлі нұсқаларында өзгеруі мүмкін.
Доғалы пештерде қандай болаттарды алуға болады?
Доғалы пештерде қандай болаттарды алуға болады деген сұраққа тәжірибелі металлург ойланбастан жауап береді-әр түрлі және тіпті шойын. Тіпті "ғарыш инженерлері" және "иммерсивті инженерия" желілік ойындарында сіз осындай пештерді салудың және әртүрлі қорытпалар мен болаттарды өндірудің жолдарын таба аласыз. Электрлік доға конструкциялары өнеркәсіптік және зертханалық немесе үйде өндіру үшін қолданылады:
- құрамында көміртегі мен қоспалауыш қоспалары әртүрлі деңгейдегі конструкциялық немесе қоспаландырылған Болат;
- баяу балқитын қорытпалар;
- зергерлік немесе үй шеберханасы үшін аз мөлшерде алтын, күміс және басқа металдарды балқыту;
- шойынның барлық маркаларын дайындау және оны легирленген болатқа қайта балқыту үшін;
- Жоғары температуралы болаттар бір кристалды өсіру, оптикалық әйнек пен талшықтарды балқыту үшін қолданылады.
Сурет 15-Электрондты пештің сызбасы
Электр доғалы пештің мөлшері трансформатордың қуатын таңдауға, электродтардың өлшемдеріне және қабырғалардың қалыңдығына әсер етуі мүмкін бірақ дизайнның жалпы принципі өзгеріссіз қалады. Электродтардың өлшемдері орнату құжаттарына сәйкес таңдалады.Қазіргі таңда электр доғалы пешке сұраныс артуда
.

Сурет 16-Жұмыс істеу барысы
ҚОРЫТЫНДЫ
Практикадан өту және кәсіпорын жұмысына тікелей қатысу барысында кәсіпорынмен жалпы танысу технологиялық процестерін зерделеу жүргізілді, оқу кезінде алынған білімді бекіту болып табылады. Цехта электронды дублер пультты қолдану туралы көп мәліметтерді өзіме алдым. Жаңа электронды құрылғылармен таныстым. Олар салыстырмалы түрде жақында, жиырма – жиырма бес жыл бұрын пайда болды. Кәсіпорын үшін ең керекті құрал-жабдықтармен таныстырды . Бұл құрылғы әртүрлі жұмыстардың өнімділігі мен ыңғайлылығын бірден арттыратын жеткілікті жоғары дәлдікпен жұмыс жасауға көмектеседі. Қазіргі тағда осы аспаттармен жұмыс істеу қарқынды дамуда. Практика барысында электронды пештің қауәпсіздік ережелерімен .сонымен қатар жұмыс істеу барысын егжей-тегжей таныстырды. Мысалы, қызметкерлердің тікелей қатысуынсыз еңбек қауіпсіздігін қамтамасыз ету мүмкін емес, және де барлық қызметкерлер, лауазымына қарамастан, белгіленген ережелерге бағынуы тиіс екендігі туралы мәліметтерді алдым. Осы практика бойынша өзімнің мамандығым туралы тың ақпараттар алдым және солармен таныстым.
Жалпы алғанда, өндірістік практика уақытында өзіме керекті мәліметтерді барлығын жетік меңгердім.

ҚОЛДАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ
1. Свенчанский А.Д., Смелянский М. Я. 2. Доғалы пештер. Жоғары оқу орындарына арналған оқу құралы, - М.: Энергия, 1970, - 264 б[1].
2. Электрлік өнеркәсіптік пештер. Доғалы пештер және арнайы қыздыру қондырғылары. Учебник для вузов. Свенчанский А. Д., Жердев и. т., Кручинин А. М. және т. б. ред. Свенчанский А. Д.. Бас. 2-ші, қайта өңдеу және қосымша - М.: энергия өндірісі, 1981. - 296 б., ил.[2]
3. Доғалы электр пештерінің қысқа желілері мен электр параметрлері. Бағдарламалар, жоспар. бас. Данцис Я.б., Кацевич л. с., Жилов г. м. және т. б. М.: Металлургия, 1987. - 320 б[3].
4. Кедергі электр пештері және доғалы пештер. М. Б. Гутман өңдеген, М.1983ж. - 360с.[4]
5. А.В. Егоров. Қара металлургия электр пештерінің қуаты мен параметрлерін есептеу. М. 1990-281С.[5]
6. Атлас. Доғалы болат балқыту пештері. 1978 ж. - 180с.[6]