Файл: Заготовку детали 2 изготовить методом литья. Материал заготовки Сталь 35Л, производство единичное 3.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.05.2024
Просмотров: 19
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Принимаем сверло 11 из стали Р6М5
t=0,5·D=0,5·11= 5,5; S=0,6 – из табл. 25 4.
CV=17,1; q=0,25; y=0,40; m=0,125, х=0 Т=45 мин из табл. 28 4.

 принимаем 1000 мин-1
принимаем 1000 мин-1Сравниваем с паспортным значением станка nст = 1000 об/мин
По принятому значению частоты вращения шпинделя nст = 1000 об/мин находим фактическую скорость резания Vф
 м/мин
м/мин
Рисунок 11 – Сверление отверстий в кондукторе
4. Произвести сварку деталей 1 и 2. Шов не герметичный
Ручная дуговая сварка – это сварка покрытым металлическим электродом. Является наиболее старой и универсальной технологией дуговой сварки.
Технология ручной дуговой сварки
Для образования и поддержания электрической дуги к электроду и свариваемому изделию (см. рисунок) от источника питания подводится сварочный ток (переменный или постоянный).
Если положительный полюс источника питания (анод) присоединен к изделию, говорят, что ручная дуговая сварка производится на прямой полярности. Если на изделии отрицательный полюс, то полярность обратная. Под действием дуги расплавляются металлический стержень электрода (электродный металл), его покрытие и металл изделия (основной металл). Электродный металл в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, где смешивается с основным металлом, а расплавленный шлак всплывает на поверхность.
Размеры сварочной ванны зависят от режимов и пространственного положения сварки, скорости перемещения дуги по поверхности изделия, конструкции сварного соединения, формы и размера разделки свариваемых кромок и т.д. Они обычно находятся в следующих пределах: глубина до 6 мм, ширина 8–15 мм, длина 10–30 мм.
Длина дуги – расстояние от активного пятна на поверхности сварочной ванны до другого активного пятна на расплавленной поверхности электрода. В результате плавления покрытия электрода вокруг дуги и над сварочной ванной образуется газовая атмосфера, оттесняющая воздух из зоны сварки для предотвращения его взаимодействия с расплавленным металлом. В газовой атмосфере также присутствуют пары легирующих элементов, основного и электродного металлов.
Шлак, покрывая капли расплавленного электродного металла и поверхность сварочной ванны, препятствует их взаимодействию с воздухом, а также способствует очищению расплавленного металла от примесей.
По мере удаления дуги металл сварочной ванны кристаллизуется с образованием шва, соединяющего свариваемые детали. На поверхности шва образуется слой затвердевшего шлака.
Для сварки магистральных трубопроводов наибольшее распространение получили дуговые методы сварки. Более 60% всех стыков на магистралях свариваются автоматической дуговой сваркой под флюсом. Дуговая сварка под флюсом используется только в тех случаях, когда существует возможность вращения стыка. Сварку трубопроводов под флюсом в основном автоматизированным способом применяют при изготовлении двух- и трехтрубных секций диаметром 219...1420 мм. Когда применение механизированных методов невозможно, используется ручная дуговая сварка.
Ручную дуговую сварку выполняют при различных пространственных положениях стыка - нижнем, вертикальном и потолочном. В процессе сварки вручную перемещают электрод по периметру стыка со скоростью 8.. .20 м/ч.
Сварка в защитном газе имеет разновидности: по типу защитного газа - сварка в инертных газах (аргон, гелий, их смесь), в активных газах (СО2, азот, водород), сварка в смеси инертного и активного газов (Аг + СО2; Аг + СО2 + О2); по типу электрода - плавящимся и неплавящимся (вольфрамовым) электродом; по степени механизации ручная, механизированная и автоматизированная сварка. Дуговую сварку в защитных газах применяют для сварки трубопроводом в различных пространственных положениях. Скорость ручной сварки 8...30 м/ч, механизированной и автоматизированной 20...60 м/ч. Для сварки трубопроводом применяют метод механизированной сварки порошковой проволокой с принудительным формированием шва, при котором функции защиты выполняют порошкообразные компоненты, заполняющие металлическую оболочку проволоки. По мере кристаллизации сварочной ванны наружное формирующее устройство и сварочная головка перемещаются по периметру стыка снизу вверх со скоростью 10...20 м/ч. Перспективна лазерная сварка трубопроводом, при которой носителем энергии служит лазерный луч. Скорость лазерной сварки - до 300 м/ч.

При стыковой контактной сварке непрерывным оплавлением процесс происходит автоматически по заданной программе. Продолжительность сварки одного стыка труб диаметром 1420 мм составляет 3...4 мин, цикл сварки одного стыка при строительстве трубопроводов -10... 15 мин.
Автоматическая сварка магнитоуправляемой дугой (или дугоконтактная сварка) отличается от стыковой контактной сварки способом нагрева кромок. При дугоконтактной сварке нагрев выполняется дугой, вращаемой магнитным полем по кромкам свариваемых труб с большой скоростью. Этот способ сварки применяют для сооружения трубопроводов малого (пока до 114 мм) диаметра.
Размер В зависит от толщины стенки и составляет:
7 мм - при толщине стенки трубы 15... 19 мм
8 мм - при толщине стенки трубы 19...21,5 мм
10 мм - при толщине стенки трубы 21,5... 26 мм.
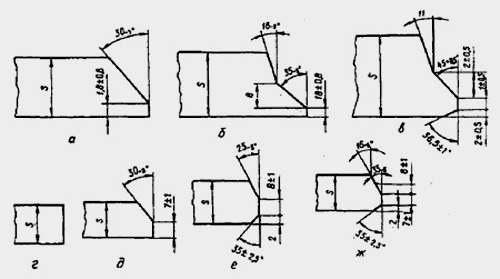
Рисунок 13 - Типы разделки кромок труб для ручной дуговой сварки (а, б), автоматической сварки в среде защитных газов (в), автоматической сварки под флюсом (г, д, е, ж) и порошковой проволокой с принудительным формированием (а, б).
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:
| Толщина листа, мм | 1- 2 | 3 | 4-5 | 6-10 | 10-15 | > 15 |
| Диаметр электрода, мм | 1,6-2,0 | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0 | > 5,0 |
Выбираем следующие режимы наплавки
| Диаметр, мм | Смещение с зенита, мм | Шаг сварки, мм | Сила тока, А | Скорость подачи электрода, м/ч | Скорость сварки, м/ч | ||
| детали | электрода | ||||||
| 160 | 1,6 | 2 | 1,0 | 140 | 75 | 20 | |
Масса наплавки будет равна
 кг
кггде Fп - площадь наплавленной поверхности, см,
Fп = 2D=2 3,14 16 = 100,5 см2
h – толщина наплавленного слоя,
Время горения дуги, ч
Расход электроэнергии, кВтч, определяется по формуле

где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги;
WO– мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт;
Т – полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:
| Род тока | η | WO |
| Переменный | 0,8 - 0,9 | 0,2 - 0,4 |
| Постоянный | 0,6 - 0,7 | 2,0 - 3,0 |
Рисунок 14 – Сварка корпуса и крышки
ЛИТЕРАТУРА
-
Технология конструкционных материалов. 2-е издание, переработанное и дополненное. Под редакцией А. М. Дальского. М.: «Машиностроение», 1990, 352 с -
Савинская В.Г. Проектирование литых и штампованных заготовок. -
«Сварка в машиностроении», Т.4, Ф.А. Аксельрод, Л.Е. Алекеин. -
«Сварочные материалы», Г.Л. Петров. -
Обработка металлов резанием. Справочник/ Под ред. А.А. Панова. – М: Машиностроение. 1988. – 736 с.