Файл: 1 Описание сварной конструкции, состав и свойства материалов деталей.docx
Добавлен: 17.10.2024
Просмотров: 7
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание:
Введение
1.Основная часть
1.1. Описание сварной конструкции, состав и свойства материалов деталей
1.2. Оценка свариваемости применяемых материалов.
1.3. Выбор и обоснование способов сборки и сварки. Описатние технологического процесса сборки и сварки.
1.4. Выбор двух способов неразрушающего контроля сварных соединений
2. Охрана труда, техника безопасности и охрана окружающей среды.
Заключение
Список литературы
Введение.
Цель курсового проекта является разработка технологии изготовления металлической колонны из трубы квадратного профиля. В процессе написания курсового проекта необходимо решить следующие задачи:
-определить назначение параметров сварочных материалов (марка и диаметр сварочной проволоки, марки защитных газов, флюсов и т. п.); -рассмотреть параметры режимов сварки (сила тока, напряжение, скорость сварки и т.д.);
-произвести выбор сварочного оборудования;
-технико-экономический расчет времени на изготовление металлической колонны;
-назначение методов контроля в процессе и после окончания сварки.
Сварка является одним из наиболее прогрессивных методов обработки металлов.
Способ получения неразъемных соединений деталей путем сварки и пайка был известен людям еще в глубокой древности. Так, в египетских пирамидах археологи нашли золотые изделия, детали которых соединялись между собой с помощью пайки.
Свое развитие сварка получила в XIX столетии.
В 1802г русский ученый, академик В.В. Петров открыл явление электрической дуги - одного из видов электрического разряда в газовой среде и указал на возможность ее использования для расплавления металла. Через 80 лет, в 1882г русский инженер Н.Н. Бенардос открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Способ дуговой сварки получил дальнейшее развитие в работах русского инженера Н.Г. Славянова.
Метод сварки металлов и неметаллических материалов получил всемирное признание и применяется практически везде, в любой отрасли, в вакууме.
Сварка применяется для изготовления конструкций самого различного назначения. С помощью сварки могут быть изготовлены легкие ажурные конструкции различных башен и мачт, мощные листовые конструкции металлургических агрегатов (кожухи доменных печей и воздухонагревателей). Среди многочисленных сварных металлоконструкций особые места отводятся различным балкам. Балки являются основными и простейшими конструктивными элементами, которые применяются в конструкциях гражданских и промышленных зданиях, мостах, эстакадах и т. д. Широкое распространение балок определяется простотой конструкции и надежностью в работе.
1.1 Описание конструкции
Колонной называют сварные конструкции таврового, двутаврового, коробчатого сечения, работающих в основном на сжатие и растяжение при постоянном статическом нагружении.
Колонны служат для передачи нагрузки от вышерасположенных конструкций через фундаменты на грунт. Колонна состоит из 3 основных частей:
-
стержня - основного несущего элемента колонны; -
оголовка, представляющего собой опору для вышележащей конструкции и распределяющего нагрузку по сечению стержня; -
базы (башмака), распределяющей сосредоточенную нагрузку от стержня по поверхности фундамента и закрепляющей колонну в фундаменте.
Центрально-сжатые колонны работают на продольную силу, приложенную по оси колонны и вызывающую равномерное сжатие поперечного сечения.
Сплошностенчатые колонны применяют при больших нагрузках и небольших высотах.
В центрально-сжатых колоннах нагрузки приложены либо непосредственно к центру сечения колонны, либо симметрично относительно оси стержня.
Согласно СНиП II-23-81* колонны относятся к третьей группе сложности (сварные конструкции либо их элементы, работающие в особо тяжелых условиях, или подвергающиеся непосредственному воздействию статических, нагрузок), что вполне соответствует условию эксплуатации и конструктивным особенностям элементов подкрановой балки.
Колонна имеет достаточно сложную конструкцию при изготовлении которой следует строго соблюдать рекомендации СП-53-101-98 (табл. 8). Для второй категории швов сварка соединений по классификации СНиП III 18-75, эксплуатируемых в климатических районах строительство с расчетной температурой ниже минус сорок градусов.
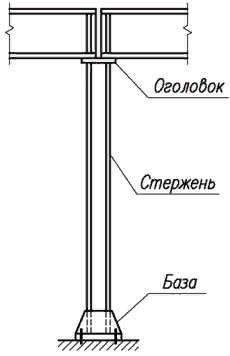
Рисунок 1 -Схема колонны
Обоснование выбора основного металла
Для обеспечения необходимых свойств, сварных соединений и конструкций, решающее значение имеет выбор материала конструкции и сварочных материалов. Основной материал, применяемый для изготовления колонны, подбирается согласно СНиП II 23-81*
Таблица 1 - Химический состав стали C345-3 ГОСТ 19282-73*В процентах
| | | | | | | | | |
| С | Si | Mn | Cr | Ni | Cu | P | S | |
| 0,12 | 0,5-0,8 | 1,3-1,7 | 0,3 | 0,3 | 0,3 | <0,03 | <0,03 | |
| | | | | | | | | |

Качество и характеристики основного материала должны подтверждаться сертификатами. При отсутствии сертификата на материалы в заводских условиях необходимо провести испытания, предусмотренные ГОСТами.
Материалы должны выбираться с учётом условия эксплуатации, и среды в которой будет работать колонна. На поверхности листов не должно быть трещин и раковин; на кромках листов не должно быть расслоений. Для изготовления балки применяется низколегированная сталь перлитного класса маркиC345-3. По ГОСТу 19282-73*. Нормами СНиП II 23-81* рекомендуется применять низколегированные металлы для конструкций, подвергающихся непосредственному динамическому воздействию, подвижных или вибрационных нагрузок, предназначенных для эксплуатации на открытом воздухе или в не отапливаемых помещениях с расчётной температурой воздуха ниже минус 40 С.
Таблица 2 - Механические свойства стали C345-3 ГОСТ 19282-73*
| | | | | | | | |
| Толщина | ув, МПа | ут, МПа | уs, % | KSU, Дж/см2 | | | |
| | | | | + 20 С | - 40 С | - 10 С | |
| 22 мм | 460 | 305 | 21 | 59 | 34 | 29 | |
1.2 Материалы для сварки
| |
Выбор сварочных материалов
Эффективность качества сварочных работ зависит от правильного выбора сварочных материалов и технологической оснастки. Для сварки под слоем флюса выбранного основного материала для изготовления колонны из стали марки C345-3берётся проволока СВ-08 Г2С (для сварки под флюсом) ГОСТ 2246-70, СВ - 08 ГА (сварка в CO
2, флюс АН-348А, электрод Э50), которая в большей степени отвечает всем требованиям предъявляемым к сварным швам по механическим свойствам и химическому составу.
Таблица 3 - Химический состав Стальной сварочной проволоки СВ - 08ГА В процентах [1]
| | | | | | | | |
| C | Si | Mn | Cr | Ni | S | P | |
| 0,1 | ?0,03 | 0,8-1,1 | ?0,1 | ?0,25 | ?0,025 | ?0,03 | |
| | | | | | | | |
Таблица 4 - Химический состав стальной сварочной проволоки СВ - 08Г2С ГОСТ 2246-76 В процентах
| | | | | | | | |
| C | Si | Mn | Cr | Ni | S | P | |
| 0,05-0,11 | 0,7-0,95 | 1,8-2,1 | ?0,2 | ?0,25 | ?0,025 | ?0,03 | |
| | | | | | | | |
Флюс для автоматической сварки должен иметь хорошие технологические свойства и не быть опасным для исполнителей. Для автоматической сварки выбираем флюс марки АН-348А ГОСТ 9087-81*. Флюс АН 348А применяют как сыпучее вещество при автоматической и полуавтоматической дуговой и электрошлаковой сварке, под слоем флюса ан-348 горит сварочная дуга или происходит процесс электрошлаковой сварки.
Плавильные флюсы ан 348а, применямые в процессах электрической сварки, гарантируют надежную защиту зоны сварки от атмосферных и прочих газов, создают условия стабильного горения дуги, обеспечивают надежное формирование качественного сварного шва. При сварке электродом под флюсом АН-348 швы формируются плотными, не поддающимися кристаллизационным трещинам. После остывания сварного шва шлаковая корка легко удаляется. Сварочные флюсы АН-348 обеспечивают наименьшее выделение опасной пыли и вредных газов, негативно влияющих на здоровье сварщика. Высококремнистый высокомарганцовистый оксидный флюс ан-348 А с химической активностью Аф = 0,7-0,75. При сварке-наплавке под флюсом интенсивно протекают кремне- и марганцевосстановительные процессы. Содержание кислорода в металле шва в виде оксидных мелкодисперсных включений составляет 0,06%(для однопроходных) и до 0,1% (для многослойных). Особо интенсивно взаимодействие между флюсом и металлом при сварке проволокой малых диаметров (до 3 мм).
Концентрация серы и фосфора в металле швов в среднем составляет 0,04% каждого. Не рекомендуется для сварки конструкций, работах в условиях Севера или при температуре ниже -30 0C.
Таблица 5 - Химический состав флюса АН-348ГОСТ 9087-81* В процентах
| | | | | | | | | | |
| SiO2 | MnO | CaO | MgO | Al2O3 | Fe2O3 | S | P | CaF2 | |
| 40,0-44,0 | 31,0-38,0 | <12,0 | <7,0 | <13,0 | 0,5-2,2 | <0,11 | <0,12 | 3,0-6,0 | |
| | | | | | | | | | |