Файл: Отчет по лабораторной работе "Испытание материалов на растяжение".docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.02.2024
Просмотров: 7
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

ОТЧЕТ
по лабораторной работе "Испытание материалов на растяжение"
Выполнил:
Дата выполнения: 30.04.2015г.
Цель работы: - изучение методики проведения испытаний на растяжение и определения механических свойств.
Измерительные приборы: испытательная машина, штангенциркуль, образцы различных металлических материалов.
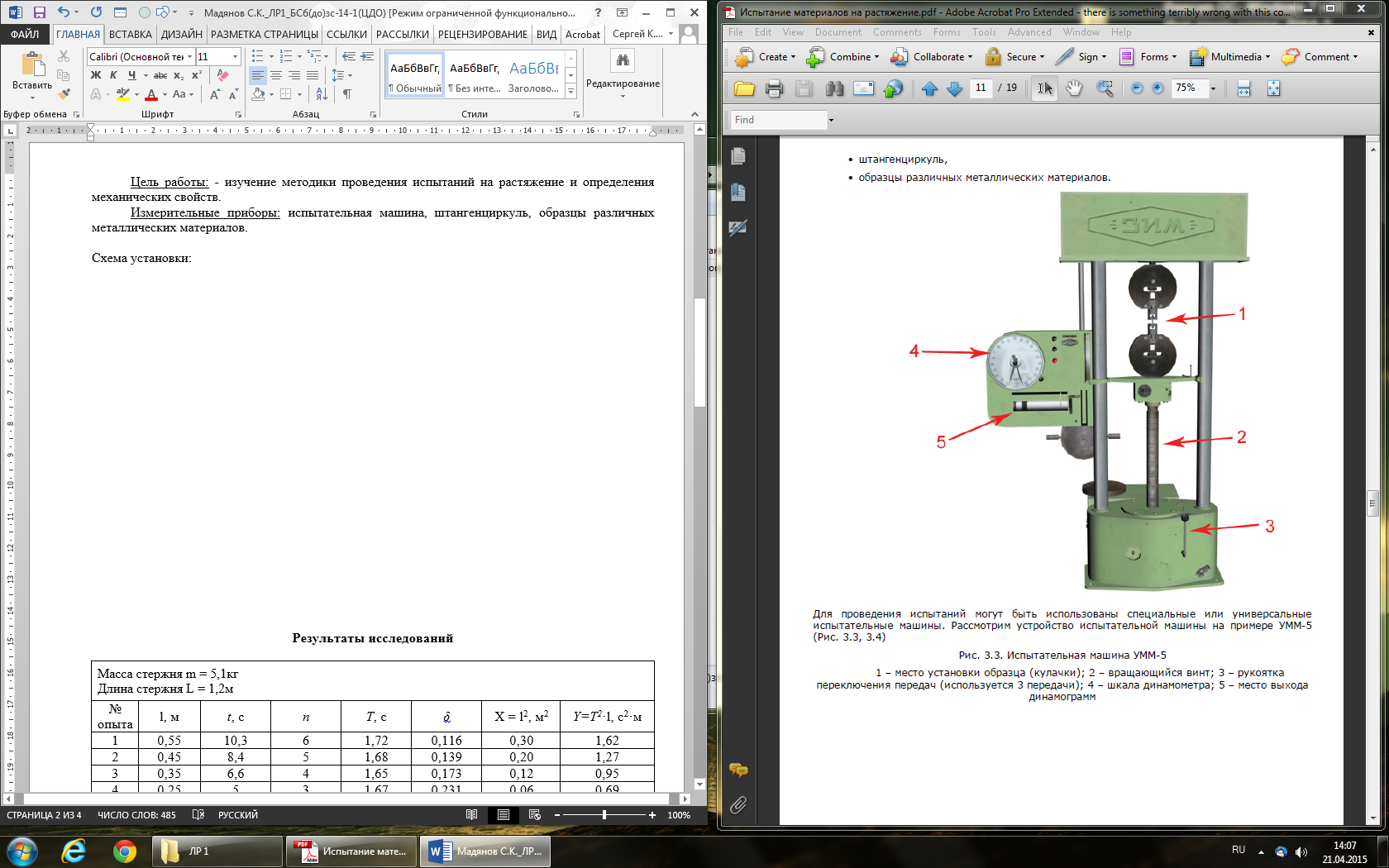
Схема установки:
Протокол испытаний на растяжение
| Показатели Материал образца | Ед. измере-ний | образец | |||||||||||||||||||||
| №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 | №9 | №10 | ||||||||||||||
| Сталь 12ХН3А | Сталь 20ХГР | Сталь 25ХГМ | Сталь 30Х | Сталь 30ХГС | Сталь 40 | Сталь 40Х | Сталь 65 | Сталь Ст3 | Сталь Ст5 | ||||||||||||||
| Диаметр образца | до испытания d0 после испытания dK | мм мм | 5 3,3 | 5 3,5 | 5 3,7 | 5 3,7 | 5 3,7 | 5 3,8 | 5 3,7 | 5 4,0 | 5 3,3 | 5 3,2 | |||||||||||
| Площадь поперечного сечения | до испытания F0 после испытания FK | мм2 мм2 | 19,6 8,5 | 19,6 9,6 | 19,6 10,8 | 19,6 10,8 | 19,6 10,8 | 19,6 11,3 | 19,6 10,8 | 19,6 12,6 | 19,6 8,6 | 19,6 8,0 | |||||||||||
| Длина расчетной части | до испытания l0 после испытания lK | мм мм | 25 48 | 25 44 | 25 46 | 25 52 | 25 46 | 25 68 | 25 46 | 25 47 | 25 89 | 25 75 | |||||||||||
| Нагрузки, соответствующие | пределу текучести: физическому PT условному P0,2 пределу прочности PMAX | Н Н Н | - 15000 19000 | - 16000 20000 | - 22500 24000 | - 14500 16000 | - 17500 22000 | - 5000 9500 | - 16000 20000 | - 16000 24500 | 5500 - 9500 | 5750 - 12000 | |||||||||||
| Предел текучести | физический T условный 0,2 | МПа МПа | - 765,3 | - 816,3 | - 1148,0 | - 739,8 | - 892,9 | - 255,1 | - 816,3 | - 816,3 | 280,6 - | 293,4 - | |||||||||||
| Предел прочности B | МПа | 969,4 | 1020,4 | 1224,5 | 816,3 | 1122,4 | 484,7 | 1020,4 | 1250,0 | 484,7 | 612,2 | ||||||||||||
| Относительное удлинение | % | 92,0 | 76,0 | 84,0 | 108 | 84 | 172 | 84 | 88 | 256 | 200,0 | ||||||||||||
| Относительное сужение | % | 56,6 | 51,0 | 44,9 | 45,1 | 45,1 | 42,1 | 45,1 | 35,9 | 56,4 | 59,2 | ||||||||||||
Пример расчета экспериментальных значений для образца №10:
1) Площадь поперечного сечения до испытания:
 мм2;
мм2;2) Площадь поперечного сечения после испытания:
 мм2;
мм2;3) Предел текучести физический
 МПа;
МПа;4) Предел прочности:
 МПа;
МПа;5) Относительное удлинение:
 %;
%;6) Относительное сужение:
 %.
%.По характерному виду диаграмм полученных в результате проведенных экспериментов на испытательной машине УММ-5: образцы №1-8 можно отнести к легированным сталям, а образцы №9-10 к малоуглеродистым сталям.
министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
"Тюменский государственный нефтегазовый университет"
Институт геологии и нефтегазодобычи
Кафедра бурение нефтяных и газовых скважин
ОТЧЕТ
по лабораторной работе «Определение режимов ручной дуговой сварки»
Выполнил:
Дата выполнения: 18.05.2015г.
Цель работы: - приобретение знаний, умений и навыков определения режимов ручной дуговой сварки.
Задачи:
1. Ознакомиться с сущностью и научиться рассчитывать режимы ручной дуговой сварки.
2. Пользуясь предложенной методикой, рассчитать режимы ручной дуговой сварки сварного соединения согласно индивидуального задания.
Краткие теоретические сведения
Ручная дуговая сварка относится к термическому классу сварки. Процесс осуществляется сварочными электродами, подача которых в дугу и перемещение вдоль свариваемых заготовок выполняется сварщиком вручную. В процессе сварки происходит оплавление поверхностей свариваемых заготовок под воздействием электрической дуги с образованием общей ванны расплавленного металла
, после кристаллизации которой и получается неразъемное соединение.
Электрическая дуга представляет собой мощный стабильный электрический разряд в газах, сопровождаемый выделением значительного количества тепла и света. Возникновение дуги обусловлено эмиссией электронов с катода и ионизацией газового промежутка. Выделение электронов с поверхности катода достигается за счет термо- и автоэлектронной эмиссии, а также эмиссии в результате ударов положительных ионов. Ионизацию газового промежутка вызывают нагрев, облучение и соударение частиц.
Дуга горит между сварочным электродом и свариваемым (основным) металлом. Применяют неплавящиеся и плавящиеся электроды (рис. 1). Неплавящиеся электроды изготавливают из электротехнического угля, синтетического графита или вольфрама. Для плавящихся электродов наиболее распространенным материалом является холоднотянутая проволока, а также ленты и электродные пластины.
 |  |
| а | б |
Рис. 1. Схема ручной дуговой сварки неплавящимся (а) и плавящимся (б) электродом:
1 – свариваемый металл; 2 – электрическая дуга; 3 – электрод; 4 – электрододержатель;
5 – присадочный материал
В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие разновидности дуговой сварки:
– сварка неплавящимся электродом дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла;
– сварка плавящимся электродом (металлическим) дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом;
– сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги;
– сварка трехфазной дугой, при которой дуга горит между каждым электродом и основным металлом.
Электроды для ручной сварки представляют собой стержни длиной 50…450 мм с нанесенными на них покрытиями, которые обеспечивают стабильное горение дуги, защиту расплавленного металла, получение шва заданного состава и свойств.
По назначению стальные электроды, согласно государственным стандартам, подразделяются на 4 типа:
1) Электроды для сварки конструкционных сталей.
2) Электроды для сварки легколегированных теплоустойчивых сталей.
3) Электроды для сварки высоколегированных сталей с особыми.
4) Электроды для наплавки поверхностных слоев.
Условное обозначение электродов для сварки сталей состоит из типа и марки электрода, марки и типа покрытия, диаметра, механических характеристик наплавленного металла и металла шва, обозначения рода используемого тока, пространственного положения шва и номера ГОСТа.
Результаты расчетов режимов ручной дуговой сварки
| № варианта | Тип соединения | S, мм | L, мм | Марка электрода | Тип электрода | dЭ, мм | IСВ, А | QЭ, кг | tСВ, ч | QЭЭ, кВт/ч |
| 22 | C2 | 1 | 10,5 | ЛКЗ-70 | Э70 | 1,5 | 90 | 5,66·10-4 | 4,14·10-4 | 9,315·10-4 |
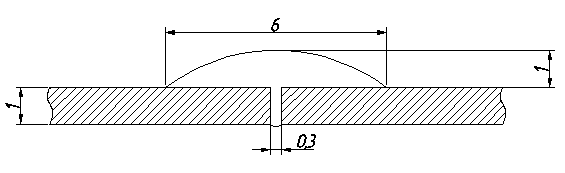
Эскиз стыкового сварного соединения С2
Расчет режимов ручной дуговой сварки:
1) Сила сварочного тока:
 А;
А;
2) По эскизу стыкового сварного соединения рассчитаем площадь поперечного сечения наплавленного металла шва:
 ,
, где b – ширина валика шва, мм;
c – усиление валика шва, мм.
 мм2;
мм2;3) Объем наплавленного металла:
 мм3;
мм3;4) Масса наплавленного металла:
 ,
,где – плотность наплавленного металла, г/см3 (для стали примем = 7,8 г/см3 = 0,0078г/мм3)
 г;
г;5) Расход электродов (приближенно):
 ,
,где, Р – коэффициент потерь металла на угар, разбрызгивание, огарки и т.д. (примем равным 1,6)
 г;
г;6) Основное время на сварку:
 ,
,где Н – коэффициент наплавки, г/Ач (для электрода ЛКЗ-70 Н = 9,5 г/Ач)
 ч;
ч;7) Количество электроэнергии, идущее на сварку:
 ,
,где UД – напряжение дуги (примем 25В)
 Вт·ч.
Вт·ч.Вывод: В ходе проделанной лабораторной работы ознакомились с сущностью дуговой сварки, обозначениями электродов и научились практически рассчитывать режимы ручной дуговой сварки на примере электрода ЛКЗ-70 (возможное обозначение
 ГОСТ 9466-75, ГОСТ 9467-75).
ГОСТ 9466-75, ГОСТ 9467-75).Ответы на контрольные вопросы
1. Ручная дуговая сварка относится к термическому классу сварки.
2. Электрической дугой называют мощный стабильный электрический разряд в газах, сопровождаемый выделением значительного количества тепла и света. Возникновение дуги обусловлено эмиссией электронов с катода и ионизацией газового промежутка.

