Файл: Практикум по дисциплинам Автоматизация технологического проектирования.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.04.2024
Просмотров: 19
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное автономное образовательное учреждение Высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
Филиал в г. Северодвинске Архангельской области
Институт судостроения и морской арктической техники
Кафедра «Технология металлов и машиностроения»
Е.В. ФОМИН, Е.В. ДАВЫДОВ
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
По дисциплинам:
«Автоматизация технологического проектирования»
«САПР ТП»
Для студентов (бакалавров, магистров) очно-заочной и заочной форм обучения по направлению:
15.03.05 «Технологии, оборудование и автоматизации машиностроительных производств»
Северодвинск 2021
Лабораторная работа №1
«Составление конструкторско-технологического кода детали»
Цель работы: ознакомиться с методикой формирования конструкторско- технологического кода (КТК) детали. Сформировать КТК выданной детали «Вал шлицевой». Описать конструктивно-технологические признаки детали по выданному конструкторско-технологическому коду.
ХОД РАБОТЫ
Для автоматизированного проектирования технологических процессов, где поиск в технологических базах данных выполняется с помощью соответствующего программного обеспечения, требуется входной анализ конструкции детали и определение конструкторско-технологическогокодадетали.
Поиск детали-аналога и ее технологического
процесса производится по
сформированному коду, который иногда дополняют текстовым описанием. В современной проектной практике используютнесколькоразличныхсистемкодирования конструктивно-технологических параметров деталей:
-
технологический классификатор деталей (ТКД); -
системы КК-3, MICLASS, СО FORM и др.
Коды деталей по Технологическому классификатору вместе с кодами деталей по Классификатору ЕСКД являются исходной информацией, которая используется предприятиями на стадиях конструкторской и технологической подготовки производства и управления им, с использованием средств вычислительной техники.
Процесс кодирования деталей по Технологическому классификатору заключается в присвоении детали кода классификационных группировок, конструктивных признаков по Классификатору ЕСКД. Это необходимо проводить в том случае, когда в основной надписи чертежа детали обозначение проставлено не в соответствии с ГОСТ 2.201-80. Затем этот код дополняется кодами основных технологических признаков и признаков, определяющих вид детали по технологическому методу.
 Рассмотрим в качестве примера систему ТКД, которая чаще всего находит применение на отечественных предприятиях. ТКД может использоваться как автономно, так и в составе полного конструкторско-технологического кода (КТК), структура которого представлена на
Рассмотрим в качестве примера систему ТКД, которая чаще всего находит применение на отечественных предприятиях. ТКД может использоваться как автономно, так и в составе полного конструкторско-технологического кода (КТК), структура которого представлена на

рис. 1.
Рис. 1 Структура конструкторско-технологического кода
Конструкторскийкодв сжатой форме описывает основные конструктивные характеристики детали. Он формируется по правилам классификатора ЕСКД(ГОСТ 2.201-80 «Единая система конструкторской документации. Обозначение изделий и конструкторских документов»). Классификатор ЕСКД включает 100 классов, подавляющее большинство из которых составляют резерв для размещения новых видов изделий. Классы с 71 по 76 охватывают существующие детали всех отраслей промышленности основного и вспомогательного производств:
-
71 — тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.; -
72 — тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные секторы, сегменты, изогнутые из листов, полос и лент; аэрогидродинамические корпусные, опорные и емкостные детали; вкладыши подшипников; -
73 — корпусные, опорные и емкостные детали, не являющиеся телами вращения; -
74 — плоскостные, рычажные, тяговые, аэрогидродинамические, изогнутые из листов, полос, лент профильные детали, не являющиеся телами вращения, и трубы; -
75 — кулачковые, карданные, с элементами зацепления, санитарно- технические, разветвленные, пружинные, оптические, крепежные детали и ручки; -
76 — детали технологической оснастки и инструмента.
Технологический код (рис. 2) состоит из двух частей: постоянная часть из шести позиций (1 —6) и
переменная часть из восьми позиций (7-14).
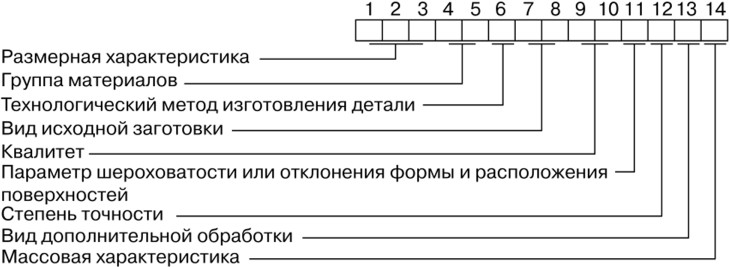
Рис. 2 Структура технологического кода
Состав переменной части технологического кода зависит от технологического метода изготовления деталей (позиция 6 на рис. 2). На рис. 2 показаны позиции, которые описывают детали, обрабатываемые резанием. В общем случае позиция 6 может принимать следующие значения:
-
1 — литье; -
2 — ковка и объемная штамповка; -
3 — листовая штамповка; -
4 — обработка резанием; -
5 — термическая обработка; -
6 — формообразование из полимерных материалов и резины; -
7 — покрытие; -
8 — электрофизико-химические методы; -
9 — методы порошковой металлургии.
 Структура КТК деталей, обрабатываемых резанием представлена на рисунке 3.
Структура КТК деталей, обрабатываемых резанием представлена на рисунке 3.Рис. 3 – Структура КТК для деталей, обрабатываемых резанием
1,2 — класс; 3 — подкласс; 4 — группа; 5 — подгруппа; 6 — вид;
7, 8, 9 — размерная характеристика; 10, 11 — группа материалов; 12 — вид детали по технологическому методу изготовления; 13, 14 — вид исходной заготовки; 15, 16 — квалитет точности наружных и внутренних поверхностей;
17 — шероховатость или отклонения формы и расположения поверхностей (по важности признака); 18— степень точности; 19— вид дополнительной обработки; 20—характеристика массы.
Порядокприсвоениякодов:
-
1...6— знаки присваиваются по классификатору ЕСКД (Классификатор ЕСКД. Иллюстрированный определитель деталей класса 71, 72, 73, 74, 75, 76.- М: Из-во стандартов, 1991.- 438 с.); -
7...20 — знаки присваиваются по технологическому классификатору (Технологический классификатор деталей машиностроения и приборостроения. – М.: Изд-во стандартов, 1987.- 255 с.) или по таблицам 2...13 (Приложение А).
Таблица3предназначена для кодирования деталей, являющихся телами вращения (кроме гнутых из листов, полос, лент), например: кольца, диски, валы, шпиндели и др. (класс 71); детали с элементами зубчатого зацепления, разрезные втулки и кольца, цанги, секторы и др. (класс 72); прямые детали из прутков и проволоки (класс 74); валы карданные, болты, фрезы, калибры и др. (классы 75, 76).
Таблица4предназначена для кодирования деталей, являющихся не телами вращения (кроме гнутых из листов, полос, лент), например: корпусные, опорные (класс 73); плоскостные, рычажные, шатунные, кулачные и др. (класс 74); кулачки, копиры (классы 75,76).В процессе формирования КТК используют так называемые кодификаторы — документы, регламентирующие правила записи кода.
Кроме поиска детали-аналога, ТКД часто используют для решения иных задач, таких как:
-
анализ номенклатуры деталей по их конструктивно-технологическим признакам; -
группирование деталей по конструктивно-технологическому подобию для разработки групповых технологических процессов; -
унификация и стандартизация деталей в технологическом процессе их изготовления.
Методика выполнения
-
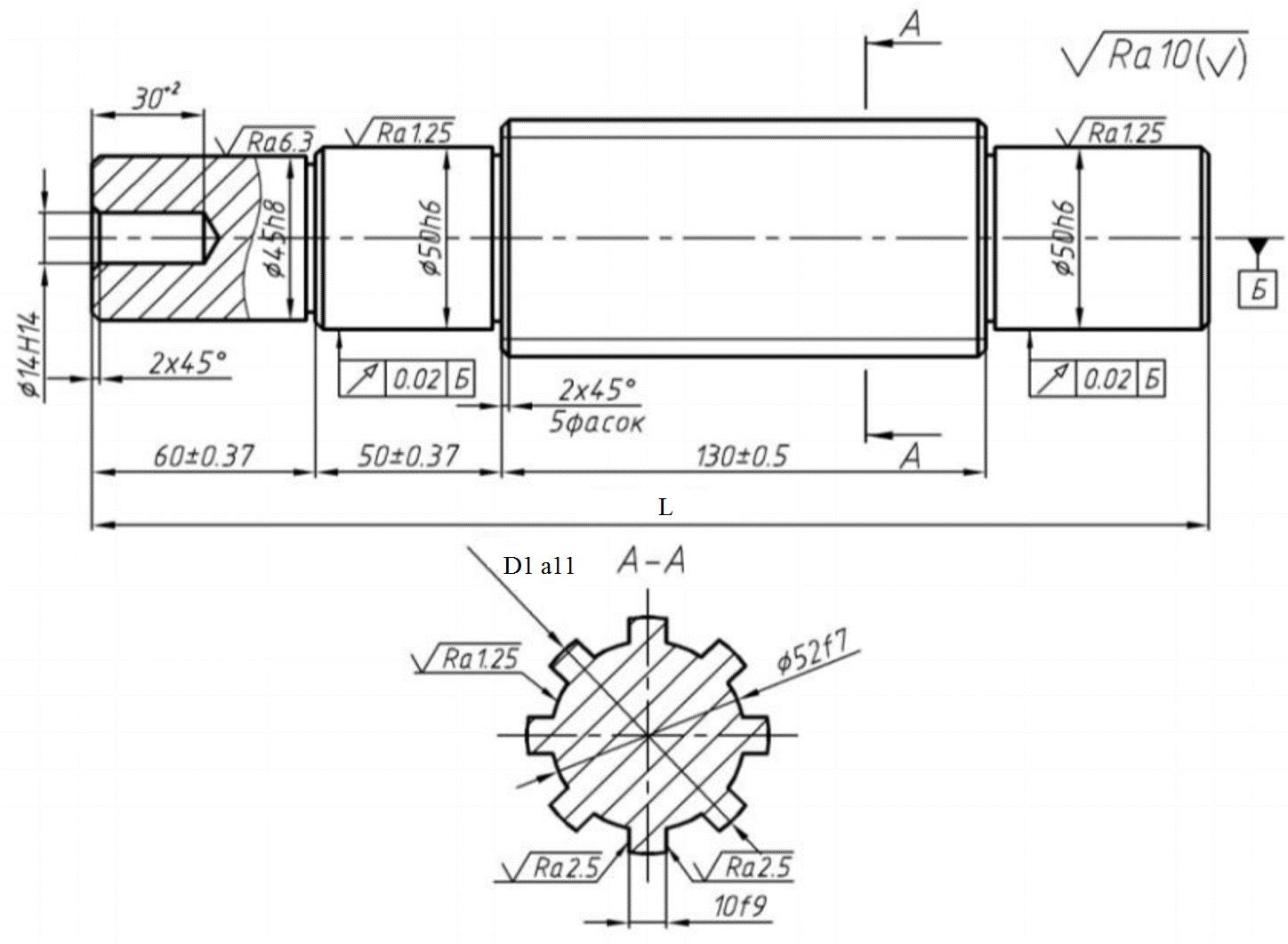 Ознакомиться с исходными данными своего варианта (Приложение Б) и чертежом детали «Вал шлицевой», обрабатываемый резанием (Рис. 3).
Ознакомиться с исходными данными своего варианта (Приложение Б) и чертежом детали «Вал шлицевой», обрабатываемый резанием (Рис. 3).
Рис. 3 – деталь «Вал шлицевой»
-
Сформировать конструкторско-технологического кода детали «Вал шлицевой». Для этого, используя «Классификатор ЕСКД. Иллюстрированный определитель деталей класса 71, 72, 73, 74, 75, 76» и данные таблиц 2-13, необходимо заполнить пустые графы таблицы 14.