Файл: Контрольная работа по дисциплине Организация производства.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 20
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| Министерство науки и ВЫСШЕГО ОБРАЗОВАНИЯ Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Уральский государственный экономический университет» (УрГЭУ) |
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Организация производства»
Вариант 9
| Институт непрерывного и дистанционного образования Направление подготовки 38.03.01 Экономика Направленность (профиль) Экономика предприятий и организаций Кафедра Экономики предприятий Дата защиты: ________________ Оценка: ________________ | | Студент Буренькова Марина Николаевна Группа ИДО ОЗБ ЭП-21 НТ2 Руководитель |
Екатеринбург
2023 г.
Задание № 1. Моделирование производственного процесса и его составляющие.
Рассмотрим процесс производства хлебобулочных изделий, который состоит из следующих операций:
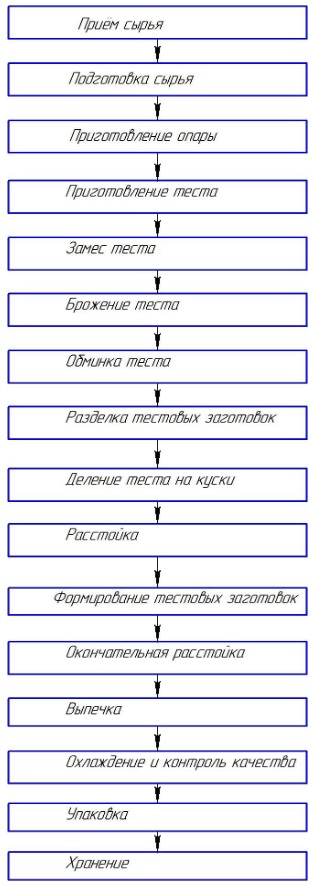
Рисунок 1 - Технологическая схема производства хлебобулочных изделий
В технологическую схему производства хлебобулочных изделий входят следующие стадии:
- приём сырья (1);
- подготовка сырья (2);
- приготовление опары (3);
- приготовление теста (4);
- замес теста (5);
- брожение теста (6);
- обминка теста (7);
- разделка тестовых заготовок (8);
- деление теста на куски (9);
- расстойка (10);
- формирование тестовых заготовок (11);
- окончательная расстойка (12);
- выпечка (13);
- охлаждение (14);
- контроль качества (15);
- упаковка (16);
- хранение (17).
Основные операции: №3, №4, №5, №6, №7, №8, №9, №10, №11, №12, №13, №14
Вспомогательные операции: №1, №15, №17
Обслуживающие операции: №2, №16
Задание № 2. Определение количества единиц оборудования для выполнения технологического процесса.
Определите количество единиц оборудования, необходимого для выполнения плана производства изделий (деталей).
Решение.
Количество единиц оборудования для производства определенных видов работ определяется по формуле:
| | (1) |
где Spi – потребность в оборудовании i-того вида, ед. (определяется путем округления расчетного значения в большую сторону);
N - годовая программа выпуска деталей, шт.;
tшт-кi - штучно-калькуляционное время на i-й операции, мин.;
Fд - действительный годовой фонд времени работы оборудования, ч.;
Квнi - коэффициент выполнения норм на i-й операции.
Потребное количество оборудования для операции № 1:
Sp1 = (27000 * 11) / (1950 * 60 * 1,16) = 297000 / 135720 = 2,19 = 3 ед.
Потребное количество оборудования для операции № 2:
Sp2 = (27000 * 12) / (1950 * 60 * 1,16) = 324000 / 135720 = 2,39 = 3 ед.
Потребное количество оборудования для операции № 3:
Sp3 = (27000 * 3) / (1950 * 60 * 1,16) = 81000 / 135720 = 0,60 = 1 ед.
Ответ: количество оборудования, необходимое для выполнения операции № 1 составит 3 ед., для операции № 2 – 3 ед., для операции № 3 – 1 ед.
Задание № 3. Определение длительности производственного цикла.
В механическом цехе получен заказ на изготовление партии деталей.
1) Построить графики технологических циклов деталей при последовательном, параллельно-последовательном и параллельном видах движения деталей.
2) Проверить правильность графического решения аналитическим расчетом.
3) Определить возможность исполнения заказа к заданному сроку при различных видах движения.
4) Дать рекомендации по изменению условий с целью выполнения заказа в заданный срок.
Решение.
1. Строим графики технологического цикла при последовательном, параллельно-последовательном и параллельном движении деталей.
| № оп | ti | Ci | | | | | | | | | | | | |||||||||||||||||||||
| 1 | 16 | 1 | (n1 x t1) / C1 = (250 x 16) / 1 = 4000 | | | | | | | | | | | | ||||||||||||||||||||
| 2 | 18 | 2 | tMO |  | (n2 x t2) / C2 = (250 x 18) / 2 = 2250 |  | | | | | | | | | ||||||||||||||||||||
| 3 | 14 | 1 | |  | tMO | | (n3 x t3) / C3 = (250 x 14) / 1 = 3500 | | | | | | | | ||||||||||||||||||||
| 4 | 6 | 1 | | | | | tMO |  | (n4 x t4) /C4 = (250 x 6) / 1 = 1500 | | | | | | | | ||||||||||||||||||
| 5 | 2 | 1 | | | | | | | tMO |   | (n5 x t5) /C5 = (250 x 2) / 1 = 500 | | ||||||||||||||||||||||
| | |  | ТЦ ТЕХ.ПОСЛ. = 4000 + 2250 + 3500 + 1500 + 500 = 11750 мин. | | | | | | | | ||||||||||||||||||||||||
| | | | | | ||||||||||||||||||||||||||||||
Рисунок 2 – График технологического цикла деталей при последовательном виде движения деталей
| № оп | ti | Ci | | | | | | | | | | | ||||||||||||||||||||||||
| 1 | 16 | 1 | 2200 + 1800 |  | | | | | | | | | | |||||||||||||||||||||||
| 2 | 18 | 2 | τ1 = (250-50) х 18/2 = 1800 tMO |  | | | | | | | | | | |||||||||||||||||||||||
| 3 | 14 | 1 | τ   2 = (250-50) 2 = (250-50) х 18/2 = 1800 tMO |   | | | |  | | | | | | | | |||||||||||||||||||||
| 4 | 6 | 1 | τ3 = (250-50) х 6/1 = 1200 tMO | |  |  |  |   | | | | | ||||||||||||||||||||||||
| 5 | 2 | 1 | τ4 = (250-50) х 2/1 = 400 tMO | | | | | |||||||||||||||||||||||||||||
| | | | 400 + 100 | | | | | | | |||||||||||||||||||||||||||
| |  | | | | | |||||||||||||||||||||||||||||||
Рисунок 3 – График технологического цикла деталей при параллельно-последовательном виде движения деталей




700





Тц. тех.пар. = 2350 + 3200 = 5550 мин.

| № оп | ti | Ci |
| 1 | 16 | 800 800 800 800 1 |
| 2 | 18 |       tMO 450 2  |
| 3 | 14 |             tMO 1   |
| 4 | 6 |  300 tMO 300 300 300 1        |
| 5 | 2 |   100 tMO 100 100 100 1     |
450
700
700
700
450
450
800
450
700
300
100
Рисунок 4 – График технологического цикла деталей при параллельном виде движения деталей
2. а) Последовательный вид движения.
Определяется длительность технологического цикла обработки партии деталей по формуле 2.
 | (2) |
где n - размер партии деталей;
m - число операций в процессе;
tштi - штучное время i-й операции (определяется с учетом процента выполнения норм);
Ci – число рабочих мест на i-й операции.

Определяется длительность производственного цикла по формуле 3.
 | (3) |
где Тест - естественные процессы;
Тмо - межоперационные перерывы;
Треж - перерывы, связанные с режимом работы.

С учетом подготовительно-заключительного времени:


б) Параллельно-последовательный вид движения.
Определяется длительность технологического цикла обработки партии деталей по формуле 4.
 | (4) |

Определяется длительность производственного цикла по формуле 5.
 | (5) |

С учетом подготовительно-заключительного времени:

