ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 32
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Каждый вид контроля имеет свою оптимальную область применения, отличается определенными достоинствами и недостатками. Поэтому наиболее полную информацию о качестве изделия или сварного шва можно получить только при сочетании различных видов контроля.
5. ТЕХНИКА БЕЗОПАСНОСТИ
5.1.Условия обеспечения безопасности на сварочном участке
Требования безопасности во время работ.
При выполнении электросварочных работ электросварщик обязан выполнять следующие требования безопасности:
- следить, чтобы подручные или выполняющие совместно со сварщиком работы персонала пользовались защитными средствами;
- следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов и личных инструмент на работающий персонал и проходящих людей;
- постоянно следить за исправностью электрододержателя и провода (прямого) к нему;
- следить, чтобы провода сварочной цепи не подвергались механическим, тепловым и прочим воздействиям, которые могут вызвать нарушение электроизоляции;
- в перерывах в процессе сварки проверять состояние и наличие защитных заземлений на корпусах электросварочной аппаратуры;
- во время перерывов на работе электросварщику запрещается оставлять на рабочем месте электрододержатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электрододержатель закреплять на специальной подставке или подвеске;
- если в процессе работы или в перерывах на рабочем месте будет обнаружен запах горючего газа то немедленно прекратить электросварочные работы, сообщить производителю работ (бригадиру или мастеру) произвести отключение источника сварочного тока, уйти в безопасное место;
Отключить источник сварочного тока от питающей сети в следующих случаях:
- уходя с рабочего места даже на короткое время; при временном прекращении работы; при перерыве подачи электроэнергии; при обнаружении какой либо неисправности; при уборке рабочего места.
- подключение и отключение сварочных аппаратов, а так же их ремонт должны, осуществляться специальным персоналом через индивидуальный рубильник.
ЗАКЛЮЧЕНИЕ
В процессе написания письменной квалификационной работы по теме: "Технологический процесс и изготовление фермы" я открыл для себя много интересного. Оказывается, профессию, которую выбрал очень многогранна и творческая. Для написания письменной экзаменационной работы пришлось прочитать очень много литературы по профессии, научился пользоваться справочниками и интернетом, читать чертежи и самостоятельно составлять технологические карты по изготовлению сварных изделий узлов и конструкций. В ходе своей работы, применял знания и умения полученные на уроках теоретического и практического обучения по специальности, а так же на уроках черчения, материаловедения и экономике.
Я открыл для себя то, что круг задач стоящих перед сварщиком не ограничивается только умением проектировать технологические процессы сварки изделий; и то, что он должен уметь решать весь комплект вопросов, связанных с построением производственного процесса, а так же хорошо разбираться в экономике организации и управлении производством.
При выполнении данной письменной квалификационной работы проведен ряд анализов конструкции изделия " Пространственной фермы". Сделан выбор оборудования - сварочный выпрямитель ВД – 306, выбрана марка электродов УОНИ 13/45
В результате проектирования выполнен технологический процесс
сборки-сварки изделия «Пространственной фермы».
 Приложение
Приложение
Рис.1 . Пространственная ферма
 Рис.2. Сварочный стол
Рис.2. Сварочный стол
Рис.3Сварочный выпрямитель: ВД – 306

Рис.4 Электрододержатель


Рис.5 Защитная маска

Рис.6 Стальная щетка по металлу


Рис.7 Молоток с заостренным концом

Рис.8 Уголок
 Рис.9 Магнитный уголок
Рис.9 Магнитный уголок


Рис 10. Чертилка

Рис.11 Рулетка для измерения длины

Рис.12 Зажимы

Рис.13 Зубило

Рис.14 Шаблон сварщика УШС


Рис.15 УШМ-220Вт

Рис.16 Диск отрезной для УШС марки Makita
 Рис.17 УШС с механической щеткой
Рис.17 УШС с механической щеткой
Рис.18 Щетка по металлу


Рис.19 Разметка металла

Рис.20 Резка металла


Рис.21.Способ зажигания дуги
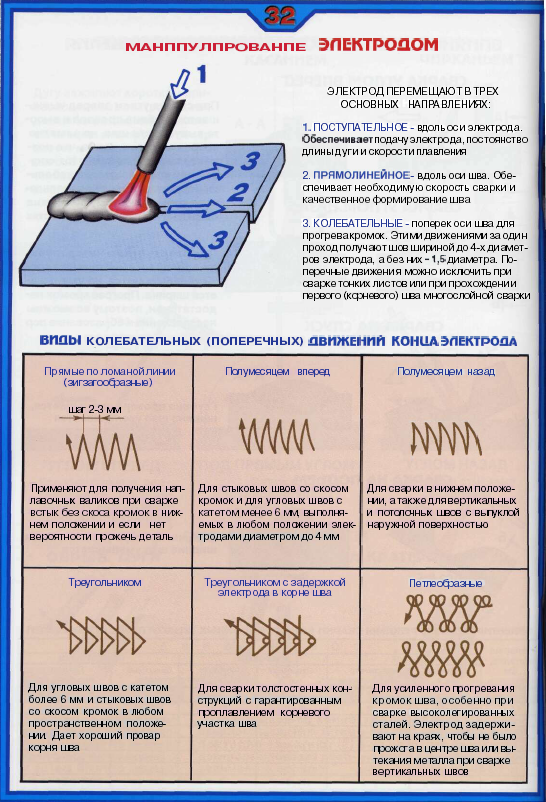 Рис.22 Метод ведения электрода
Рис.22 Метод ведения электрода
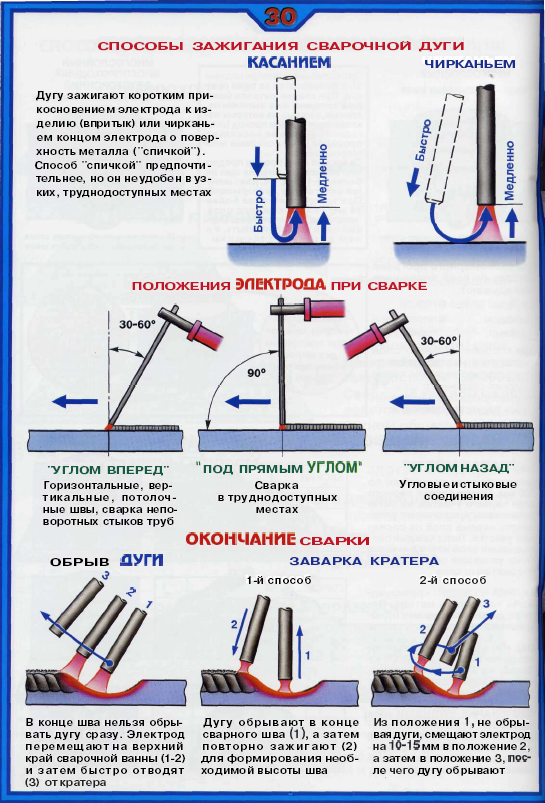
Рис.23 угол наклона электрода и его направление
Рис.24 Колебательные движения электрода

Рис.25 Заворот шва
 Рис.26 Деформация фермы
Рис.26 Деформация фермы
Рис.27 Правильность наложения шва
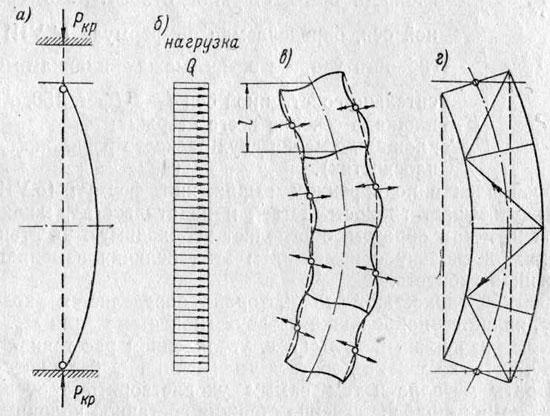
Рис 28. деформация после сварки при физической нагрузке

Рис 29. Схема термической обработки

Рис.30 наплав

Рис. 31 подрез

Рис. 32 прожоги

Рис. 33 Непровар в корне шва
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| до 0.12 | 0.5-0.8 | 1.3-1.7 | до 0.3 | до 0.04 | до 0.035 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Таб.1 Химический состав стали
| Массовые доли элементов ,% в наплавленном металле | ||||||
| Углерод, Не более | кремний | марганец | никель | молибден | Сера, Не более | Фосфор, Не более |
| 0,11 | 0,12-0,25 | 0,35-0,70 | . | . | 0,030 | 0,035 |
 Таб. 2химические свойство электродов
Таб. 2химические свойство электродов| Технические характеристики | ВД-306 |
| Питающая сеть | 380В,50гц,3фаза |
| Номинальный сварочный ток, А (не менее) | 315 |
| Приделы регулирования сварочного тока, А (min-max) | 45…315 |
| Номинальное рабочее напряжение,В (не менее) | 32 |
| Потребляемая мощность,кВа | 11,4 |
| Относительная продолжительность нагрузки на заданном цикле сварке,% (ПН) | 60 |
| Габаритные размеры,мм | 560*510*660 |
| Масса, кг | 104 |
| Сечение жипы сетевого кабеля, мм2 | 6 |
| Сечение сварочных проводов,мм2 | 35 |
| Воздушное охлаждение: | принудительное |
| Диаметр электрода, мм | 2…5 |
| Материал обмоток | - |
Таб. 3 техническая характеристика ВД- 306
| Допустимая Сила тока, А | Сечение проводов мм. Одной---двойной | Допустимая Сила тока,А | Сечение проводов мм. одинарного | двойного |