Файл: Практическое задание итоговой аттестации по программе Визуальный и измерительный контроль.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 19.03.2024
Просмотров: 126
Скачиваний: 11
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Практическое задание итоговой аттестации по программе
«Визуальный и измерительный контроль».
| | Задание на практический экзамен | |
| | ||
| | ||
| | ||
| На основании: | ||
| 1. Исходных данных; | ||
| 2. Технологической карты (инструкции); | ||
| 3. Результатов контроля; | ||
| оформить заключение (с оценкой соответствия требованиям НТД) по образцу. | ||
| | 1. Исходные данные | | ||||||||||||||||||||||||||||||||||||||||||
| | на экзаменационный образец № 1 | | ||||||||||||||||||||||||||||||||||||||||||
| Наименование | Кольцевое сварное стыковое соединение | Материал | Ст 3 пс | |||||||||||||||||||||||||||||||||||||||||
| | Геометрические размеры (номин.) | Ø 114*4,5 | ||||||||||||||||||||||||||||||||||||||||||
| Область применения | п. 6.4 | Технологический процесс | сварка | |||||||||||||||||||||||||||||||||||||||||
| Способ сварки | РД | Тип сварного соединения | стыковое | |||||||||||||||||||||||||||||||||||||||||
| Условное обозначение сварного соединения, согласно | ГОСТ 16037-80 | С 17 | ||||||||||||||||||||||||||||||||||||||||||
| Контроль выполнен | До термической обработки | |||||||||||||||||||||||||||||||||||||||||||
| Зона контроля | Сварной шов + ОШЗ по 5 мм. в обе стороны от шва | Объём контроля | 100 % | |||||||||||||||||||||||||||||||||||||||||
| Технология контроля: | РД 03-606-03 | |||||||||||||||||||||||||||||||||||||||||||
| Оценка качества согласно: | ГОСТ 16037-80, ВСН 012-88 | |||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | 2. Технологическая карта(инструкция) № 1. | | | | | | ||||||||||||||||||||||||||||||||
| | | | | | ||||||||||||||||||||||||||||||||||||||||
| 1. Предисловие | ||||||||||||||||||||||||||||||||||||||||||||
| Область применения | п. 6,4 в соответствии с (ПБ 03-440-02) | |||||||||||||||||||||||||||||||||||||||||||
| Технология контроля | РД 03-606-03 | |||||||||||||||||||||||||||||||||||||||||||
| Оценка качества | ГОСТ 16037-80, ВСН 012-88 | |||||||||||||||||||||||||||||||||||||||||||
| 2. Требования к персоналу | ||||||||||||||||||||||||||||||||||||||||||||
| Не предъявляются | ||||||||||||||||||||||||||||||||||||||||||||
| 3. Описание объекта контроля | ||||||||||||||||||||||||||||||||||||||||||||
| Наименование | Кольцевое сварное стыковое соединение | Материал | Ст 3 пс | |||||||||||||||||||||||||||||||||||||||||
| Область применения | п. 6.4 | Технологический процесс | сварка | |||||||||||||||||||||||||||||||||||||||||
| Способ сварки | РД | Тип сварного соединения | стыковое | |||||||||||||||||||||||||||||||||||||||||
| Условное обозначение сварного соединения, согласно | ГОСТ 16037-80 | С 17 | ||||||||||||||||||||||||||||||||||||||||||
| Контроль выполнен | До термической обработки | |||||||||||||||||||||||||||||||||||||||||||
| Зона контроля | Сварной шов + ОШЗ по 5 мм. в обе стороны от шва | |||||||||||||||||||||||||||||||||||||||||||
| Объём контроля | 100 % | |||||||||||||||||||||||||||||||||||||||||||
| Состояние поверхности основного металла | Не более Rz 80 | |||||||||||||||||||||||||||||||||||||||||||
| | | |||||||||||||||||||||||||||||||||||||||||||
| Эскиз объекта контроля (с указанием точки отсчета) | Эскиз сварного соединения с указанием зоны контроля | |||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
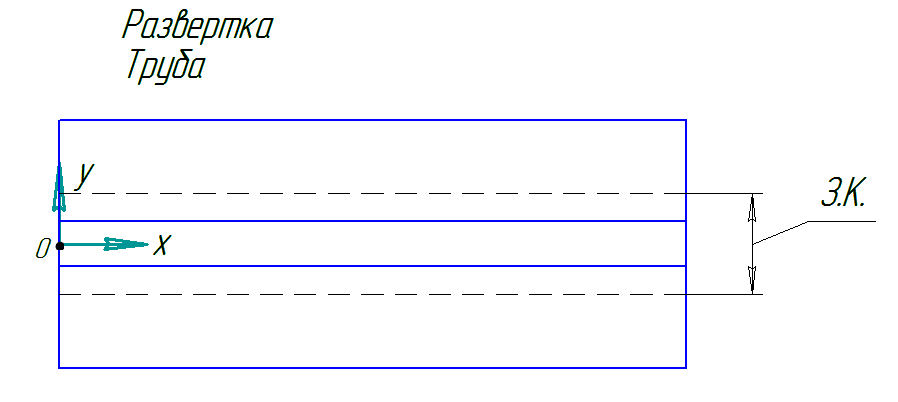 | 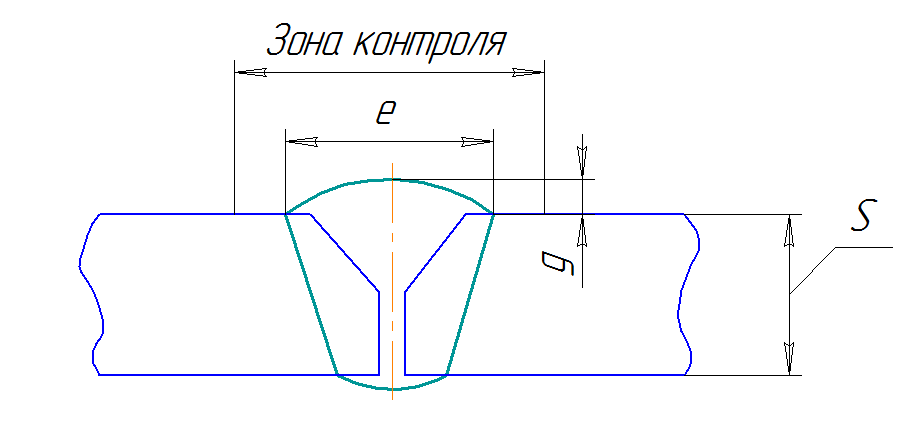 ЗОНА КОНТРОЛЯ = (11 + 5+ 5) = 21,0 | |||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 4. Средства контроля, включая параметры контроля | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| № | Наименование | Идентификационный номер | Данные о поверке | |||||||||||||||||||||||||||||||||||||||||
| 1 | Люксметр | Л001 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 2 | Набор образцов шероховатости | НОШ 002 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 3 | Комплект ВИК | КВИК 003 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 4 | Линейка металлическая | ЛМ 004 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 5 | Штангенциркуль | ШЦ 005 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 6 | Лупа общего осмотра | ЛОО 006 | срок службы (10 лет) | |||||||||||||||||||||||||||||||||||||||||
| 7 | УШС-3 | УШС 007 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 8 | Рулетка металлическая | РМ 008 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| 9 | Микрометр (Измеритель часового типа) | МКМ 009 | ежегодно | |||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 5. Условия контроля | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 1 | Способ освещения | комбинированное | ||||||||||||||||||||||||||||||||||||||||||
| 2 | Освещенность при общем осмотре | не менее 500 Лк | ||||||||||||||||||||||||||||||||||||||||||
| 3 | Освещенность при детальном осмотре | не менее 2500Лк | ||||||||||||||||||||||||||||||||||||||||||
| 4 | Максимальное расстояние до объекта контроля | 600 мм | ||||||||||||||||||||||||||||||||||||||||||
| 5 | Угол обзора (не менее к поверхности объекта контроля) | 30° | ||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 6. Последовательность операций при подготовке к контролю | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 1 | Оценить пригодность объекта и условий для проведения ВИК | |||||||||||||||||||||||||||||||||||||||||||
| 2 | При помощи люксметра измерить достигнута ли требуемая освещенность | |||||||||||||||||||||||||||||||||||||||||||
| 3 | При помощи профилометра (набора образцов шероховатости) определить шероховатость в зоне контроля | |||||||||||||||||||||||||||||||||||||||||||
| 4 | Проверить наличие поверок на средства контроля, работоспособность приборов. | |||||||||||||||||||||||||||||||||||||||||||
| 5 | Нанести на объект контроля маркировку несмываемым маркером. | |||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 7. Подробные указания по выполнению контроля | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 1 | Провести осмотр ОК не вооруженным глазом при освещенности 500Лк. | |||||||||||||||||||||||||||||||||||||||||||
| 2 | Измерить обнаруженные дефекты при помощи рулетки, штангенциркуля, УШС, при освещенности 500Лк. | |||||||||||||||||||||||||||||||||||||||||||
| 3 | Осмотреть ОК лупой просмотровой 4-7 при освещенности 700 Лк. | |||||||||||||||||||||||||||||||||||||||||||
| 4 | Измерить обнаруженные дефекты при помощи лупы просмотровой 10 при освещенности 2500Лк. | |||||||||||||||||||||||||||||||||||||||||||
| 5 | Измерить геометрические параметры сварного шва при помощи УШС-3 и штангенциркуля при освещенности 500Лк. | |||||||||||||||||||||||||||||||||||||||||||
| 6 | Составить заключение и дефектограмму по результатам контроля | |||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 8. Запись и классификация результатов контроля | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| Запись и классификация дефектов производить про ВСН 012-88 | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| 9. Оценка качества (нормы отбраковки) | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| Недопустимые отклонения (независимо от размеров), выявляемые при проведении ВИК (VT): | ||||||||||||||||||||||||||||||||||||||||||||
| выходящие на поверхность поры, трещины, прожоги, свищи, выход дуги на основной металл. | ||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| наименование отклонений | измеряемый параметр | допустимое значение | ||||||||||||||||||||||||||||||||||||||||||
| высота шва | высота | 1-3 мм | ||||||||||||||||||||||||||||||||||||||||||
| ширина шва | ширина | | ||||||||||||||||||||||||||||||||||||||||||
| подрез | глубина | 0,1S, но не более 0,5 мм., длиной до 150 мм. | ||||||||||||||||||||||||||||||||||||||||||
| величина смещения кромок | высота | 0,2S, но не более 3 мм., | ||||||||||||||||||||||||||||||||||||||||||
| чешуйчатость шва | перепад по высоте | Не более 1 мм. | ||||||||||||||||||||||||||||||||||||||||||
| трещина | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| свищ | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| прожог | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| выход дуги на основной металл | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| одиночная пора на поверхности | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| скопление пор на поверхности | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| цепочка пор на поверхности | наличие | Не допускается | ||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||
| Инструкцию разработал | _______________________________ | ______________________ | __________________________ | |||||||||||||||||||||||||||||||||||||||||
| | | | | | | | | | | | подпись | Ф.И.О. | дата | |||||||||||||||||||||||||||||||
1 2 3 4

| 3. Результаты контроля |
| В ходе проведения ВИК, обнаружены следующие дефекты: 1. На расстоянии 10 мм. от начала координат выявлен подрез, глубиной 1 мм. Протяженность подреза составила 10 мм. Дефект расположен вдоль левой кромки 2. На расстоянии 100 мм от начала координат выявлено скопление пор, вышедших на поверхность в центральной части шва. 3. На расстоянии 150 мм от начала координат выявлен перепад между бугром шва и следующей за ним впадиной. величина перепада составила 2 мм. 4. На расстоянии 255 мм. от начала координат высота шва составила 4 мм. 5. На расстоянии 300 мм от начала координат, выявлена одиночная пора, выходящая на поверхность. Диаметр поры 3 мм. |
| Заключение | ||||||||||||||||||||||||
| по результатам проведения визуального и измерительного контроля | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| Способ сварки | РД | Тип сварного соединения | стыковое | |||||||||||||||||||||
| Условное обозначение сварного соединения, согласно | ГОСТ 16037-80 | С 17 | ||||||||||||||||||||||
| Контроль выполнен | До термической обработки | |||||||||||||||||||||||
| Зона контроля | Сварной шов + ОШЗ по 5 мм. в обе стороны от шва | |||||||||||||||||||||||
| Объём контроля | 100 % | |||||||||||||||||||||||
| Состояние поверхности основного металла | Не более Rz 80 | |||||||||||||||||||||||
| 2. Нормативная документация | ||||||||||||||||||||||||
| Технология контроля | РД 03-606-03 | |||||||||||||||||||||||
| Оценка качества | ГОСТ 16037-80, ВСН 012-88 | |||||||||||||||||||||||
| Технологическая карта. | № 1 | |||||||||||||||||||||||
| 3. Средства контроля, включая параметры контроля | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| № | Наименование | Идентификационный номер | Данные о поверке | |||||||||||||||||||||
| 1 | Люксметр | | | |||||||||||||||||||||
| 2 | Набор образцов шероховатости | | | |||||||||||||||||||||
| 3 | Комплект ВИК | | | |||||||||||||||||||||
| 4 | Линейка металлическая | | | |||||||||||||||||||||
| 5 | Штангенциркуль | | | |||||||||||||||||||||
| 6 | Лупа общего осмотра | | | |||||||||||||||||||||
| 7 | УШС-3 | | | |||||||||||||||||||||
| 8 | Рулетка металлическая | | | |||||||||||||||||||||
| 9 | Микрометр (Измеритель часового типа) | | | |||||||||||||||||||||
| | ||||||||||||||||||||||||
| 5. Условия контроля | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| 1 | Способ освещения | | ||||||||||||||||||||||
| 2 | Освещенность при общем осмотре | | ||||||||||||||||||||||
| 3 | Освещенность при детальном осмотре | | ||||||||||||||||||||||
| 4 | Максимальное расстояние до объекта контроля | | ||||||||||||||||||||||
| 5 | Угол обзора (не менее к поверхности объекта контроля) | | ||||||||||||||||||||||
| | ||||||||||||||||||||||||
| 5. Результаты контроля | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| ДЕФЕКТОГРАММА | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| ЭСКИЗ (С УКАЗАНИЕМ ОБНАРУЖЕННЫХ ОТКЛОНЕНИЙ) | ||||||||||||||||||||||||
| | ||||||||||||||||||||||||
| |  | | | | ||||||||||||||||||||
| | ||||||||||||||||||||||||
| | | |||||||||||||||||||||||
| | | | | | ||||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | |||||||||||||||||||
| | | | | | | | ||||||||||||||||||
| | | | | |||||||||||||||||||||
| № п/п | Расстояние от точки отсчета | Измеряемый параметр или наименование обнаруженного отклонения | Результаты измерения | Оценка соответствия* допустим (+) / не допустим (-) | ||||||||||||||||||||
| Х, мм | У, мм | |||||||||||||||||||||||
| 1 | | | | | | |||||||||||||||||||
| 2 | | | | | | |||||||||||||||||||
| 3 | | | | | | |||||||||||||||||||
| 4 | | | | | | |||||||||||||||||||
| 5 | | | | | | |||||||||||||||||||
| | ||||||||||||||||||||||||
| Объект контроля | соответствует/не соответствует требованиям | ГОСТ 16037-80 | ||||||||||||||||||||||
| Объект контроля | соответствует/не соответствует требованиям | ВСН 012-88 | ||||||||||||||||||||||
1 2 3 4
| ОБРАЗЕЦ | ||||||||||||||||||||||
| Заключение | ||||||||||||||||||||||
| по результатам проведения визуального и измерительного контроля | ||||||||||||||||||||||
| | ||||||||||||||||||||||
| Способ сварки | РД | Тип сварного соединения | стыковое | |||||||||||||||||||
| Условное обозначение сварного соединения, согласно | ГОСТ 16037-80 | С 17 | ||||||||||||||||||||
| Контроль выполнен | До термической обработки | |||||||||||||||||||||
| Зона контроля | Сварной шов + ОШЗ по 5 мм. в обе стороны от шва | |||||||||||||||||||||
| Объём контроля | 100 % | |||||||||||||||||||||
| Состояние поверхности основного металла | Не более Rz 80 | |||||||||||||||||||||
| 2. Нормативная документация | ||||||||||||||||||||||
| Технология контроля | РД 03-606-03 | |||||||||||||||||||||
| Оценка качества | ГОСТ 16037-80, ВСН 012-88 | |||||||||||||||||||||
| Технологическая карта. | № 1 | |||||||||||||||||||||
| 3. Средства контроля, включая параметры контроля | ||||||||||||||||||||||
| | ||||||||||||||||||||||
| № | Наименование | Идентификационный номер | Данные о поверке | |||||||||||||||||||
| 1 | Люксметр | Л001 | ежегодно | |||||||||||||||||||
| 2 | Набор образцов шероховатости | НОШ 002 | ежегодно | |||||||||||||||||||
| 3 | Комплект ВИК | КВИК 003 | ежегодно | |||||||||||||||||||
| 4 | Линейка металлическая | ЛМ 004 | ежегодно | |||||||||||||||||||
| 5 | Штангенциркуль | ШЦ 005 | ежегодно | |||||||||||||||||||
| 6 | Лупа общего осмотра | ЛОО 006 | срок службы (10 лет) | |||||||||||||||||||
| 7 | УШС-3 | УШС 007 | ежегодно | |||||||||||||||||||
| 8 | Рулетка металлическая | РМ 008 | ежегодно | |||||||||||||||||||
| 9 | Микрометр (Измеритель часового типа) | МКМ 009 | ежегодно | |||||||||||||||||||
| 5. Условия контроля | ||||||||||||||||||||||
| | ||||||||||||||||||||||
| 1 | Способ освещения | комбинированное | ||||||||||||||||||||
| 2 | Освещенность при общем осмотре | не менее 500 Лк | ||||||||||||||||||||
| 3 | Освещенность при детальном осмотре | не менее 2500Лк | ||||||||||||||||||||
| 4 | Максимальное расстояние до объекта контроля | 600 мм | ||||||||||||||||||||
| 5 | Угол обзора (не менее к поверхности объекта контроля) | 30° | ||||||||||||||||||||
| 5. Результаты контроля | ||||||||||||||||||||||
| ДЕФЕКТОГРАММА | ||||||||||||||||||||||
| | ||||||||||||||||||||||
| ЭСКИЗ (С УКАЗАНИЕМ ОБНАРУЖЕННЫХ ОТКЛОНЕНИЙ) | ||||||||||||||||||||||
| | ||||||||||||||||||||||
| | | | 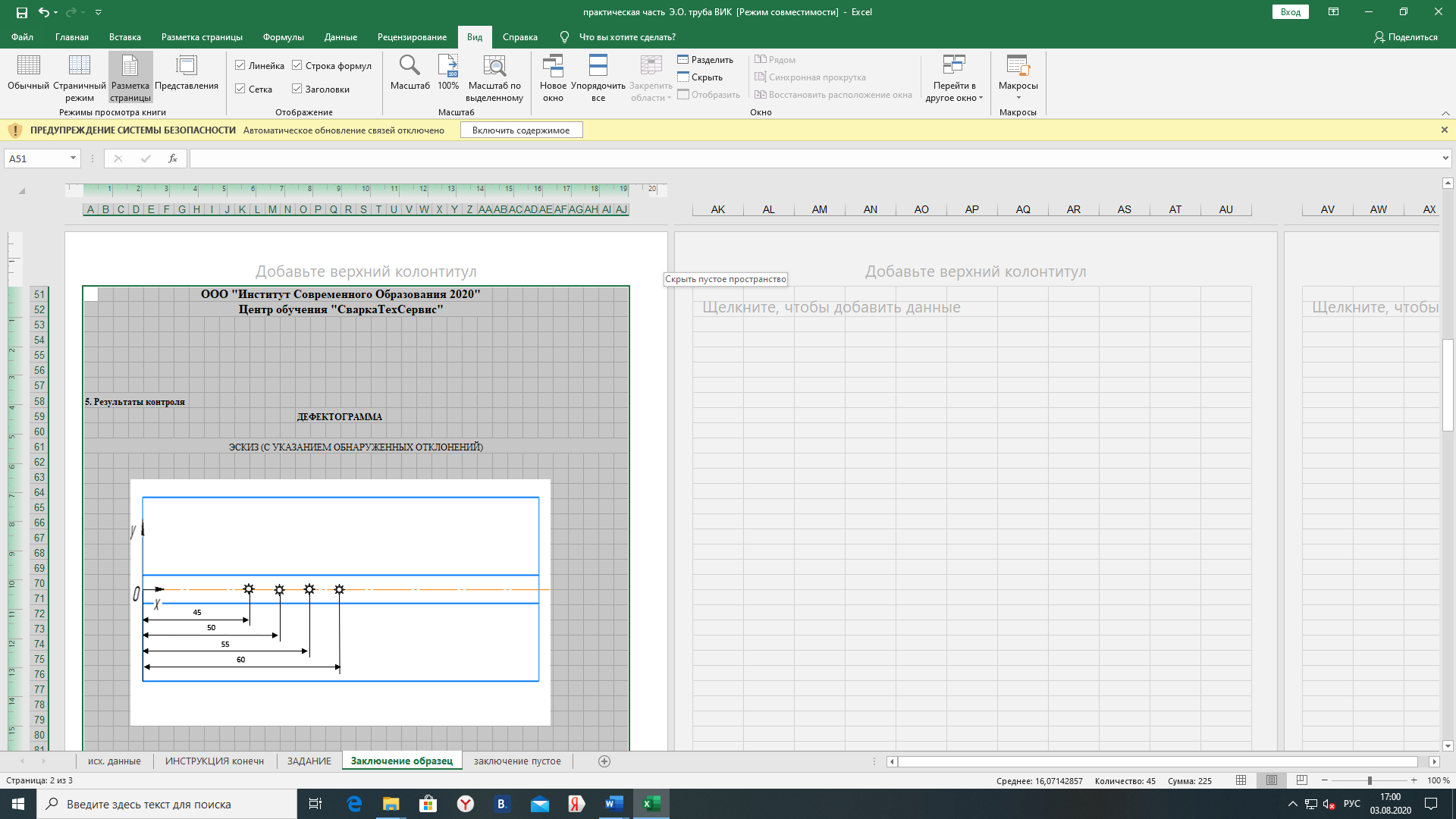 | | | | ||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | | | | | | | ||||||||||||||||
| № п/п | Расстояние от точки отсчета | Измеряемый параметр или наименование обнаруженного отклонения | Результаты измерения | Оценка соответствия* допустим (+) / не допустим (-) | ||||||||||||||||||
| Х, мм | У, мм | |||||||||||||||||||||
| 1 | 45 | 0 | Скопление пор | ø=0,5 ; L= 5 | - | |||||||||||||||||
| 2 | 50 | 0 | Несоответствие по ширине сварного шва | 10,0-16.0 | - | |||||||||||||||||
| 3 | 55 | 0 | Поры | ø= 0,5 | - | |||||||||||||||||
| 4 | 60 | 0 | Несоответствие по высоте сварного шва | 4 | - | |||||||||||||||||
| | | | | | | |||||||||||||||||
| | ||||||||||||||||||||||
| Объект контроля | Не соответствует требованиям | ГОСТ 16037-80 | ||||||||||||||||||||
| Объект контроля | Не соответствует требованиям | ВСН 012-88 | ||||||||||||||||||||