Файл: Составление конструкторскотехнологического кода детали.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.04.2024
Просмотров: 8
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Лабораторная работа № 1
Составление конструкторско-технологического кода детали
Цель работы: ознакомиться с методикой формирования конструкторско- технологического кода (КТК) детали. Сформировать КТК выданной детали «Вал шлицевой». Описать конструктивно-технологические признаки детали по выданному конструкторско-технологическому коду.
-
 Сформировать конструкторско-технологического кода детали «Вал шлицевой».
Сформировать конструкторско-технологического кода детали «Вал шлицевой».
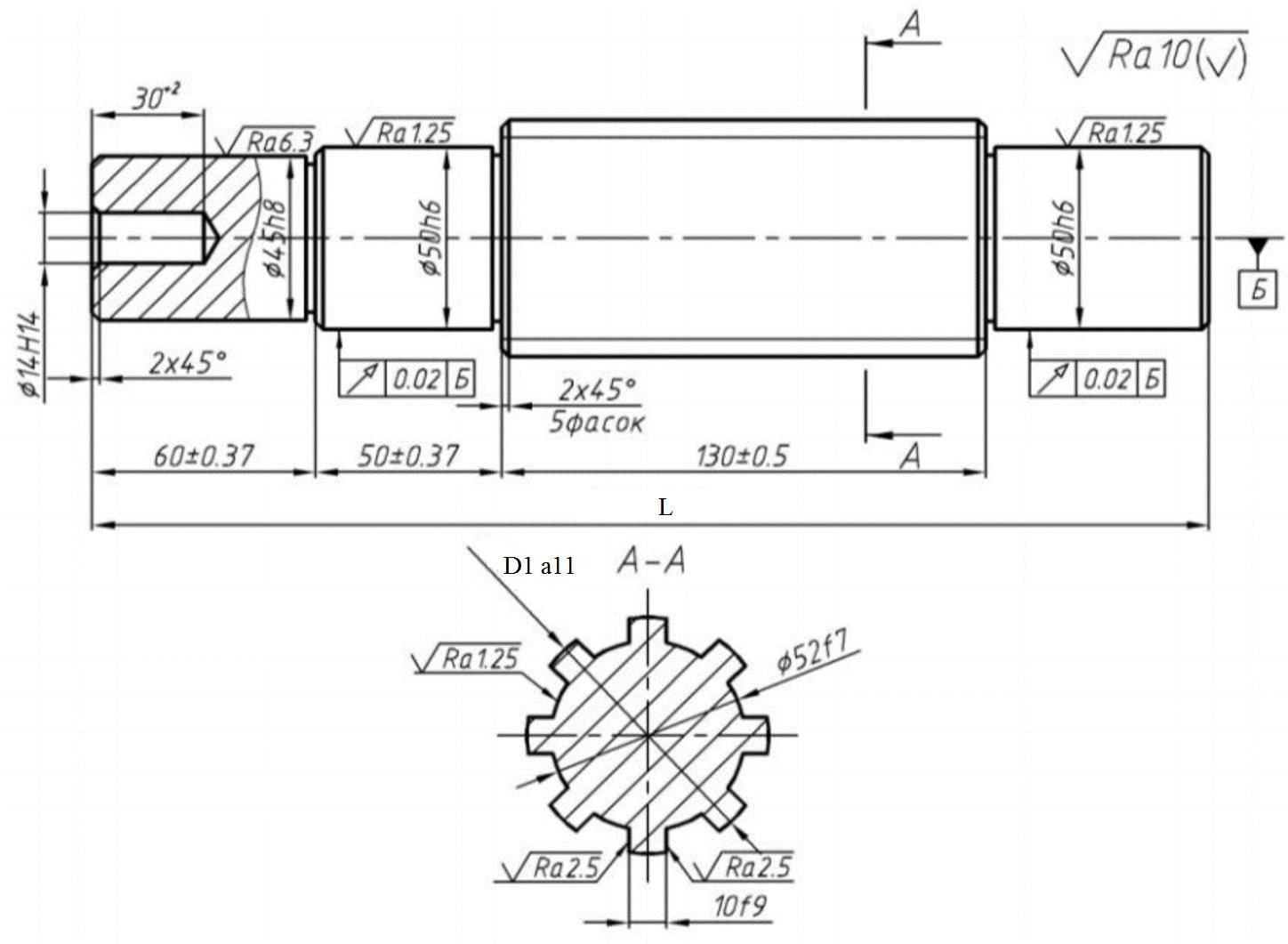
Рис. 1 – деталь «Вал шлицевой»
| № вар- та | Масса детали, кг | Материал детали | Вид заготовки | Габаритные размеры, мм | HRCэ | Наличие покрытия |
| 14 | 14 | Сталь 15ХР | Пруток | D1= 66 | 42…47 | |
| круглый | L= 297 |
Таблица 1 – Расшифровка КТК детали «Вал шлицевой»
| № знака | Признак | Содержание признака | Код признака |
| 1,2 | Класс | Вал | 71 |
| 3 | Подкласс | С наружной цилиндрической поверхностью (L свыше 2D) | 5 |
| 4 | Группа | Без закрытых уступов, ступенчатый без наружной резьбы | 4 |
| 5 | Подгруппа | С глухим центровым отверстием без резьбы | 2 |
| 6 | Вид | С шлицами на наружной поверхности , без отверстий вне оси детали | 3 |
| 7, 8, 9 | Размерная характеристика, мм | D1= 66, L= 297, Ф14 | 9И3 |
| 10,11 | Группа материала | Стали углеродистые конструкционные с предельным содержанием углерода, свыше 0,1 до 0,24 % | 02 |
| 12 | Вид детали по технологическому методу | Обрабатывание резанием | 4 |
| 13, 14 | Вид исходной заготовки | Пруток круглый некалиброванный | 31 |
| 15, 16 | Квалитет точности | 6 квалитет точности по наружной поверхности, 14 квалитет по внутренней | 41 |
| 17 | Отклонение формы и расположения поверхностей | Отклонение осей радиального биения | 8 |
| 18 | Степень точности | 6 квалитет точности (отклонение осей радиального биения 0, 02 от диаметра 50) | 4 |
| 19 | Вид дополнительной обработки | С термической обработкой до или между операциями обработки резанием при НRCэ 40 – 53,5 с покрытием | 5 |
| 20 | Характеристика массы | Масса 14 кг | Д |
2. Описать конструктивно-технологические признаки детали по конструктивно-технологическому коду.
КТК детали 753333 966 114.1942842Г
Таблица 2 – Описание конструктивно-технологических признаков детали по коду
| Признак | Код детали | Содержание признака |
| 1,2 | 75 | Тела вращения и (или) не тела вращения кулачковые, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуда, оптические, электрорадиоэлектронные,крепежные |
| 3 | 3 | С элементами тел вращения и не тел вращения; разветвленные, пружинные, ручки, рукоятки |
| 4 | 3 | Не тела вращения с элементами тел вращения |
| 5 | 3 | С параллельными основными плоскостями, с элементами тел вращения на основной плоскости |
| 6 | 3 | Ступенчатый, без отверстия |
| 7,8,9 | 966 | Ширина 220-300, мм; длина 180-300,мм; высота 140-200,мм |
| 10,11 | 11 (40) | Сталь конструкционная низколегированная |
| 12 | 4 | Обрабатывание резанием |
| 13,14 | 19 | Литье под давлением |
| 15,16 | 42(40) | Квалитет 8,7,6,5 (внутренней поверхности нет) |
| 17 | 8 (0) | Степень точности формы и расположения поверхности |
| 18 | 4 | Отклонения параллельности, перпендикулярности, наклона, торцевого биения и полного торцевого биения. |
| 19 | 2 (0) | С термической обработкой до или между операциями обработки резанием при НRCэ до 40 без покрытия |
| 20 | Г | Свыше 4,0 до 10 кг |

Рисунок 2 – Вид детали согласно кода ЕСКД
Код классификатора ЕСКД 753333 / Общероссийский классификатор изделий и конструкторских документов / Детали - тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуды, оптические, электрорадиоэлектронные, крепежные / С элементами тел вращ. и не тел вращения, разветвленные, пружинные, ручки / Не тела вращения с элементами тел вращения / С паралл. осн. плоскостями с элементами тел вращ. на осн. Плоскости с двумя и более с двух сторон / Ступенчатой без отв.
Исходя из заданного конструкторско-технологического кода данная деталь относится к телам с элементами тел вращения на параллельных основных плоскостях.
Назовем предполагаемую деталь «Плита». Данная деталь относится к корпусным деталям. Предполагаемые габаритные размеры детали: 220 х 300 х 140 мм.
Форма детали позволяет применить литье под давлением для изготовления заготовки. Только этот способ в основном применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния). В связи с этим в таблице номер знака 10-11 (сталь конструкционная низколегированная) заменим на «40» (медь, алюминий и сплавы на их основе, сплавы на основе магния). Номер знака 12 оставляем без изменений, деталь можно обработать резаньем. Изделия из сплавов цветных металлов изготавливаются без термической обработки, и идут в работу без покрытия, следовательно, в номере знака 19 изменим код на «0». Номер знака 17 отклонение формы и расположения поверхности заменим на «0», так как значения «8» по данному критерию не бывает. Номер знака 15, 16 квалитет точности заменим на «40», так как внутренних поверхностей у детали нет. Номер знака 18 степень точности оставляем также без изменений «4», так как при изготовлении детали нам будет важны перпендикулярность и торцевое биение при обработке тел вращения на параллельных основных плоскостях.
Итак, откорректированный КТК детали «Плита» выглядит как:
753333 966 404.1940040Г