Файл: Разработка технологического чертежа отливки и формы в сборе.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 112
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Практическая часть
-
Разработка технологического чертежа отливки и формы в сборе
Задание:
По варианту чертежа детали, приведенному на рис. 3, разработать чертеж отливки с модельно-литейными указаниями. Для этого нужно:
а) выбрать плоскость разъема модели и формы с указанием положения отливки в форме В (верх) и Н (низ);
б) выполнить эскиз отливки с обозначением размеров припусков, уклонов, усадки металла и стержней;
в) выполнить эскиз модели с указанием габаритных размеров; г) начертить эскиз стержневого ящика без указания размеров;
д) привести эскизы, показывающие изготовление нижней и верхней полуформ;
ж) привести эскиз собранной литейной формы в разрезе с указанием ее элементов;
е) дать краткое описание последовательных операций по изготовлению литейной формы и отливки.
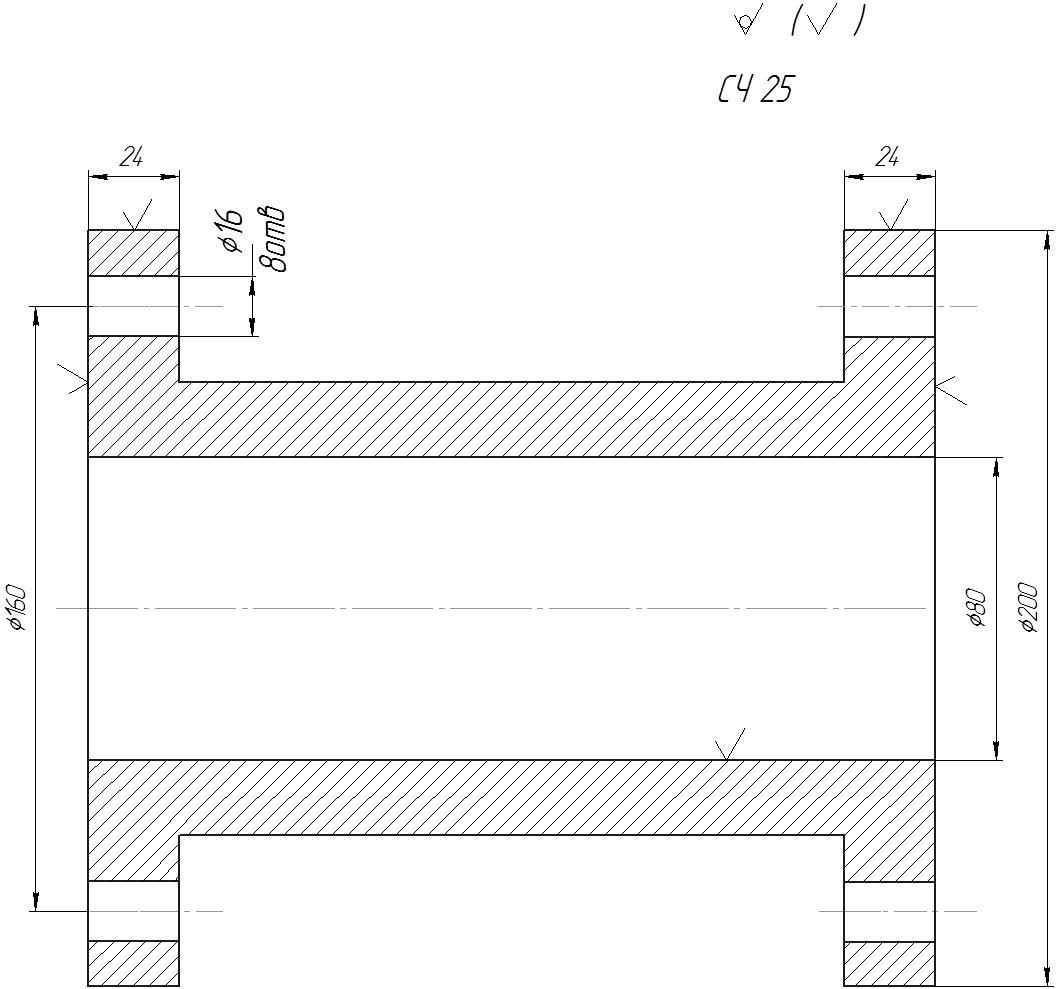
Рис. 3. Одиннадцатый вариант задания
Плоскость разъема модели и формы показывается отрезком, над которым указывается буквенное обозначение разъема РМ. Направление разъема показывается сплошной основной линией. Положение отливки в форме при заливке обозначается буквами (В) верх и (Н) низ.
Припуски на механическую обработку
обозначаются сплошными тонкими линиями, где указан знак обработки. Величины припусков определены по ГОСТ [1] и выбираются по III классу точности.
Для диаметра 80 мм: верх = 5 мм, низ = 4 мм; Для диаметра 120 мм: верх = 5 мм, низ = 4 мм; Для диаметра 200 мм: верх = 6 мм, низ = 5 мм; Для высоты 24 мм: бок = 4 мм.
Впадины и выемки, не выполняемые при литье, зачеркиваем сплошными тонкими линиями.
Контуры стержня со стержневыми знаками изображаем сплошной тонкой линией. Стержень в разрезе штрихуется только у контура. Размеры знаков стержней и зазоры между знаками стержней и модели принимаем по ГОСТ [2]:
D = 71 мм, Н = 232 мм, l = 55 мм, α = 70, β = 100.
Формовочные уклоны на вертикальных стенках обозначаются тонкими линиями и выбираются в зависимости от высоты отливки от плоскости разъема по [2]:
-
при высоте 106 мм = 0045'.
Усадка сплава (чугун СЧ25) – 1,25 %.
По чертежу отливки в модельном цехе выполняется модель. Модель имеет стержневые знаки, формовочные уклоны и радиусы закруглений в местах перехода стенок. Размеры модели выполняются с учетом размеров детали, припусков на механическую обработку, формовочных уклонов и усадки сплава.
Для изготовления стержней служат стержневые ящики.
Изготовление литейной формы.
Ручную формовку в опоках по разъемной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности:
-
Изготовление нижней полуформы.

Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъема на подмодельную плиту и устанавливают опоку. Поверхность модели и подмодельной плиты посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20 - 30 мм, уплотняют ее руками вокруг всей модели. Затем заполняют остальной объем опоки наполнительной смесью и уплотняют ее трамбовкой, сначала у стенок опоки, а затем в средней части. Излишек смеси срезают доской. В формовочной смеси на расстоянии 40 - 50 мм друг от друга и на 10 - 15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку переворачивают на 1800.
-
Изготовление верхней полуформы.
Заформованную опоку переворачивают на 1800. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъема формы посыпают тонким слоем разделительной смеси, для того чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют ее формовочными смесями так же, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу.
-
Извлечение моделей.
Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 1800 разъемом вверх. Из полуформ после легкого простукивания и раскачивания удаляют
половины моделей. Устраняют возможные дефекты формы
, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора поверхность полуформ припыливают молотым древесным углем или графитом.
-
Сборка литейной формы.
В нижнюю полуформу устанавливают стержень и накрывают ее верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнюю полуформу устанавливают груз для предотвращения ухода жидкого металла через разъем формы во время заливки. Производится заливка металла в форму до тех пор, пока он, поднимаясь снизу, не заполнит до верха выпоры.


| Перв. примен. | | | | |||||||||||||
| | ||||||||||||||||
| Справ. № | | |||||||||||||||
| | ||||||||||||||||
| Подп. и дат а | | |||||||||||||||
| Инв.№дубл. | | |||||||||||||||
| Взам.инв.№ | | |||||||||||||||
| Подп. и дат а | | |||||||||||||||
| | | | | | | |||||||||||
| | | | | | ||||||||||||
| | | | | | ||||||||||||
| | | | | | Эскиз от ливки | Лит . | Масса | Масшт аб | ||||||||
| | | №докум. | Подп. | | | | | | 1:2.5 | |||||||
| Разраб. | | | | |||||||||||||
| Инв.№подл. | | Пров. | | | | |||||||||||
| Т.конт р. | | | | | Лист ов | |||||||||||
| | | | | СЧ25 | | |||||||||||
| | | | | |||||||||||||
| Ут в. | | | | |||||||||||||
 Копировал Формат A4
Копировал Формат A4
| Перв. примен. | | | | |||||||||||||
 | ||||||||||||||||
| Справ. № | | |||||||||||||||
| | ||||||||||||||||
| Подп. и дат а | | |||||||||||||||
| Инв.№дубл. | | |||||||||||||||
| Взам.инв.№ | | |||||||||||||||
| Подп. и дат а | | |||||||||||||||
| | | | | | | |||||||||||
| | | | | | ||||||||||||
| | | | | | ||||||||||||
| | | | | | Эскиз модели | Лит . | Масса | Масшт аб | ||||||||
| | | №докум. | Подп. | | | | | | 1:2.5 | |||||||
| Разраб. | | | | |||||||||||||
| Инв.№подл. | | Пров. | | | | |||||||||||
| Т.конт р. | | | | | Лист ов | |||||||||||
| | | | | СЧ25 | | |||||||||||
| | | | | |||||||||||||
| Ут в. | | | | |||||||||||||