ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.04.2024
Просмотров: 7
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Министерство науки и высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
| | | | | |||||||||||||||||
| | Институт судостроения и морской арктической техники (Севмашвтуз) | | | | | |||||||||||||||
| | (наименование высшей школы/ филиала/ института/ колледжа) | | | | | |||||||||||||||
| | | | | | | |||||||||||||||
| | | | | | | |||||||||||||||
| ОТЧЕТ о практических занятиях | | | | | ||||||||||||||||
| | | | | | | |||||||||||||||
| | | | | | ||||||||||||||||
| По дисциплине: Линейно-угловые измерения, допуски и посадки | | | | | ||||||||||||||||
| На тему: | | | | | ||||||||||||||||
| | | | | | ||||||||||||||||
| | | | | | | |||||||||||||||
| | | Выполнил (-а) обучающийся (-аяся): | | | | | ||||||||||||||
| | | Бедрин Сергей Викторович | | | | | ||||||||||||||
| | | (ФИО) | | | | | ||||||||||||||
| | | Направление подготовки / специальность: | | | | | ||||||||||||||
| | 15.03.05 Конструкторско-технологическое обеспечение | | | | ||||||||||||||||
| | машиностроительных производств | | | | ||||||||||||||||
| | (код и наименование) | | | | ||||||||||||||||
| | Курс: 3 | | | | ||||||||||||||||
| | Группа: 523827 | | | | | |||||||||||||||
| | | | | | ||||||||||||||||
| | Руководитель: | | | | ||||||||||||||||
| | Худяков Михаил Павлович | | | | | |||||||||||||||
| | (ФИО руководителя) | | ||||||||||||||||||
| | | | | |||||||||||||||||
| Отметка о зачете | | | | | | |||||||||||||||
| | | (отметка прописью) | | (дата) | | |||||||||||||||
| Руководитель | | | | М.П. Худяков | | | | |||||||||||||
| | | (подпись руководителя) | | (инициалы, фамилия) | | | | |||||||||||||
| | | | | | | | | | | |||||||||||
| | | | | | | | | | | |||||||||||
| | | | | | | | | | | |||||||||||
| | Северодвинск 2020 | | | | | |||||||||||||||

ЛИСТ ЗАМЕЧАНИЙ


СОДЕРЖАНИ
ОТЧЕТ 1
1РАСЧЕТ КАЛИБРОВ ДЛЯ КОНТРОЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ 4
2РАСЧЕТ ПОСАДКИ С ЗАЗОРОМ 10
3РАСЧЕТ ПОСАДКИ С НАТЯГОМ 14
4РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ 16
1.1Расчет методом максимума-минимума 16
1.2Расчет теоретико-вероятностным методом 19
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 21
1 РАСЧЕТ КАЛИБРОВ ДЛЯ КОНТРОЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ 4
2 РАСЧЕТ ПОСАДКИ С ЗАЗОРОМ 10
3 РАСЧЕТ ПОСАДКИ С НАТЯГОМ 14
4 РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ 16
4.1 Расчет методом максимума-минимума 16
4.2 Расчет теоретико-вероятностным методом 19
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 21
-
РАСЧЕТ КАЛИБРОВ ДЛЯ КОНТРОЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Определить предельные и исполнительные размеры калибров для контроля отверстия Ø415Н7, вала Ø415е7 и контркалибров к ним. Построить схему расположения полей допусков деталей и калибров для их контроля.
-
Произведем расчет размеров калибра-пробки для контроля отверстия Ø415Н7.
Из таблицы 1.27 [2] выписываем предельные отклонения отверстия Ø415Н7:
ES = + 63 мкм, EI = 0 мкм.
Определяем предельные размеры отверстия:
Dmax = D+ES = 415,000 + 0,063 = 415,063 мм
Dmin = D+EI = 415,000 + 0,000 = 415,000 мм
Определим размеры проходного (ПР) и непроходного (НЕ) калибров, служащие для отсчета отклонений:
ПР = Dmin = 415,000 мм
НЕ = Dmax = 415,063 мм
Данные для расчета калибра-пробки выписываем из [1,табл.2]:
Z = 11 мкм, Y = 9 мкм, H = 15 мкм, α = 7 мкм.
Рассчитаем предельные размеры проходной стороны нового калибра:
ПРmах = Dmin+ Z+ H/2 = 415,000 + 0,011 + 0,0075 = 415,0185 мм
ПРmin = Dmin+ Z−H/2 = 415,000 + 0,011 - 0,0075 = 415,0035 мм
Исполнительный размер проходной стороны калибра, проставляемый на рабочем чертеже:
ПРисп = ПРmax–Н = 415,0185 - 0,015 мм
Рассчитаем изношенный размер калибра:
ПРизнош = Dmin−Y+ = 415,000 - 0,009 + 0,007= 414,998 мм
Рассчитаем предельные размеры непроходной стороны нового калибра:
НЕmin= Dmax−H/2 − = 415,063-0,0075-0,007 = 415,0485 мм
НЕmax= Dmax+ H/2 − = 415,063 + 0,0075-0,007 = 415,0635 мм.
Исполнительный размер непроходной стороны калибра:
НЕисп = 415,0635 - 0,015 мм.
-
Произведем расчет размеров калибра-скобы для контроля вала Ø415е7.
Из таблицы 1.30 [2] выписываем предельные отклонения вала Ø415е7:
ei = - 0,135 мм, es = - 0,198 мм.
Определяем предельные размеры вала:
dmax = d + es = 415,000 + 0,198 = 415,198 мм
dmin = d + ei = 415,000 + 0,135 = 415,135 мм
Определим размеры проходной (ПР) и непроходной (НЕ) стороны калибра-скобы, служащие для отсчета отклонений:
ПР = dmax = 415,198 мм
НЕ = dmin = 415,135 мм
Данные для расчета калибра-скобы выписываем из таблицы [1,табл.2]:
Z1 = 11 мкм, Y1 = 9 мкм, α1 = 7 мкм, Н1 = 15 мкм, Hp = 8 мкм.
Рассчитаем предельные размеры проходной стороны калибра-скобы:
ПРmax= dmax−Z1+ H1/2 = 415,198-0,011+0,0075 = 415,1945 мм
ПРmin= dmax–Z1–H1/2 = 415,198 – 0,011-0,0075 = 415,1795 мм
Исполнительный размер проходной стороны калибра:
ПРисп = 415,1795+ 0.015 мм
Изношенный размер проходной стороны калибра:
ПРизнош = dmax+ Y1–1 = 415,198 + 0,009 - 0,007 = 415,2 мм
Рассчитаем предельные размеры непроходной стороны калибра-скобы:
НЕmin= dmin+ 1–H1/2 = 415,135 + 0,007 – 0,0075 = 415,1345мм
НЕmax= dmin+1+H1/2 = 415,135 + 0,007+0,0075 = 415,1495 мм
Исполнительный размер непроходной стороны калибра:
НЕисп = 415,1495 +0,015 мм
-
Произведем расчет размеров контрольного калибра для скобы (контркалибра).
Рассчитаем предельные размеры проходной стороны калибра
К-ПРmin= dmax–Z1–Hp/2 =415,198 -0,011 – 0,004 = 415,183 мм
К-ПРmax= dmax–Z1+ Hp/2 = 415,198 – 0,011 + 0,004 = 415,191 мм
Исполнительный размер проходной стороны контр-калибра:
К-ПРисп = 415,191 – 0,008
Предельные размеры контркалибра для контроля износа:
К-Иmax= dmax+ Y1–1+ Hp/2 = 415,198 + 0,009 – 0,007 + 0,004 = 415,204 мм.
K-Иmin= dmax+ Y1–1–Hp/2 = 415,198 + 0,009 – 0,007 - 0,004 = 415,196 мм.
Исполнительный размер:
К-Иисп = 415,196 - 0,008
Предельные размеры непроходной стороны контркалибра:
К-НЕmах = dmin+ 1+ Hp/2 = 415,135 + 0,007 + 0,008/2 = 415,146 мм
К-НЕmin = dmin+ 1–Hp/2 = 415,135 + 0,007 - 0,008/2 = 415,138 мм
Исполнительный размер непроходной стороны контркалибра:
К-Иисп = 415,138 - 0,008
Строим схемы расположения полей допусков отверстия и калибра-пробки, вала и калибра - скобы и контркалибра, а также выполняем рабочий чертеж одного из калибров.
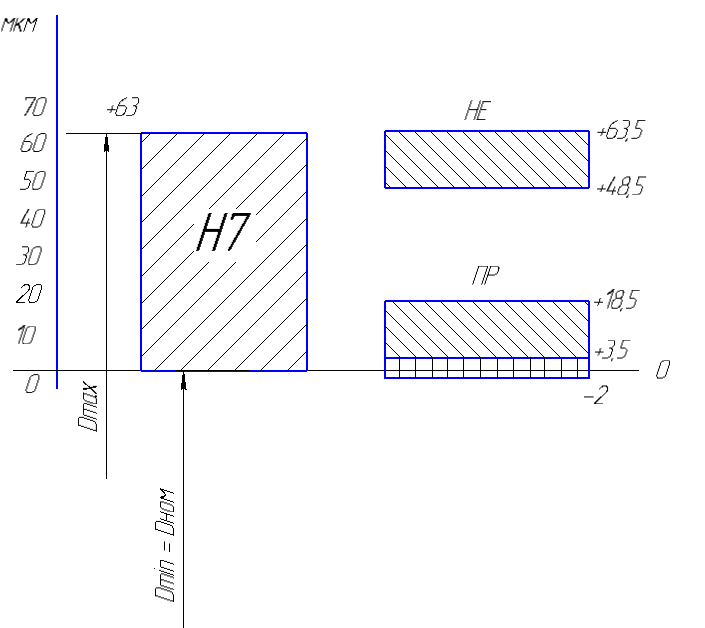
Рисунок 1.1 – Схема расположения допусков отверстия и калибра-пробки
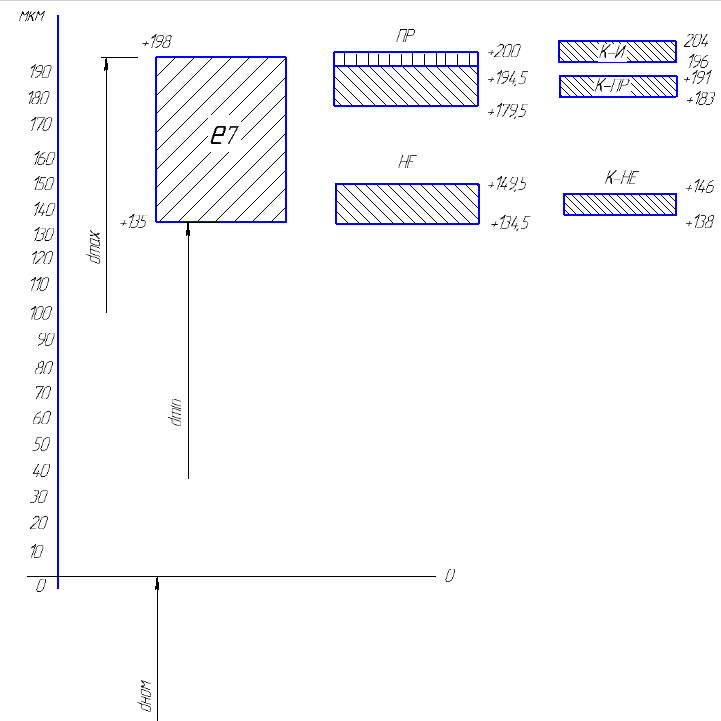
Рисунок 1.2 – Схема расположения допусков отверстия и калибра-скобы
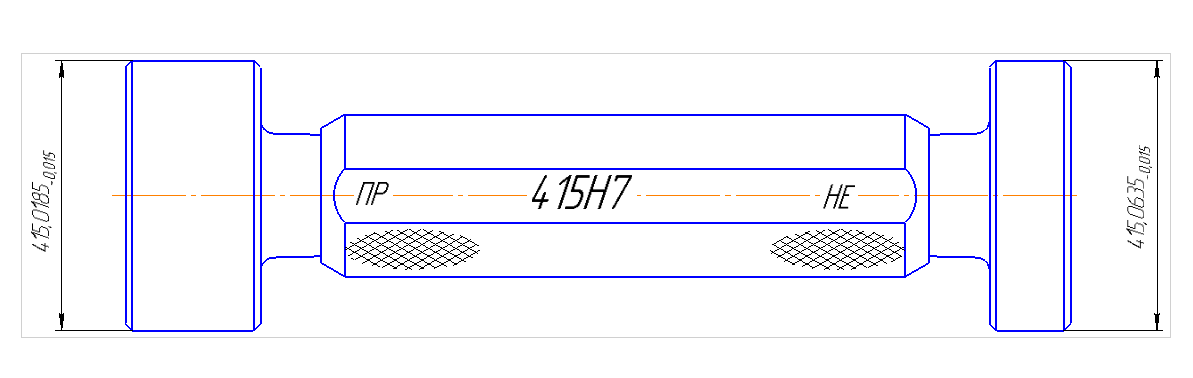
Рисунок 1.3 – Чертеж калибра-пробки
-
РАСЧЕТ ПОСАДКИ С ЗАЗОРОМ
Подобрать посадку для подшипника скольжения, работающего длительное время с постоянным числом оборотов n = 300 об/мин и радиальной нагрузкой R = 3560 кГ. Диаметр шипа (вала) d = 160 мм, длина l = 190 мм, смазка - масло индустриальное 40. Подшипник разъемный половинный (с углом охвата 180°), материал вкладыша подшипника - цинковый сплав с шероховатостью Rz1 = 1,6 мкм, материал цапфы (вала) - закаленная сталь с шероховатостью Rz2 = 3,2 мкм.
1 килограмм = 0,00980665 килоньютонов (кН)
3560 кГ = 34,91 кН
-
Находим среднее давление:
p = R/(ld) = 34910/0,19-0,16 = 1,16∙106 Н/м2
-
Находим угловую скорость вращения вала:
ω = π∙n/30 = 3,14∙300/30 = 31,4 рад/с
-
Для масла индустриального 40 по таблице 8.2 находим µ50 = 0,041Па∙с и значение степени n =2,61 из таблицы 8.3.
Принимаем для наименьшего функционального зазора SminF t = 70 °С и определяем µ1 = µ70 :
µ1 =50(50/t)n = 0,041∙(50/70)2,61= 0,017 Па∙с
-
Из таблицы 8.4 для l/d = 190/160 = 1,18 и угла охвата α = 180° находим k = 0,964 и m = 0,998. -
Определяем критическую толщину масляного слоя, принимая кж.т. = 2:
hж.т. =kж.т.(Rz1 + Rz2 + Δд) = 2∙(1,6 + 3,2 + 2) = 13,6 мкм
-
Определяем предельный минимальный функциональный зазор, подставляя в нее значения соответствующих параметров:
 =
=  = 2 мкм
= 2 мкм-
По таблице выбираем посадку по SminF = 2 мкм. Скользящих посадок выбирать не следует, т.к. они не имеют гарантированного зазора (Smin= 0 мм) и применяются главным образом для центрирования.
Ближайшей посадкой будет посадка Ø160Н7/g6 c наименьшим зазором Smin = 14мкм (таблице 1.47 [2] , предпочтительные поля допусков).
При малых зазорах могут возникнуть самовозбуждающиеся колебания в подшипнике; если χ < 0,3, создается возможность вибрации вала и, значит, неустойчивого режима работы подшипника. Таких значений χ следует избегать.
Определим значение χ для выбранной посадки. Сначала находим значение ψ:
ψ = 0,014/160 = 0,0000875
Затем находим Cr:
Cr =Р ∙ψ2/µ∙ω = (1,16∙106∙0,00008752)/(0,017∙31,4) = 0,017
Определяем χ:
χ = (Cr +k – m)/( Cr +k) = (0,017 + 0,964 - 0,998)/(0,017 + 0,964) = -0,017< 0,3
Как уже говорилось, таких посадок следует избегать.
Выбираем другую ближайшую посадку из таблицы 1.47: Ø160Н7/f7.
Для этой посадки SminF = 43 мкм.
ψ = 0,043/160 = 0,00027
Cr = (1,16∙106∙0,000272)/(0,017∙31,4) = 0,158
χ = (0,158 + 0,964 - 0,998)/(0,158 + 0,964) = 0,11
Здесь нужно учесть, что мы производим расчет для наихудшего (маловероятного) случая, когда в соединении «цапфа-вкладыш» при сборке получен минимальный зазор S

