Файл: Практическая работа 25 Способы и приёмы сборки и сварки оболочковых конструкций. Студент Бабаев А. Д. Группа 3921.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.04.2024
Просмотров: 19
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования РФ
«Автомеханический колледж».
Кафедра: «Сварочное производство»
УП 01.
Подготовка и осуществление технологических процессов изготовления сварных конструкций
Практическая работа № 25
«Способы и приёмы сборки и сварки оболочковых конструкций.»
Студент: Бабаев А.Д.
Группа: 3921
Руководитель практики: Ковалюк Г.К.
Санкт-Петербург-2021г.
Задание 25.
Способы и приёмы сборки и сварки оболочковых конструкций.
Задание:
-
Выполнить планировку цеха заготовки, сборки и сварки конструкции. -
Выбрать оборудование для участка заготовки, сборки и сварки конструкции. -
Составить маршрутную карту изготовления листовой конструкции. -
Составить ТП на узловую сборку и сварку листовой конструкции.
Конструкция изготовляется из стали марки 20ХГСА. Толщина листа – 30мм.




5
Козловой кран

Плита для сборки











Стеллаж для заготовок
4
2
1
стенд для сборки обечайки

гильотина
3

Бытовое помещение









Место загрузки
Стенд для сварки



Стенд для зачистки

склад


Где хранится: 1-днище 2-патрубок 3-лист 30мм 4-вальцовочный станок
5-сварочная колонна
1. Для рубки листа устанавливаем гидравлическую гильотину НГ32Г.01
толщиной рубки до 32 мм,
шириной до 2500 мм,
2. Для вальцовки листа устанавливаем Вальцы 4-х валковые гидравлические TRIUMPH. Серия TPR 4.
Ширина обработки: 1600 - 4100 мм,
Толщина обработки: 4 - 70 мм,
Ø верхнего валка: 140 - 540 мм,
Вес: 2000 - 55 000 кг
3. Для сборки обечаек делаем кромки после прихватки
4. Для сборки цистерны делаем прихватки
5. Для сборки и сварки конструкции выбираем 2 сварочных аппарата КЕДР MultiMIG-5000DP, Сварочная колонна BCZZ 4x4, Козловой кран кк-20-32
Max мощность 22,9 кВт
Диаметр проволоки от 0,8 до 1,6 мм
Сварочный ток min-max от 40 до 500 А
Номинальное напряжение на входе 400 В
Вес 40,3 кг
Сварочный ток max 500 А
Процент нагрузки (ПН) 100 %
Габариты 630х260х435 мм
6. Инструменты для сборки и сварки: молоток, линейка, рулетка, Шаблон сварщика, уголок проверочный, пневматическая углошлифовальная машинка Shinano SI-2600L.
7. Инструменты для зачистки: пневматическая углошлифовальная машинка
Shinano SI-2600L с механической карщеткой и набором , защитные очки.
8. Погрузоразгрузочные работы – оборудование: мостовой кран 5 т г\п 1-16 т
9. Оборудование для перемещения заготовок: несколько рохлей длинных вил NOBLELIFT, мостовой кран 5 т г\п 1-16 т
10. Расходные материалы для
-
сборки: плавящийся электрод -
сварки: плавящийся электрод -
зачистки: зачистной диск, карщетка механическая. -
Подготовка: СОЖ -
Заготовки: зачистные круги
Два куска металла соед с кромками вычислить длину круга после подогнать длину на 8500
Резак газорезательный сделать фаски на обечайках и на днищях , болтовые стяжки для обечаек
| | Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
| | | | | | | | |||||||
| | | | | Сборочные единицы | | | |||||||
| | | | | | | | |||||||
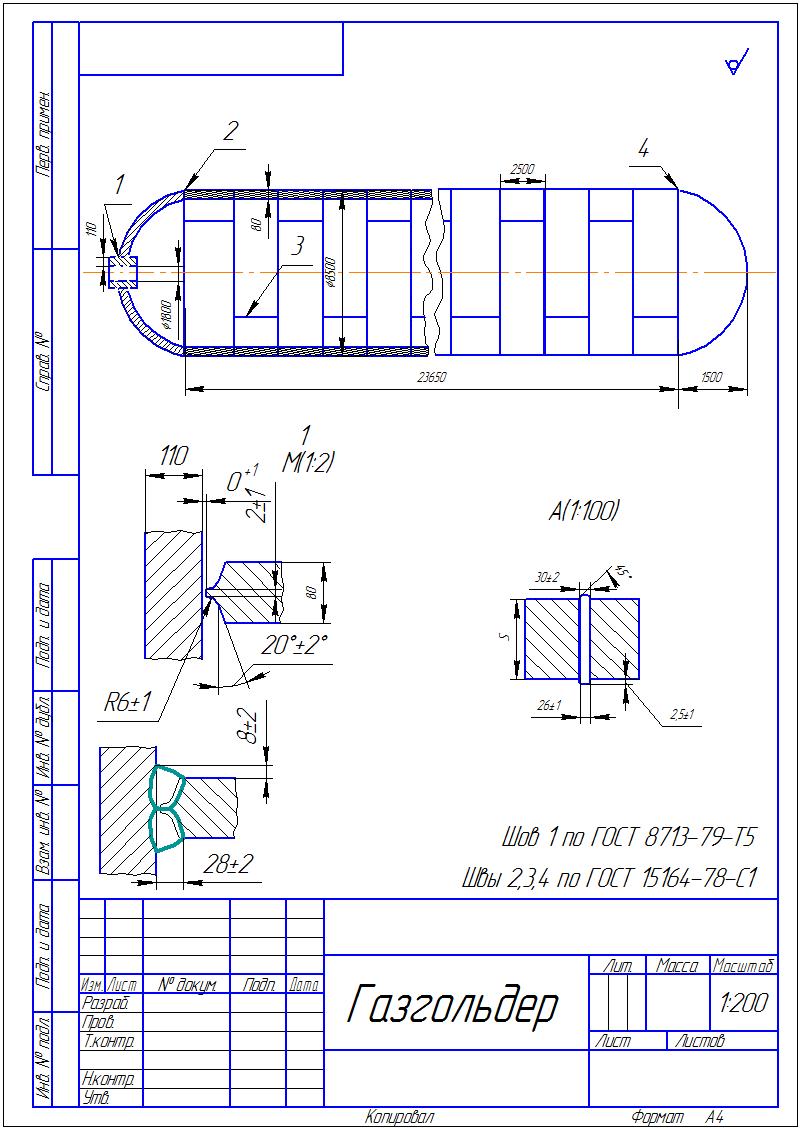
| А4 | | 1 | АБВГ.123456.000 сб | Газгольдер | 1 | | |||||||
| | | | | | | | |||||||
| | | | | Детали | | | |||||||
| | | | | | | | |||||||
| БЧ | | 1 | АБВГ.123456.001 | Обечайка | 10 | | |||||||
| А4 | | 2 | АВБГ.123456.002 | Днище | 1 | | |||||||
| А4 | | 3 | АВБГ.123456.003 | Патрубок | 1 | | |||||||
| А4 | | 4 | АВБГ.123456.004 | Днище с отверстием | 1 | | |||||||
| БЧ | | 5 | АВБГ.123456.005 | Лист L=6000х1500х30 | 20 | | |||||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| Подп. и дата | 08.08.08 | | | | | | | | |||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| Инв. № дубл | 000000 | | | | | | | | |||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| Взам. инв. № | 000000 | | | | | | | | |||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| Подп. и дата | 08.08.08 | | | | | | | | |||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| | | | | | | | |||||||
| Инв. № подл. | 000000 | | | | | | | | |||||
| | |||||||||||||
| | | | | | АБВГ.123456.789 | Лист | |||||||
| 3 | 1 | АБВГ.317 2/2-08 | | 19.11.21 | | ||||||||
| Изм. | Лист | № докум. | Подп. | Дата | |||||||||
| ГОСТ 3.1118-82 Форма 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Дубл. | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. | | | | | | | | | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||
| Подл. | | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||
| | | 2 | 1 | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Бабаев Артур Денисович | | | СПБ ГБПОУ «АМК» | 01.11.01.000 | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Проверил | Ковалюк Г.К. | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гл. технолог | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Согл. с цех. | | | | Маршрутная карта изготовления газгольдера | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Н. Контр. | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М 01 | Сталь 20ХГСА | 01.11.01.000СБ | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М 02 | Код | ЕВ | МД | ЕН | Н расх. | КИМ | Код заготовки | Профиль и размеры | КД | МЗ | | ||||||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер | Код, наименование операции | Обозначение документа | | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф | Р | УТ. | КР | КОИД | ЕН | ОП | К шт. | Т п.з. | Т шт. | | ||||||||||||||||||||||||||||||||||||||||||||||
| А 01 | 02 02-1 005 Контроль ОТК ИОТ№87 | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б 02 | Места складирования днище, днище с отверстием патрубок, листов | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 03 | 02 02-2 010 Подготовка металла ИОТ№14 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 04 | Нарубить поз.5 На гильотине | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 05 | 02 02-2 015 Зачистка ИОТ№21 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 06 | Зачистить заусенцы, грязь, окалину, ржавчину, влагу (по необходимости) на плите для сборки | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 07 | 02 02-12 040 Сборка ИОТ№16 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Собрать на прихватку поз.5 с поз.5 на плите для сборки (поз.5.1) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Подогнать поз.5.1 на размеры L=8500х2500х30 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Вальцевать поз.5.1 на 4-х валковом станке | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 08 | Собрать на прихватку поз.5.1 в поз.1 на 4-х валковом станке | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 09 | 02 02-12 045 Сварочная ИОТ№18 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 12 | Сварить поз.1 в нижнем положении предварительно убрав прихватки на 4-х валковом станке | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 13 | 02 02-12 050 Сборка ИОТ№16 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 14 | Собрать на прихватку поз.1 10 шт. на 4-х валковом станке | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 15 | Собрать на прихватку поз.2 к (обечайка) на стенде для сборки (обечайка с днищем) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 16 | Собрать на прихватку поз.4 к поз.3 на стенде для сборки ( днище с патрубком) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 17 | Собрать на прихватку (обечайка с днищем) к (днище с патрубком) на стенде для сборки (газгольдер) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 18 | 02 02-12 040 Сварочная ИОТ№18 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 19 | Сварить (обечайку) в нижнем положении с помощью сварочной колонны предварительно убрав прихватки на 4-х валковом станке | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 20 | Сварить (обечайка с днищем) в нижнем положении с помощью сварочной колонны предварительно убрав прихватки на стенде для сварки | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 21 | Сварить поз.4 к поз.3 в нижнем положении с помощью сварочной колонны предварительно убрав прихватки на стенде для сварки (днище с патрубком) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 22 | Сварить (обечайка с днищем) к (днище с патрубком) в нижнем положении с помощью сварочной колонны предварительно убрав прихватки на стенде для сварки (газгольдер) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 23 | 02 02-20 045 Зачистка ИОТ№21 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 24 | Зачистить сваренный газгольдер на стенде для зачистки | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 25 | 02 02-2 030 Рихтовка ИОТ№21 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 26 | Отрихтовать газгольдер на стенде для зачистки (при необходимости) | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 27 | 02 02-2 020 Перемещение ИОТ№21 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 28 | Переместить газгольдер на место складирования готовой продукции | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 29 | 02 02-1 040 Контроль ОТК ИОТ№87 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 30 | Место складирования готовой продукции | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 2 3
| ГОСТ 3.1118-82 Форма 1 | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Дубл. | | | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. | | | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Подл. | | | | | | | | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||
| | | 2 | 1 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Бабаев А.Д. | | | СПБ ГБПОУ «АМК» | 01.11.01.000 | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Проверил | Ковалюк. Г.К | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гл. технолог | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Согл. с цех. | | | | Газгольдер | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н. Контр. | | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М 01 | Сталь 20ХГСА | 01.11.01.000СБ | Тип 02-76ГОСТ | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М 02 | Код | ЕВ | МД | ЕН | Н расх. | КИМ | Код заготовки | Профиль и размеры | КД | МЗ | | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Опер | Код, наименование операции | Обозначение документа | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф | Р | УТ. | КР | КОИД | ЕН | ОП | К шт. | Т п.з. | Т шт. | | |||||||||||||||||||||||||||||||||||||||||||||||||||
| А 01 | 02 02-1 005 Контроль ОТК ИОТ№87 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 02 | Места складирования днище, днище с отверстием патрубок, листов | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 03 | Контроль деталей на своих местах | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 04 | Контролировать размеры всех деталей, входящих в сборку согласно требованиям чертежа. | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 03 | Рулетка ГОСТ 7502-98, уголок. | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А 04 | 02 02-2 010 Подготовка металла ИОТ№14 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б 05 | гидравлическую гильотину НГ32Г.01, Вальцы 4-х валковые гидравлические TRIUMPH. Серия TPR 4. | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 06 | Нарубить поз.5 на гидравлической гильотине | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 07 | 02 02-2 015 Зачистка ИОТ№21 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| О 08 | Зачистить заусенцы, грязь, окалину, ржавчину, влагу(по необходимости) на плите для сборки | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Т 09 | Углошлифовальная машинка ГОСТ МЭК 60745-1 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А 10 | 02 02-12 025 Сборка ИОТ№16 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Сварочный инвертор КЕДР MultiMIG-5000DP | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 11 | Собрать на прихватку поз.5 с поз.5 на плите для сборки (поз.5.1) | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 12 | Подогнать поз.5.1 на размеры L=8500х2500х30 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Вальцевать поз.5.1 на 4-х валковом станке | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Скрепить болтовыми стяжками поз. 5.1 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | Собрать на прихватку поз.5.1 в нижнем положении | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Т | Сварочный инвертор КЕДР MultiMIG-5000DP Рукавицы ГОСТ 12.4.010-75.Маска.Молоток.Зубило.Св-08Г2С- ø1мм, сила тока для сварки-250А | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 14 | 02 02-2 015 Зачистка ИОТ№21 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 15 | Зачистить заусенцы, грязь, окалину, ржавчину, влагу(по необходимости), стнед сборки | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Т 16 | Углошлифовальная машинка ГОСТ МЭК 60745-1 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 34 | 02 02-12 020 Сварочная ИОТ№18 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Б 35 | Сварочный инвертор KEMPPI Minarc MIG Evo 200 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 36 | Плита для сварки произвести сварку с помощью сварочной колонны несколько 10 шт обечайки после зачистка после отвести их на улицу на улице произвести сварку под козловым краном всех обечаек днища и днища со штуцером | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О37 | Произвести сварку деталей поз.3 и поз.6 накладывая шов в нижнем положении выдерживая катет 5мм. Произвести сварку деталей поз. 5 и поз.3,6 накладывая шов в нижнем положении выдерживая катет 5мм. Произвести сварку деталей поз.2 в сборку (площадка) накладывая шов в нижнем положении выдерживая катет 5мм. Произвести сварку деталей поз.4 на сборку(площадка) накладывая шов в нижнем положении выдерживая катет 5мм.Произвести сварку деталей поз.7 к сборке (площадка) накладывая шов в нижнем положении. Произвести сварку деталей поз.1 стороной 30 градусов к сборке (площадка) накладывая шов в нижнем положении. Произвести сварку деталей к сборке(площадка) к трубам поз.1 сборку (ступени) накладывая шов в нижнем положении. Произвести сварку деталей к сборке (трапа) на трубы поз.1,7 пятки поз.8 накладывая шов в нижнем положении выдерживая катет 5мм. | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Т 38 | Рукавицы ГОСТ 12.4.010-75. Маска .молоток. зубило. Св-08Г2С- ø1мм, сила тока для сварки-180А | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 39 | 02 02-20 020 Зачистка ИОТ№21 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 40 | Установить на стол для зачистки трап | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 41 | Отбить шлак зубилом и зачистить готовые швы углошлифовальной машинкой | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 42 | Проверить качество сварных швов визуально измерительным контролем(сварцов) | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | Т 43 | Очки защитные тип 02-76 ГОСТ 12.035-79, рукавицы виброзащитные ГОСТ 12.04.002-74 Зубило, Молоток, Углошлифовальная машинка ГОСТ МЭК 60745-1 Линейка, шаблоны сварщика | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 44 | 02 02-2 030 Рихтовка ИОТ№21 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 45 | Отрихтовать трап на плите для зачистки (при необходимости) | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 46 | 02 02-2 020 Перемещение ИОТ№21 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 47 | Кран мостовой 5т | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 48 | Переместить трап на место складирования готовой продукции | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | А 49 | 02 02-1 040 Контроль ОТК ИОТ№87 | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 50 | Проверить линейные размеры, качество сварных швов | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | О 51 | Линейка 1000мм ГОСТ427-80, шаблон сварочный | | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||