Файл: 3 расчетноэкономическая часть 1 Расчет количества оборудования и его загрузка.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.04.2024
Просмотров: 14
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

3 РАСЧЕТНО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ
3.1 Расчет количества оборудования и его загрузка
Годовая трудоёмкость работ механического участка 82 700 н-ч.
Маршрут обработки деталей «Вал» состоит из следующих операций:
005 Токарная
010 Сверлильная
015 Токарная программная
020 Токарная программная
025 Токарная
030 Протяжная
035 Зубофрезерная
040 Круглошлифовальная
045 Внутришлифовальная
050 Зубошлифовальная
Трудоемкость работ на участке состоит из операций, в процентах:
Фрезерно-центровальная - 4%
Токарная - 30%
Сверлильная - 9%
Расточная - 6%
Фрезерная - 22%
Зуборезная - 8%
Протяжная - 4%
Шлифовальная - 13%
Прочие операции - 4%
Трудоёмкость работ Т по операциям в н-ч.:
Тфрез.центр.= 82700 ∙ 0,04= 3308
Тток. = 82700 ∙ 0,3= 24810
Тсв = 82700 ∙ 0,09= 7443
Траст. = 82700 ∙ 0,06= 4962
Тфрез.= 82700 ∙ 0,22= 18194
Тзуб. = 82700 ∙ 0,08= 6616
Тпрот.= 82700 ∙ 0,05 =3308
Тшлиф.= 82700 ∙ 0,13 =10751
Тпроч. = 82700 ∙ 0,04= 3308
Итого: Тгод.= 82700 н.- час.
Рассчитывается количество оборудования по формуле ( )
где
Т – трудоёмкость работ по операциям, н-ч.;
Fд.о – действительный годовой фонд работы оборудования, ч;
Принимается:
Срфрез.чентр. =
Срток.=
Срсвнрл.=
Ср раст =
Ср фрез. =
Ср зуб. =
Ср прот =
Сршлиф. =
Српроч =
Определяется коэффициент загрузки оборудования, по формуле ( )
Кз=
где
Кз- коэффициент загрузки оборудования;
Спр – принятое количество оборудования.
Кз фрез.центр=
Кз ток =
Кз сверл=
Кз раст=
Кз фрез=
Кз зуб=
Кз прот=
Кз шлиф=
Кз проч=
Таблица - Расчёт коэффициентов загрузки оборудования
| Наименование операции | Расчетное количество оборудования, ед. | Принятое количество оборудования, ед. | Коэффициент загрузки оборудования |
| 0,81 | 1 | 0,81 |
| 6,11 | 7 | 0,87 |
| 1,83 | 2 | 0,92 |
| 1,22 | 2 | 0,61 |
| 4,48 | 5 | 0,9 |
| 1,63 | 2 | 0,82 |
| 0,98 | 1 | 0,98 |
| 2,65 | 3 | 0,88 |
| 9. Отрезная | 0,81 | 1 | 0,81 |
| Итого | 20,52 | 24 | 0,85 |
Рассчитывается средний коэффициент загрузки по формуле ( )
Кз ср. =
Кз ср. =
Построим график загрузки оборудования. (Рисунок )
Таблица - Характеристика оборудования

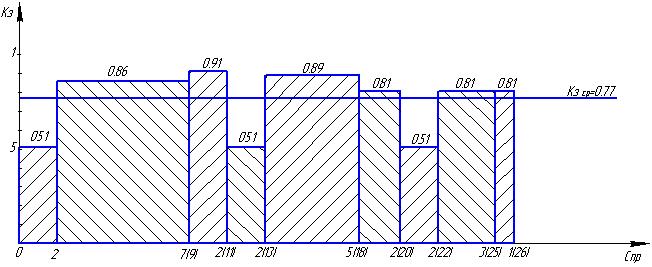
Рис. 8- График загрузки оборудования,
3.2 Расчёт площади участка и планировка оборудования
Общая площадь участка рассчитывается по формуле :
Ру=Рпр+Рвсп,
где
Рпр- производственная площадь, м
Рвсп.- вспомогательная площадь, м
Рпр=(а×в+Рдоп)×Спр,
где
а и в - габаритные размеры оборудования, м
Рдоп. - дополнительная площадь на проходы, 10 м
Спр - принятое количество оборудования данной модели (Таблица )
Общая производственная площадь (Таблица ):
Рпр.общ= ∑Рпр
Вспомогательная площадь включает:
1) Склад заготовок и готовых деталей составляет 15% от общей производственной площади:
507,43×0,15=76,11 м
2) Инструментально- раздаточная кладовая, 0.65 м
24×0,65=15,6 м
3) Служебное помещение - 12 м
Таблица - Расчет производственной площади
-
Наименование оборудования
Модель
Принятое количество, ед.
Габаритные размеры станка, мм
Дополнительная площадь, мм2
Производственная площадь, м2
длина
ширина
одного станка
всех станков
одного станка
всех станков
Фрезерно-центровальный
МР-76М
1
3140
1630
15
15
20,12
20,12
Токарно-винторезный
16К20
3
3200
1190
15
45
18,81
56,42
Токарный с ЧПУ
16К20Т1
3
3700
1770
15
45
21,55
64,65
Токарно-винторезный
16К40П
1
4655
1880
15
15
23,75
23,75
Радиально-сверлильный
2М57
1
3500
1630
15
15
20,71
20,71
Вертикально-сверлильный с ЧПУ
2Р135Ф2-1
1
1800
2170
15
15
18,91
18,91
Горизонтально-расточной
2622ВФ1
2
5700
3650
15
30
35,81
71,61
Шпоночно-фрезерный
6Д92
1
1995
1115
10
10
12,22
12,22
Горизонтально-фрезерный
6Р80
2
1525
1875
10
20
12,86
25,72
Вертикально-фрезерный
6Р13
2
2560
2260
10
20
15,79
31,57
Зубофрезерный
5К324А
1
2500
1440
10
10
13,60
13,60
Зубодолбежный
5М150
1
4200
1800
15
15
22,56
22,56
Горизонтально-протяжной
7Б55
1
7200
2135
15
15
30,37
30,37
Круглошлифовальный
3М151Ф2
2
5400
2400
15
30
27,96
55,92
Зубошлифовальный
5В835
1
2830
2210
10
10
16,25
16,25
Отрезной
8Б642
1
3545
2270
15
15
23,05
23,05
Итого
24
507,43
4) Контрольное отделение 5% от общей производственной площади:
507,43×0.05=25,37 м
Общая вспомогательная площадь:
Рвсп=76,11+15,6+12+25,37=129,08 м
Py= 507,43+129,08=636,51 м
В- ширина здания. По нормативам составляет 18 или 24 м.
Принимаем 18 м.
Расчётная длина участка Lпp определятся по формуле 4.5:
Lпр=
Lпр=
Принятая длина Lпp должна быть кратна шагу колонн. Шаг колонн- 6 м.
Принимаем длину участка Lпp =36 м.
Н- высота участка. По нормативам составляет 9-12 м. Принимаем 10 м
Объём здания рассчитывается по формуле 4.6:
V=H×B×Lпp (4.6)
V=18×36×10=6480 м3
Стоимость 1м
Стоимость здания:
Ссд= V×10000, руб. (4.7)
Ссд=6480×10000=64800000 руб.
4.3 Расчет численности работающих
На участке работает персонал следующих категорий:
-
основные рабочие
-
вспомогательные рабочие
-
инженерно-технические работники - ИТР
-
младший обслуживающий персонал – МОП
Численность основных рабочих участка определяется по формуле 4.8:
Кр=
где
Fg - действительный фонд времени одного работающего, 1850 ч./год
Кв.н = 1,1 – коэффициент выполнения нормы.
Кр фрез центр =
Кр ток =
Кр сверл =
Кр раст =
Кр фрез =
Кр зуб =
Кр прот =
Кр шлиф =
Кр отрез =
Общая численность основных производственных рабочих:
Кробщ = 46 чел.
Численность вспомогательных рабочих принимаем 20% от общей численности основных рабочих:
Кр всп= 46×0,2=9.2 = 10 чел
К вспомогательным рабочим относятся:
Наладчик - 3чел
Слесарь по ремонту оборудования - 4 чел
Крановщик - 1 чел
Контролёр - 2 чел
Численность ИТР принимается в зависимости от количества смен, принимаем 2 мастера.
Численность МОП составляет 2% от общей численности рабочих:
Кр моп=2×(46+10)/100=1.16=2 чел.
Таблица 4.3 - Распределение рабочих по разрядам и сменам
| Специальность | Числен- ность, чел. | По разрядам | По сменам | Средний тарифн. разряд | Средн. тар. коэф. | ||||||
| І 1 | ІІ 1.09 | ІІІ 1.21 | ІV 1.32 | V 1.5 | VІ 1.72 | І | ІІ | ||||
| 1 Основные рабочие 1.1 Центровщик 1.2 Токарь 1.3 Сверловщик 1.4 Расточник 1.5 Фрезеровщик 1.6 Зуборезчик 1.7 Протяжник 1.8 Шлифовщик 1.9 Резчик метал. | 3 13 4 3 10 4 3 6 2 | | 1 1 1 | 1 6 3 1 5 1 2 1 | 1 4 1 1 3 2 1 3 | 1 1 1 1 1 | 1 1 | 1 7 2 2 5 2 2 3 1 | 1 6 2 1 5 2 1 3 1 | 3.5 3.62 3.25 4,0 3.4 4.75 3.5 3.83 2.5 | 1.27 1.30 1.24 1.34 1.26 1.47 1.27 1.31 1.15 |
| Итого | 46 | | 3 | 20 | 16 | 5 | 2 | 25 | 21 | 3.63 | 1.32 |
| 2.Вспомогатель-ные рабочие 2.1 Наладчик 2.2 Слесарь 2.3 Крановщик 2.3 Контролёр | 3 4 1 2 | | | 1 | 1 1 1 1 | 1 1 1 | 1 1 | 2 2 1 1 | 1 2 1 | 5,0 4.5 4.0 4.5 | 1.51 1.44 1.32 1.41 |
| Итого | 10 | | | 1 | 4 | 3 | 2 | 6 | 4 | 4.5 | 1.42 |
| Всего по участку | 58 | | 3 | 22 | 22 | 7 | 4 | 32 | 26 | 3.68 | 1.31 |
Таблица 4.4 - Структурный состав работников
| Категория работников | Численность, чел. | По сменам | В процентах к общей численности, % | |
| 1 | 2 | |||
| 1. Основные рабочие | 46 | 25 | 21 | 77.42 |
| 2. Вспомогательные рабочие | 10 | 6 | 4 | 16.12 |
| 3. ИТР | 2 | 1 | 1 | 3.23 |
| 4. МОП | 2 | 1 | 1 | 3.23 |
| Всего | 60 | 33 | 27 | 100 |
4.4 Организация рабочего места и многостаночное обслуживание
Организация рабочего места – это система мероприятий по созданию на рабочем месте необходимых условий для достижения высокопроизводительного труда при минимальной утомляемости и наиболее полном использовании
технических возможностей оборудования.
Рабочее место – это первичное звено производственной структуры предприятия, которое представляет собой часть производственной площади, где рабочий или группа рабочих выполняют отдельную операцию по изготовлению
продукции или обслуживанию процесса производства, используя
соответствующее оборудование и технологическую оснастку. Характер и
особенности организации рабочих мест оказывают влияние на вид производственной структуры.
Рабочее место может быть простым (один рабочий обслуживает одну единицу оборудования), многостаночным (один рабочий обслуживает несколько единиц оборудования), комплексным (группа рабочих обслуживает один агрегат).
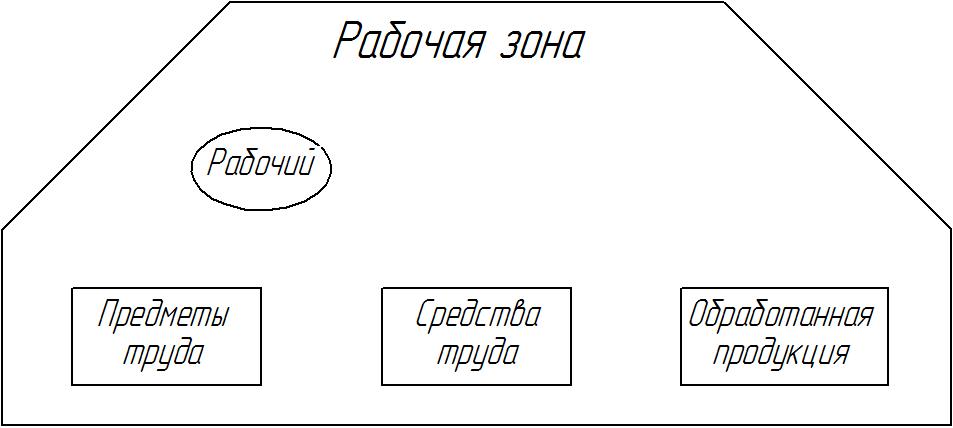
Рисунок 4.4 – Схема организации рабочего места
На проектируемом участке многостаночное обслуживание не применяется.
4.5 Организация вспомогательного хозяйства
Вспомогательное хозяйство механического участка включает:
-
Инструментальное; -
Транспортное; -
Ремонтное; -
Энергетическое; -
Складское; -
Технический контроль.
Инструментальное хозяйство предприятия представляет собой совокупность отделов и цехов, занятых проектированием, приобретением, изготовлением, ремонтом и восстановлением технологической оснастки, а также ее учетом, хранением и выдачей в цехи и на рабочие места.
Назначение инструментального хозяйства предприятия – своевременное и в полном объеме удовлетворение потребностей производственных подразделений предприятия в технологической оснастке с минимальными затратами.
Инструментальное хозяйство машиностроительного предприятия включает ряд общезаводских и цеховых подразделений, которые под руководством инструментального отдела (управления) осуществляют закупки, проектирование
и изготовление, хранение, доставку, эксплуатацию, восстановление и утилизацию оснастки.