Файл: Свердловской области гапоу со каменскуральский радиотехнический техникум.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.05.2024
Просмотров: 24
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Статистическое наблюдение должно выполняться с учетом некоторых важных требований:
Оно должно полностью охватывать изучаемые явления;
Получаемые данные должны быть точными и достоверными;
Получаемые данные должны быть однообразными и легко сопоставимыми.
Также статистическое наблюдение может иметь две формы:
Отчетность – это такая форма статистического наблюдения, где информация поступает в конкретные статистические подразделения организаций, учреждений или предприятий. В этом случае данные вносятся в специальные отчеты.
Специально организованное наблюдение – наблюдение, которое организуется с определенной целью, чтобы получить сведения, которых не имеется в отчетах, или же для уточнения и установления достоверности информации отчетов. К этой форме относятся опросы (например, опросы мнений людей), перепись населения и т.п.
Кроме того, статистическое наблюдение может быть категорировано на основе двух признаков: либо на основе характера регистрации данных, либо на основе охвата единиц наблюдения. К первой категории относятся опросы, документирование и прямое наблюдение, а ко второй – наблюдение сплошное и не сплошное, т.е. выборочное.
Для получения данных при помощи статистического наблюдения можно применять такие способы как анкетирование, корреспондентская деятельность, само исчисление (когда наблюдаемые, например, сами заполняют соответствующие документы), экспедиции и составление отчетов.
Сводка и группировка материалов статистического наблюдения
Говоря о втором методе, в первую очередь следует сказать о сводке. Сводка представляет собой процесс обработки определенных единичных фактов, которые образуют общую совокупность данных, собранных при наблюдении. Если сводка проводится грамотно, огромное количество единичных данных об отдельных объектах наблюдения может превратиться в целый комплекс статистических таблиц и результатов. Также такое исследование способствует определению общих черт и закономерностей исследуемых явлений.
С учетом показателей точности и глубины изучения можно выделить простую и сложную сводку, но любая из них должна основываться на конкретных этапах:
Выбирается группированный признак;
Определяется порядок формирования групп;
Разрабатывается система показателей, позволяющих охарактеризовать группу и объект или явление в целом;
Разрабатываются макеты таблиц, где будут представлены результаты сводки.
Важно заметить, что есть и разные формы сводки:
Централизованная сводка, требующая передачи полученного первичного материала в вышестоящий центр для последующей обработки;
Децентрализованная сводка, где изучение данных происходит на нескольких ступенях по восходящей.
Выполняться же сводка может при помощи специализированного оборудования, например, с использованием компьютерного ПО или вручную.
Что же касается группировки, то этот процесс отличается разделением исследуемых данных на группы по признакам. Особенности поставленных статистическим анализом задач влияют на то, какой именно будет группировка: типологической, структурной или аналитической. Именно поэтому для сводки и группировки либо прибегают к услугам узкопрофильных специалистов, либо применяют конкретные техники мышления.
Контрольный листок— это форма для систематического сбора данных и автоматического их упорядочения с целью облегчения дальнейшего использования собранной информации.
Контрольный листок— это бумажный бланк, на котором заранее напечатаны названия и диапазоны контролируемых показателей, с тем, чтобы можно было легко и точно записать данные измерений и упорядочить их для дальнейшего использования. Этот инструмент (контрольный листок) служит средством для сбора и упорядочения первичных данных. Он используется для получения ответа на вопрос «Как часто встречаются изучаемые события?».
Применяются следующие виды контрольных листков:
-
контрольный листок для регистрации измеряемого параметра в ходе производственного процесса; -
контрольный листок для регистрации видов несоответствий (дефектов); -
контрольный листок для оценки воспроизводи мости и работоспособности технологического процесса и т. п.
Форма контрольного листка разрабатывается в соответствии с конкретной ситуацией. В любом случае в нем указываются:
-
объект изучения (например, наименование и/или чертеж изделия или детали); -
таблица регистрации данных о контролируемом параметре (например, линейный размер изделия или детали); -
место контроля (цех, участок); -
должность и фамилия работника, регистрирующего данные; -
дата сбора данных; -
продолжительность наблюдения и наименование контрольного прибора (если он применяется в ходе наблюдения).
В регистрационной таблице в соответствующей графе проставляются точки, черточки, крестики и другие условные знаки, соответствующие количеству наблюдаемых событий.

Инструменты контроля качества
Для анализа результатов контроля качества широкое распространение получили методы статистического контроля качества, которые представляют записи статистических данных о процессах изготовления продукции или предоставления услуг. Наиболее известные из них «семь инструментов контроля качества», которые сначала широко применялись в кружках качества в Японии, а затем, благодаря своей эффективности и доступности для рядовых работников, распространились и по другим странам.
В состав этих инструментов входят:
Контрольные листы (или сбор данных);
Диаграмма Парето;
Гистограмма;
Диаграмма разброса;
Контрольные графики;
Диаграмма стратификации (метод расслоения);
Причинно-следственная диаграмма (диаграмма Исаковы, «рыбий скелет»).
Содержание этих методов заключается в следующем:
Контрольные листы (или сбор данных) - специальные бланки для сбора данных. Они облегчают процесс сбора, способствуют точности сбора данных и автоматически приводят к некоторым выводам, что очень удобно для быстрого анализа. Результаты легко преобразуются в гистограмму или диаграмму Парето. Форма контрольного листа может быть разной, в зависимости от его назначения (см.Рис.6).
Диаграммы Парето - относятся к столбовым (линейным) диаграммам, изображающим сравнительную важность проблем.
-
ПРАКТИЧЕСКАЯ ЧАСТЬ-
Проектирование специального средства измерения для контроля заданной детали
-
Разрабатываем калибр для контроля глубины 19 , это глубина отверстия диаметра 24H7 мм. (рисунок 1) Разработку ведём по ГОСТ 2534-77.
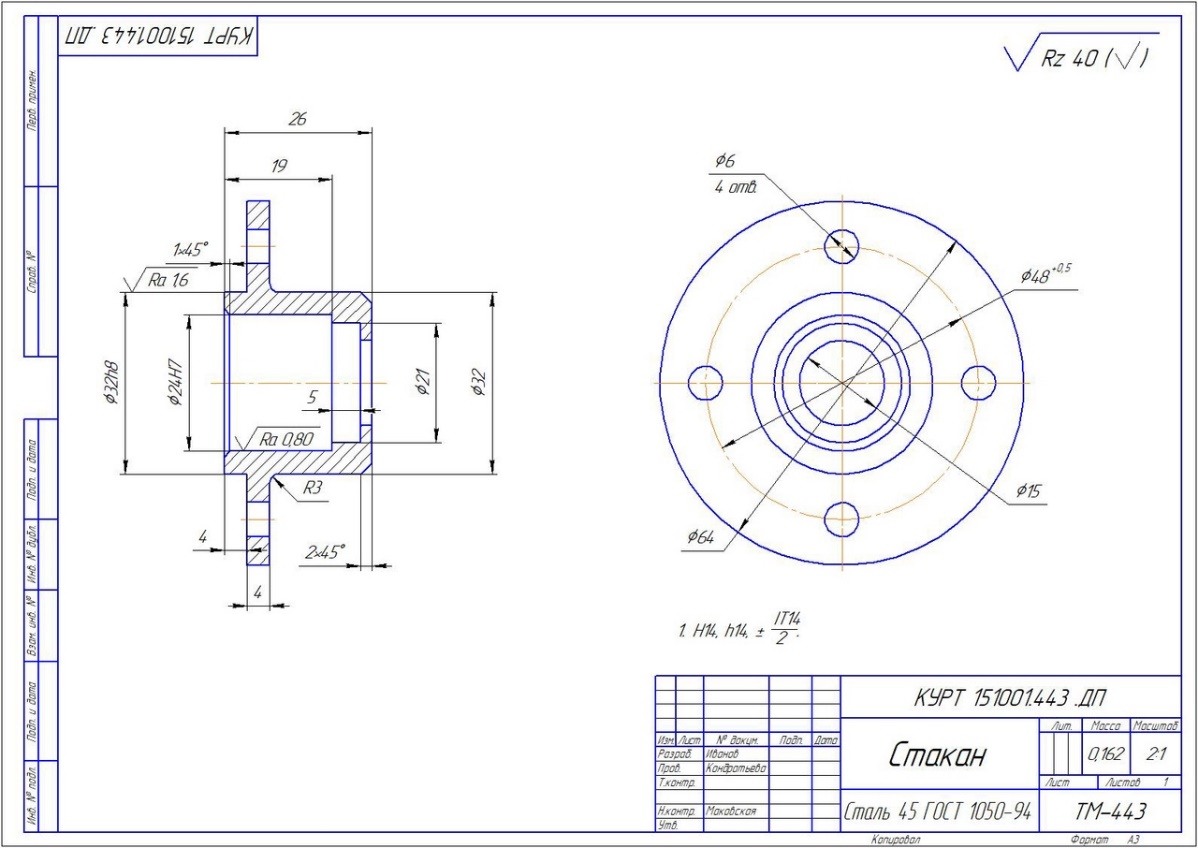
Рисунок 1-Чертёж детали
1.Применяем тип калибра, чертёж 3. Схема измерения 1.(рисунок 2)

Рисунок 2-Схема измерения
Обозначения на черт. 3:
- А измерительные плоскости;
- В направляющие плоскости.
2.Предельные отклонения и допуски на изготовлении принимаем по таблице 4 (схема 1) (квалитет 19JS14).
3. Отклонение размеров изделия 19JS14:
Верхние + 0,021 мм,
Нижние - 0 мм.
(определяем по таблице. ГОСТ 25347-2013)
Наибольший предельный размер изделия (Б) 24+0,021
Наименьший предельный размер изделия (М) 24-0
Б наибольшее =24+0,021 =24,021 мм.
Б наименьшее = 24-0 = 24 мм.
Наибольший размер изношенной стороны Б. при полном износе.
24,021-0,046 = 23,975
М наибольшее = 24+0,046 = 24,046 мм.
М наименьшее = 24+0,025 = 24,025 мм
Допуск изготовления: 0,021
Предельное отклонение стороны БМКП
Нового калибра
Верхнее: 0
Нижнее: -0,021
Изготовленного калибра: -0,046
Предельные отклонения стороны М. мкм
Нового калибра
Верхнее: +0,046
Нижнее: +0,025
Изготовленного калибра: 0
Не указанные предельные отклонения:
H14;h14; IT14/2
2.маркировать 19JS14
3. размер сторон при полном износе Max:
М=24,046
Б= 24,021
4. Размеры сторон калибров должны проверятся измерительными приборами в процессе эксплуатации.
Глубины и высоты уступов с размерами 1 - 500 мм и допусками 11-17 квалитетов контролируют предельными калибрами, предельные отклонения которых предусмотрены по ГОСТ 25344 - 77.
Калибры предельные для глубин и высот уступов конструктивно представляют собой ступенчатые пластины различной формой.
Сторону рабочего калибра для наибольшего предельного размера обозначают буквой Б, сторону наименьшего предельного размера - буквой М.
- Проходная сторона калибра должна входить в отверстие только под действием собственного веса.
- Запрещено применять силу при измерении деталей.
-Перед проверкой деталь необходимо очистить от грязи и следов обработки.
-В ходе проверки нельзя вращать калибр относительно детали.
Проводить проверку можно только при комнатной температуре.
-Необходимо соблюдать периодичность проверок и заносить результаты в документы.
-Каждый калибр должен храниться надлежащим образом (не соприкасаться с другими деталями и инструментами и не подвергаться внешним воздействиям).
Процесс измерения разработанным калибром.
Калибр накладывается внутренней поверхностью на торец детали со стороны резьбовой поверхности, а стороны «Б» и «М» направлены к бурту детали диаметром 53 мм. При наложении калибра на контролируемую поверхность сторона с маркировкой «Б» не должна проходить, а между стороной «М» и торцом шейки со стороны резьбовой поверхности должен оставаться небольшой зазор, либо отсутствие зазора (рисунок 2). В этом случае размер считается выполненным в рамках требуемых допусков
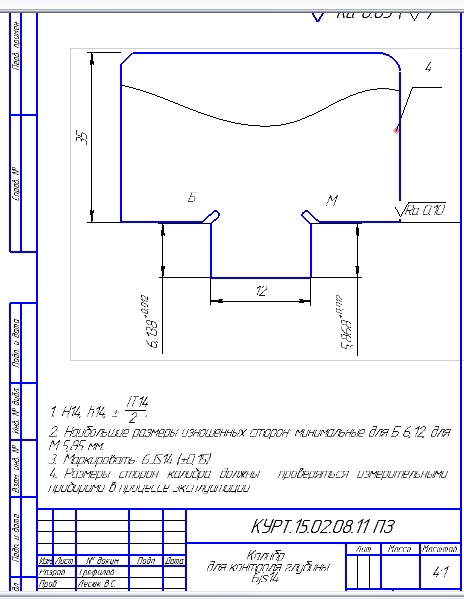
Чертёж разработанного калибра.
2.2 Анализ стабильности технологического процесса изготовления партии деталей статистическим методом
По результатам измерения были собраны 25 данных контролируемого размера диаметра 24H7 (таблица 1)
Верхнее предельное отклонение по ГОСТ 25347-2013 (+0,021), нижнее предельное отклонение 0 мм. Тогда контрольные границы:
Min=24-0=24 мм
Max=24+0,021=24,021 мм
Таблица 1- Результаты измерения
| 24,021 | 24,002 | 24,008 | 24,018 |
| 24,022 | 24,002 | 24,009 | 24,019 |
| 24,011 | 24,003 | 24,013 | 24,020 |
| 24,023 | 24,004 | 24,014 | 24,021 |
| 24,010 | 24,005 | 24,015 | 24,023 |
| 24,011 | 24,006 | 24,016 | |
| 24,012 | 24,007 | | |
Определяем минимальный и максимальный размеры в выборке, рассчитываем размах выборки.
A min= 24,002 мм V=24,022-24,001=0,021 мм
A max= 24,023 мм
Применимое кол-во интервалов: к= 7
Рассчитываем величину увеличения интервалов:
V/k= 0,021 : 7 = 0,003
Рассчитываем середину интервала и частоту попадания в каждый интервал (таблица 2)
Таблица 2- Промежуточные расчёты
| № | Диапазон | Середина интервала | Частота m |
| 1 | 24,002-24,005 | 24,0035 | 5 |
| 2 | 24,005-24,008 | 24,0065 | 3 |
| 3 | 24,008-24,011 | 24,0095 | 5 |
| 4 | 24,011-24,014 | 24,0113 | 2 |
| 5 | 24,014-24,017 | 24,0155 | 3 |
| 6 | 24,017-24,020 | 24,0185 | 3 |
| 7 | 24,020-24,023 | 24,0215 | 4 |
| ИТОГО: | 25 | ||