Файл: Содержание Введение 3 Монтаж и пайка полупроводниковых микросхем5 1 Монтаж и пайка полупроводниковых микросхем9 Подготовка радиоэлементов и плат к монтажу10 .docx
Добавлен: 03.05.2024
Просмотров: 63
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.


При наличии в контактной стойке или лепестке отверстия вывод радиокомпонента перед пайкой механически закрепляют, продевая его через отверстие и огибая на половину или целый оборот вокруг лепестка или стойки с последующим обжатием. Излишек вывода при этом удаляют боковыми кусачками, а место крепления обжимают плоскогубцами.
Как правило, способы установки радиокомпонентов и крепления их выводов оговариваются в сборочном чертеже на изделие.
Для уменьшения расстояния между радиокомпонентом и шасси на их корпуса или выводы надевают изоляционные трубки, диаметр которых равен или несколько меньше диаметра радиокомпонента. В этом случае радиокомпоненты располагают вплотную друг к другу или к шасси. Изоляционные трубки, надеваемые на выводы радиокомпонентов, исключают возможность замыкания с соседними токопроводящими элементами.
Выводы радиокомпонентов изгибают шаблоном, приспособлением или специальным инструментом. Причем внутренний радиус изгиба должен быть не меньше удвоенного диаметра или толщины вывода. Жесткие выводы радиокомпонентов при монтаже отгибать не разрешается.
2.2. Подготовка радиоэлементов и плат к монтажу
Подготовка элементов к монтажу включает рихтовку, формовку, обрезку и лужение выводов. Рихтовка – исправление (выравнивание) формы выводов применяется, в основном, для осевых выводов. Формовка – предание определенной формы выводам . Обрезка – удаление излишков выводов. Лужение выполняется в случае, если выводы микросхем или ЭРЭ не облужены при поставке.
Операции подготовки элементов к монтажу выполняют на отдельных или совмещенных приспособлениях.
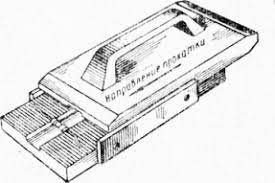
Рис.1.Подготовка радиоэлементов к монтажу
Элементы загружаются в вибробункер 1 (или в кассету) и поштучно поступают к многопозиционной установке роторного типа. В позиции I происходит загрузка элемента, долее после поворота на позицию II выводы формуются и обрезаются, на позиции III выполняется зигформовка, на IV – выводы обслуживаются и на V - элемент поступает в тару для дальнейшего использования. В производстве используются следующие схемы технологических процессов сборки и монтажа узлов на печатных платах:
1. Сборка узлов с ручной установкой ЭРЭ и индивидуальной пайкой паяльником. Применяется в единичном м мелкосерийном производстве. Существенным достоинством является возможность постоянного визуального контроля пайки, платы, ЭРЭ.
2. Сборка узлов с ручной установкой ЭРЭ и групповой пайкой методом «волны припоя». Применяется в единичном и серийном производстве. При пайке таким способом возможно непропаи (допускается не более 1% непропаев), которые устраняются при последующей ручной допайке.
3. Механизированная сборка узлов с помощью специальных держателей, вакуумных захватов или специальных сборочных столов, или автоматизированная сборка с помощью специальных технологических устройств – автоматизированных укладочных головок, автоматического модуля сборки. Методы монтажа – групповые методы пайки. Схема применяется в серийном и массовом производстве и требует специальных автоматизированных станков с управлением.
Этап подготовки к монтажу включает техпроцесс подготовки ПП, ЭРЭ, ИМ и конструкционных деталей. Операции подготовки ЭРЭ и ИМС в мелкосерийном производстве выполняется в ручную на рабочем месте монтажника, простейшими приспособлениями и с дальнейшим размещением элементов в технологической таре по номиналам. В крупносерийном производстве применятся автоматырихтовки и обрезки выводов, флюсования и лужения, промывки и сушки подготовленных навесных элементов. В некоторых автоматах все эти операции объединены в одном цикле и выполняются в виде переходов. Автоматизированная подготовка требует специальных кассет ля загрузки и выгрузки элементов. Для ЭРЭ с осевыми выводами, которые кассетируют путем вклеивания в ленту.
Установка на плату начинают со штырей, лепестков, навесных шин, прокладок после подготовки (рихтовка, обезжиривание) их базовых поверхностей. Установка ЭРЭ и ИМС в зависимости от типа производства осуществляется несколькими способами: в ручную со световой индикацией, по шаблону.
При установке вручную монтажник по схеме или маркировке на плате определяет место положения элемента, извлекает его из тары, устанавливает и, если необходимо, распаивает выводы. Первые два перехода составляют большую часть штучного времени. Для сокращения времени установки всех навесных элементов монтажное поле платы делится на зоны, в каждой из которых работает один монтажник. В этом случае может быть организовано конвейернаяустановка элементов.

Применение метода световой индикации требует оснащения рабочего места монтажника проекционной системой и транспортером подачи тары с элементами.С помощью светового луча индицируется место установки, а транспортер синхронно подает тару с элементами требуемого типономинала. Остальные переходы осуществляются монтажником вручную. Установка по шаблонам характеризуется более высоким уровнем механизации. Точное позиционирование монтажного стола осуществляется вручную с помощью щупа и координатных отверстий на шаблоне, а установка элементов – автоматически укладочной головкой.
Элементы подаются из кассет в последовательности установки на плату. Этот способ более производительный, но менее универсальный, так как требует сменных или переналаживаемых инструментов при изменение типоразмеров корпусов. Для автоматизированной установки применяется специализированное оборудование с ЧПУ или робото-технологические комплексы с подачей элементов из технологических кассет.
Получение контактных соединений в модулях 1-го уровня осуществляется преимущественно пайкой, расплавленным или расплавляемым припоем под действием постоянного или импульсного нагрева зоны соединения. При одностороннем монтаже навесных элементов на плате и фиксации их положения (подгибка, зиг-формовка, подпружинивание, предварительная подпайка выводов, приклеивание корпуса элемента) применяется механизированная пайка волной припоя.
Групповая пайка планарных выводов ИМС проводится расплавленным припоем с постоянным нагревом паяльника или расплавляемым припоем с импульсным нагревом электродами, роликами, лучом лазера, струей газа. Импульсный нагрев локализует тепловое воздействие в зон выводов, но требует дополнительной подачи припоя путем напрессовки, подачей трубчатого припоя в зону пайки, качественного лужения. Операции промывки и сушки модулей необходимы для удаления флюса, продуктов пайки, следов от рук, пыли. Они выполняются на механизированных конвейерных линиях.
Этап контроля модулей наиболее ответственный и трудоемкий. Он выполняется в отладочном, диагностическом и контрольном режимах с помощью специальной аппаратуры, стендов и автоматических систем контроля. Замена неисправных ИМС требует дополнительных монтажных операций и повторного контроля параметров. Годные модули проходят операции лакирования и сушки и, если необходимо, испытания с контролем параметров.
2.3.Приемы монтажа плат навесного монтажа с помощью шаблонов и печатных плат
Виды монтажа навесных элементов на печатных платах – до 25 мин
Навесные элементы элементы коммутации и могут размещаться по одну или обе стороны полупроводникового прибора. Число устанавливаемых на плату, может достигать десятков и сотен штук. В зависимости от вида внешних выводов их монтаж на поверхность полупроводникового прибора делят на штыревой, планарный и поверхностный. Установка на полупроводниковый прибор проводится в зависимости от типа производства ручным, механизированным, полуавтоматическим или автоматическим способом. Однако вне зависимости от способа монтажа необходимо выполнение следующих операций: комплектация элементов, устанавливаемых на плату, подготовка элементов к монтажу, установка элементов на плату и их фиксация, пайка, защита и контроль готового модуля.
Комплектация устанавливаемых на: количество различных элементов по номиналам и типоразмерам определяется на основе спецификации, исходя из объема выпуска изделия в течение определенного периода. Закупаемые на центральном заводском складе, откуда по заявкам их доставляют на цеховой склад или участок комплектации и далее на рабочие места.
Подготовка элементов к монтажу включает рихтовку (исправление формы выводов), формовку (придание выводам определенной формы), обрезку и лужение выводов.
При неплотном монтаже и небольшой партии полупроводникового прибора установку навесных элементов можно выполнять вручную по монтажному чертежу. В остальных случаях используют средства автоматизации и механизации. Чтобы установленные на полупроводниковые приборы навесные элементы не выпали или не сдвинулись со своих мест при последующей транспортировке, необходимо их фиксировать на поверхности полупроводникового прибора. Надежным, но трудоемким способом фиксации осевых выводов является их подгибка с обратной стороны платы, или фиксация элементов за счет упругих свойств выводов, имеющих зиг-формовку. Микросхемы с планарными выводами фиксируют на плате приклеиванием или припайкой диагональных контактов. В случае применения со штыревыми выводами конической формы выводы при установке заклиниваются в монтажных отверстиях и надежно удерживаются перед пайкой.
Элементы для поверхностного монтажа фиксируют путем приклейки на предварительно нанесенную паяльную пасту, на которой они устанавливаются и удерживаются. В зависимости от типа производства и объема выпуска ЭВМ пайка элементов осуществляется вручную паяльником, групповыми и автоматизированными способами.
Ручную пайку выполняют паяльником на монтажном столе, снабженным системой локального удаления газов. Паяльник используют в опытном, ремонтном производствах, при исправлении брака и при установке небольшого числа элементов, которые невозможно припаять другими способами.
Для серийного производства рекомендуется использовать более производительные групповые способы пайки, когда все соединения подвергаются пайке одновременно.
Примером группового способа является пайка погружением, когда ПП с установленными на ней навесными элементами погружают в ванну с расплавленным припоем.
Перед пайкой места, не подлежащие пайке, закрываются термостойкой эпоксидной маской, наносимой через трафарет, или приклеиванием отштампованных пленочных масок. На места пайки наносится спирто-канифолевый флюс. Перед погружением платы в ванну с расплавленным припоем с его поверхности следует удалить оксидную (шлаковую) пленку. Существуют механические, химические способы удаления пленки и очистки поверхности.
Цикл пайки погружением следующий: плату опускают на поверхность припоя, где происходит прогрев мест пайки — в течение 2...4 с, затем на ПП накладываются колебания в течение 3...5с, частота колебаний составляет около 100 Гц, амплитуда — 0,1…0,3 мм. За счет этого улучшается растекаемость припоя и он проникает в зазор между выводом и монтажным отверстием. Происходит оплавление припоем мест пайки. Затем ПП поднимают из ванны и припой затвердевает.
Пайка погружением является производительным способом, так как при этом способе можно проводить пайку сразу нескольких плат. Недостатком этого способа является сложность качественного удаления пленки с поверхности припоя, что приводит к некачественному припаю. Кроме того, возможен и термоудар, несмотря на защитную маску. Существуют другие варианты пайки погружением, в которых устраняют присущие пайке погружением недостатки: применение керамической маски, пайка в нейтральной среде и т. д.
Широкое распространение нашел другой групповой способ пайки, называемый пайка волной припоя. В этом случае на поверхности расплавленного припоя электромагнитным, механическим или гидродинамическим способами создается волна, над которой и проводят в процессе пайки. Печатные платы с установленными на них элементами проходят последовательно над волной припоя, при этом обеспечивается пайка выводов к контактным площадкам. Скорость перемещения платы должна быть такой, чтобы от соприкосновения соединения с волной и выхода из нее обеспечивалась качественная пайка; припой хорошо растекался в зазор между выводом и монтажным отверстием и не образовывались наплывы и сосульки на поверхности пайки. Платы устанавливают и крепят в специальные рамки, которые перемещаются транспортером. Места, не подлежащие пайке, закрываются защитной маской.