Файл: Лабораторная работа 1 Назначение и общее устройство универсальных металлообрабатывающих станков Цель работы.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 18.10.2024
Просмотров: 13
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

7. Специальные требования при работе на заточных станках
-
Не затачивать режущий инструмент на неисправном оборудовании. -
Подготовить необходимые для заточки и доводки инструмента абразивные или алмазные круги; проверить состояние этих кругов наружным осмотром с целью определения заметных трещин и выбоин. -
Проверить надежность крепления абразивного или алмазного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы. -
Надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не менее 3 мм. -
Проверить исправную работу станка на холостом ходу в течение 3…5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного или алмазного круга. -
Помнить, что ввиду большой скорости вращения заточных кругов и их твердости даже мгновенное прикосновение к ним руками ведет к травме. -
При заточке или доводке инструмента абразивным или алмазным кругом во избежание их разрыва следует подавать круг или инструмент на круг плавно, без рывков и резкого нажима. -
Заточку и доводку инструмента алмазным кругом производить только с охлаждением. -
Во время работы станка не открывать и не снимать ограждений и предохранительных устройств.
8. Специальные требования при проведении слесарных работ
-
При выполнении слесарных работ запрещается:
-
работать молотками, кувалдами, напильниками и другими инструментами с неисправными рукоятками; -
работать зубилами, крейцмейселями, отвертками, бородками с расклепанными и разбитыми головками, молотками и кувалдами с расклепанными бойками; -
работать отверткой с незакрепленной деталью (держать деталь в руке).
-
Обрабатываемая деталь должна быть надежно закреплена в тисках. -
При зажиме детали в тисках нельзя пользоваться трубой для удлинения ручки тисков. -
При рубке металла необходимо следить, чтобы отлетающие осколки не поранили окружающих. Последние удары нужно делать слабее и осторожнее и полет осколков направлять в сторону защитной стенки; запрещается производить рубку в направлении рядом работающих. -
Гаечные ключи должны соответствовать размеру головки болта или гайки. Пользоваться прокладками между зевом ключа и гранями головки болта или гайки категорически запрещается. Нельзя пользоваться ключами, имеющими трещины или развернутый зев. -
Запрещается уменьшать зев ключа ударами молотка, а также наращивать ключи другими ключами или трубой.
Инструкция составлена на основании «Справочника типовых инструкций по охране труда», М., 1978, Машиностроение.
Лабораторная работа № 2
Геометрия рабочей части резцов
1. Цель работы
Ознакомиться с типами резцов, особенностями их геометрии и методами измерения геометрических параметров резцов.
2. Краткие теоретические сведения
Геометрией рабочей части резцов, как и других режущих инструментов, называется совокупность всех конструктивных элементов (углов резания, величины и формы режущих кромок, формы передней и задней поверхностей, радиус сопряжения режущих кромок и др.), позволяющих обеспечить процесс обработки материалов резанием.
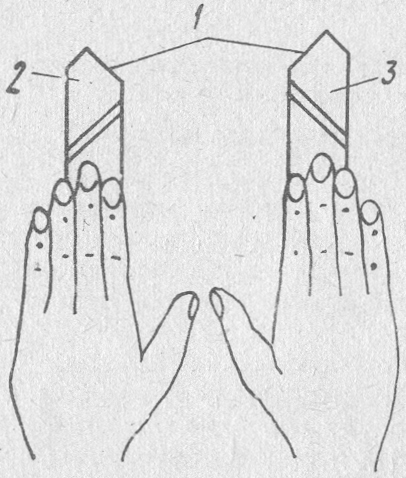
По направлению подачи резцы разделяются на правые и левые. Метод определения резцов по подаче показан на рис. 6. Если при наложении руки на резец большой палец правой руки направлен к главной режущей кромке, то такой резец называется правым, если к главной режущей кромке направлен большой палец левой руки, то это будет левый резец. На токарных станках правыми резцами работают справа налево (по направлению к передней бабке станка), а левыми – слева направо (по направлению к задней бабке станка).
2.1. Элементы токарного проходного резца
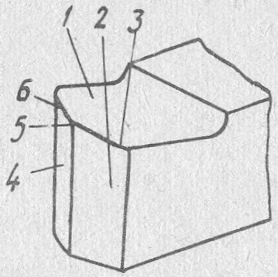
Основными элементами токарного проходного резца (рис. 7) являются:
передняя поверхность 1 – поверхность, по которой сходит стружка;
главная задняя поверхность 2 – поверхность резца, обращенная к обрабатываемой детали, задняя поверхность соприкасается с поверхностью резания детали;
вспомогательная задняя поверхность 4 – поверхность резца, обращенная к обработанной поверхности детали;
главная режущая кромка 3 – линия пересечения передней и главной задней поверхностей;
вспомогательная режущая кромка 6 – линия пересечения передней и вспомогательной задней поверхностей;
вершина резца 5 – точка пересечения поверхностей: передней, главной задней и вспомогательной задней.
 |  |
| Рис. 6. Классификация резцов по направлению подачи | Рис. 7. Элементы токарного проходного резца |

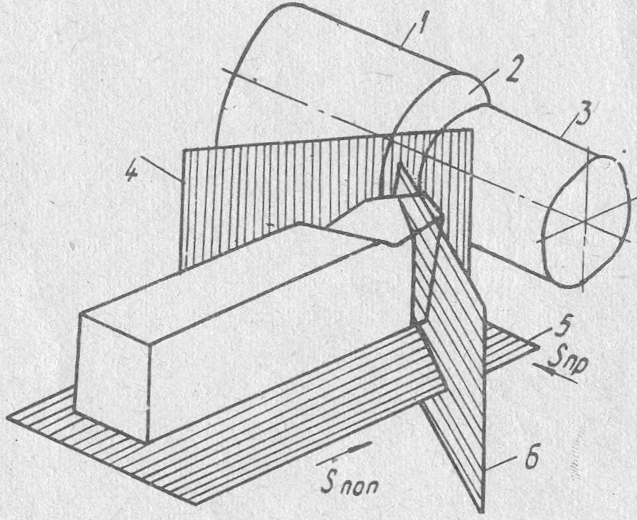
Рис. 8. Поверхности и координатные плоскости резца
2.2. Поверхности детали, координатные плоскости
При обработке детали резцом различают следующие поверхности (рис. 8):
обрабатываемую поверхность 1 – поверхность, с которой снимается слой металла, оставленный как припуск на обработку;
поверхность резания 2 – поверхность, образуемую непосредственно главной режущей кромкой;
обработанную поверхность 3 – поверхность, полученную после снятия припуска.
Для определения геометрических параметров резца различают следующие координатные плоскости (рис. 8):
плоскость резания 4 – плоскость, касательную к поверхности резания и проходящую через главную режущую кромку;
основную плоскость 5 – плоскость, параллельную продольной и поперечной подачам;
главную – секущую плоскость 6 – плоскость, перпендикулярную к проекции главной режущей кромки на основную плоскость.
2.3. Геометрические параметры токарного проходного резца
К геометрическим параметрам токарного проходного резца (рис. 9) относятся:
Углы в главной секущей плоскости
α – задний угол – угол между касательной к главной задней поверхности и плоскостью резания;
β – угол заострения – угол между касательной к передней и главной задней поверхностям;
γ – передний угол – угол между касательной к передней поверхности и основной плоскостью (перпендикулярной к плоскости резания и проходящей через режущую кромку);
δ – угол резания – угол между касательной к передней поверхности и плоскостью резания.
Перечисленные углы связываются между собой зависимостью:
Углы в основной плоскости
φ – главный угол в плане – угол между проекцией главной режущей кромки на основную плоскость и направлением продольной подачи;
ε – угол при вершине – угол между проекциями режущих кромок на основную поверхность.
Углы в основной плоскости связываются зависимостью
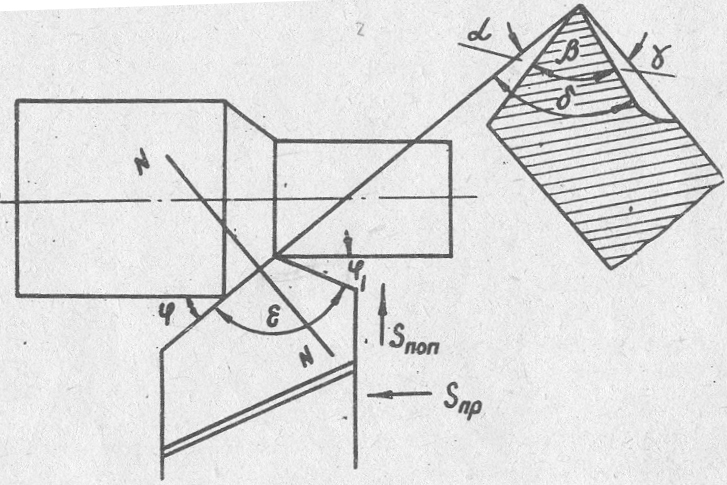
Рис. 9. Геометрические параметры токарногоачи;
зания проходного резца
На рис. 10 показаны углы в основной плоскости проходных, подрезных и отрезных резцов.
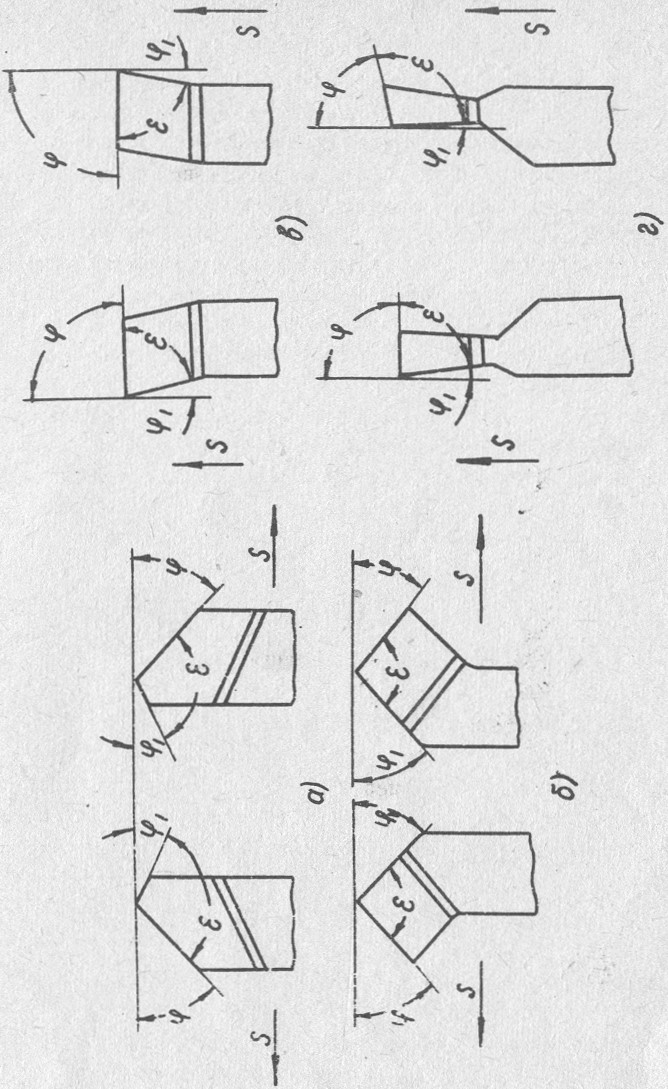
Рис. 10. Углы в плане токарных резцов: а) прямых проходных;
б) отогнутых проходных; в) подрезных; г) отрезных
Углы в плоскости резания
Угол наклона главной режущей кромки λ – между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости; угол λ измеряется в плоскости резания (плоскости, перпендикулярной к основной и проходящей через режущую кромку). Принято различать положительный и отрицательный угол λ.
Знак угла определяется так: если режущая кромка от вершины резца идет вверх, то угол считается положительным, если вниз – отрицательным. Угол наклона главной режущей кромки λ может быть положительным (рис. 11а), отрицательным (рис. 11в) и равным нулю (рис. 11б).
Основная плоскость и плоскость резания не всегда взаимно перпендикулярны. На рис. 12 показан резец, установленный ниже центра детали на величину а. В этом случае плоскость резания, будучи касательной к поверхности резания, повернется на угол
2.4. Контроль геометрии резцов
Измерение углов резца производить маятниковым (рис. 13) или специальным (рис. 14) угломерами. Угол при вершине ε удобно измерять универсальным угломером (рис. 15). При отсутствии специального или маятникового угломеров все углы резца можно замерять универсальным угломером (рис. 16, 17).
3. Порядок выполнения работы
-
ю (рис. ным (рис. 11а)ли режущая кромка от вершины резца идет вверх, то угол считается положительным, если вниз - отрицажущую кромку).скости резания (плоскости, перпендикулярной к основной и проходящей через режущую угол
перпендикулярную к проекции главной режущей кромки на основную плоскость.ку;
(рис. арного проходного резца
анка).рава налево (по направлению к передней бабке станка), а левыми - главной режущейОзнакомиться с элементами резца, с определением поверхностей и координатных плоскостей, углов резца.
-
Измерить геометрические параметры резца: Измерить геометрические параметры резца: углы φ, ε, α, β. -
Выполнить эскиз резцаВВыполнить эскиз резца. На эскизе указать сечения по главной секущей плоскости и обозначить углы резца (рис. 9). -
По формулам 1…3ППо формулам 1…3 рассчитать величины неизмеренных углов.
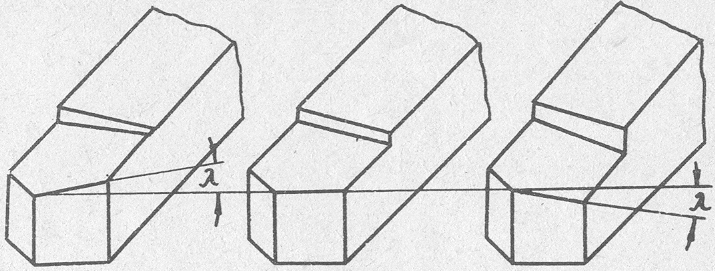
Рис. 11. Углы наклона главной режущей кромки:
а)
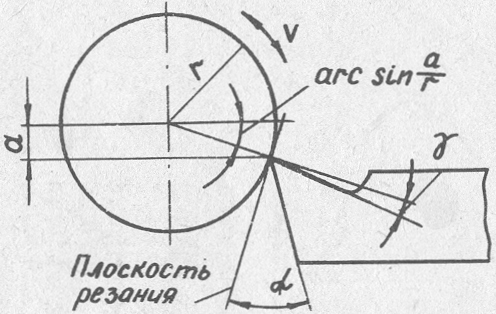
Рис. 12. Изменение геометрии резцов
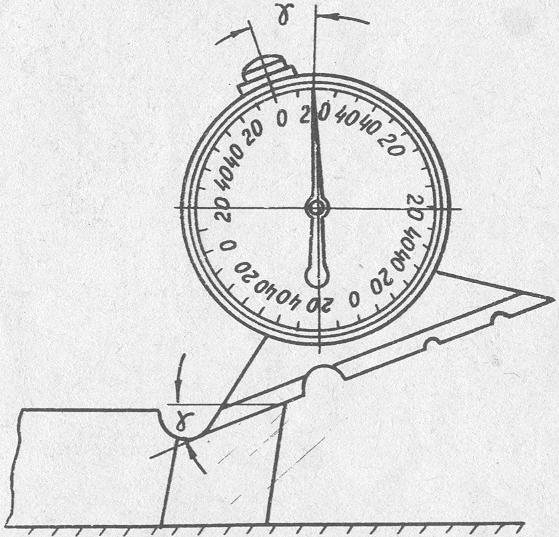
Рис. 13. Измерение углов маятниковым угломером
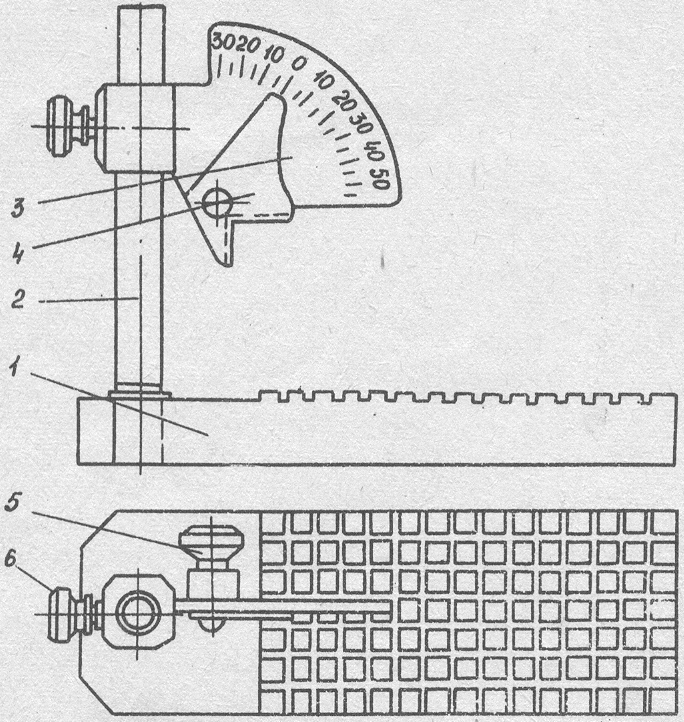
Рис. 14. Специальный угломер для измерения углов резца:
1 – основание; 2 – стойка; 3 – сектор; 4 – шаблон;
5 – винт крепления шаблона; 6 – винт крепления сектора
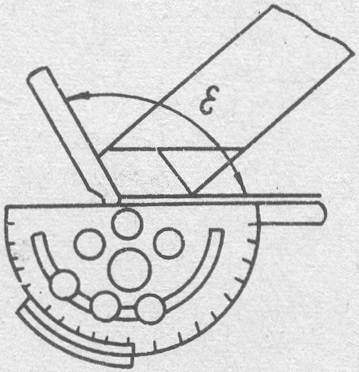
Рис. 15. Измерение углов универсальным угломером
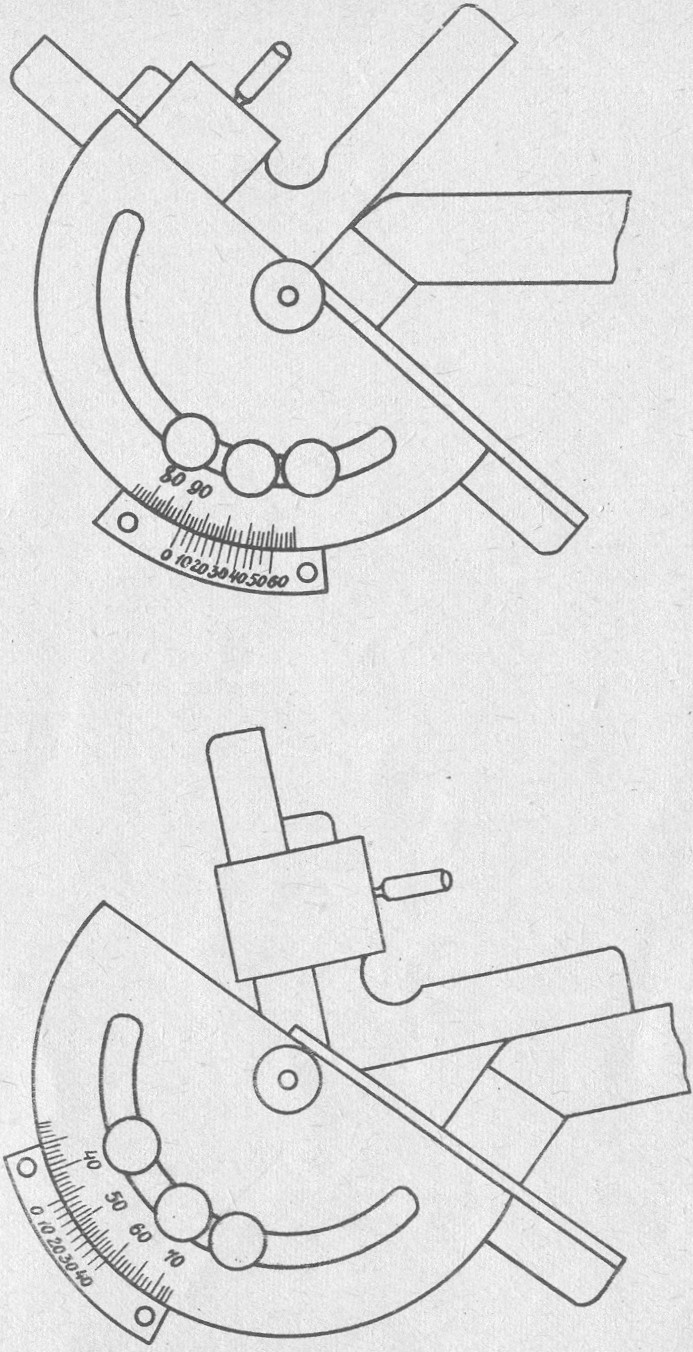
Рис. 16. Измерение углов в основной плоскости:
а) измерение главного угла в плане
б) измерение угла при вершине
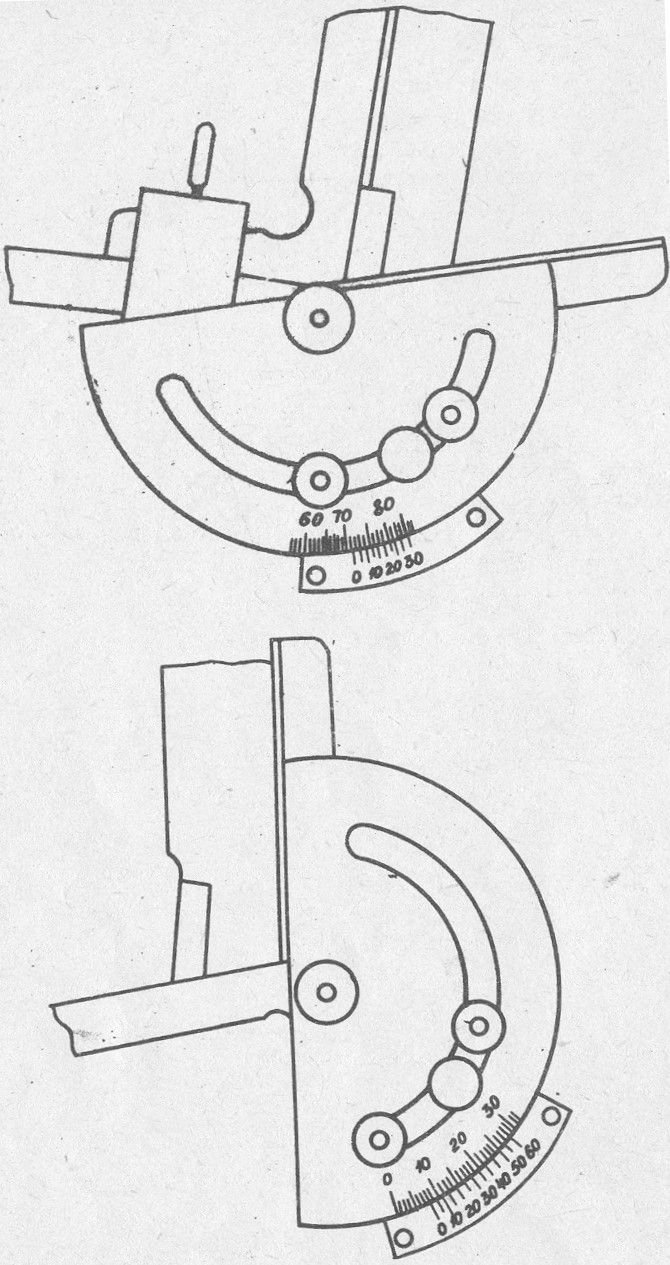
Рис. 17. Измерение углов в главной секущей плоскости: