Файл: Разработка технологического процесса изготовления корпуса воздухоохладителя компрессора.rtf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 02.02.2024
Просмотров: 32
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Ручная дуговая сварка
В качестве источника питания выбираем ВДМ - 6303С, он предназначен для комплектации сварочных постов ручной дуговой сварки. Регулирование сварочного тока производится для каждого поста независимо с помощью универсального сварочного конвертора.
Характеристика ВДМ - 6303С:
Напряжение питания - 2х380;
Максимальная величина сварочного тока - 630 (100%);
Количество постов - 4;
Величина тока на посту, в случае работы 4 постов (2 - работают, 2 - отдыхают) - 315 (60%);
Коэффициент одновременности работы - 0.5;
Напряжение холостого хода - 75В;
Максимальное напряжение при работе - 60В;
Мощность - 46кВт;
Диаметр присадочной проволоки - 3-6мм;
Вес аппарата - 205кг;
Габаритные размеры - 600х700х630.
Универсальный сварочный конвертор КСУ-320
КСУ-320 предназначен для ручной дуговой сварки электродами с основным и целлюлозным покрытием на постоянном токе (режим ММА-DC) в комплекте с многопостовыми источниками типа ВДМ без использования балластных реостатов.
КСУ-320 является электронным преобразователем мощности с питанием от источника постоянного тока.
Достоинства КСУ-320:
-
использование КСУ-320 вместо балластных реостатов позволяет снизить энергопотребление одного сварочного поста; -
плавная регулировка индуктивного сопротивления сварочной цепи; -
возможность предварительной установки сварочного тока в режиме ММА; -
регулируемый сварочный источник низкого напряжения с жесткими внешними характеристиками для полуавтоматической сварки и падающими внешними характеристиками для ручной дуговой сварки; -
исключает взаимное влияние сварочных постов при работе от одного сварочного источника. Позволяет увеличить количество постов для сварки покрытыми электродами от одного многопостового источника за счет высокого КПД; -
стабилизирует установленный сварочный режим при изменении напряжения питания от 45 до 90В; -
наличие режима «Горячий старт» в режиме ММА; -
в качестве источника сварочного тока можно использовать парк имеющегося электросварочного оборудования, независимо от года выпуска, функциональной сложности и завода изготовителя; -
позволяет повысить коэффициент наплавки на 5-8 % и при этом снизить затраты по удалению брызг металла в околошовной зоне; -
имеет встроенный генератор, который обеспечивает питание собственных цепей управления и механизма подачи сварочной проволоки; -
имеет встроенную систему автоматического отключения. При перерывах в сварке более 4 минут происходит отключение выходного напряжения. Повторное включение происходит при замыкании электрода на свариваемое изделие; -
малый вес и габаритные размеры;
Характеристика КСУ-320:
Напряжение питания - 45-90В;
Выходное напряжение - 0;
Режимы работы - 250(100%), 320 (60%);
Мощность - 11кВт;
Минимальный и максимальный сварочный ток - 40-320;
Вес аппарата - 13,5кг;
Габаритные размеры - 190х570х260.
Оборудование для плазменной резки Powermax 30
Основные преимущества резака:
-
технология обеспечивает высокое качество резки при малом кол-ве окалины; -
компактный размер и малая масса; -
конструкция эффективно охлаждает внутренние элементы.
Технические характеристики
Сварочный ток – 15-30 А
Выходное напряжение – 83 В
Толщина резки – 6-12 мм
Фазы – 1
Рабочий цикл – 35-50%
Вес – 9 кг
Минимальная скорость резки – 500 мм/мин
Максимальная скорость резки для 10 мм – 250 мм/мин.
Колонна для сварки обечаек
Серия Мini имеет рабочий ход осей 2000 мм и допустимую нагрузку на консоль до 60 кг и может исполняться с 4 различными опорно-поворотными платформами:
-
Стационарная для крепления на фундаменте с регулировочными винтами для выравнивания положения колонны; -
Стандартная моторизованная с электродвигателем для перемещения по рельсовому пути; -
Мобильная неприводная для перемещения по полу (на роликах), со струбцинами для выравнивания и фиксации колонны на полу; -
Мобильная неприводная для перемещения по рельсовому пути.
2.3 Процесс сборки и сварки
Устанавливается обечайка на универсальный сварочный станок для сварки продольного шва. Сварка ведется под слоем флюса АН – 22 и сварочной проволокой Св – 08ХМ.
На универсальном сварочном станке к обечайке устанавливаются фланцы для сварки кольцевых швов и приваривают днища к обечайке. Приваривается перегородка внутри обечайки. Затем привариваются горловины к корпусу воздухоохладителя.
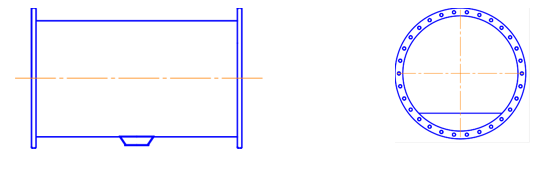
Рисунок 9. Сварка днище и перегородки
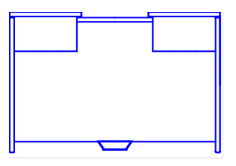
Рисунок 10. Сварка горловин
Ручной дуговой сваркой к горловине привариваются стенки. К горловине привариваюся диафрагмы.
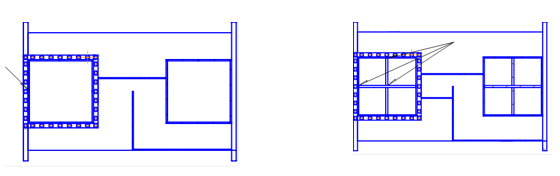
Рисунок 11. Сварка стенок и диафрагмы
К корпусу воздухоохладителя привариваются ребра жесткости. Используется выпрямитель ВДМ – 6303 С и универсальный сварочный конвертор КСУ – 320. Привариварка опорных плит к корпусу воздухоохладителя. Используется универсальный сварочный конвертор КСУ – 320 и выпрямитель ВДМ – 6303 С. После всех сборочно-сварочных операций производится контроль качества сварных швов ультразвуковым дефектоскопом.

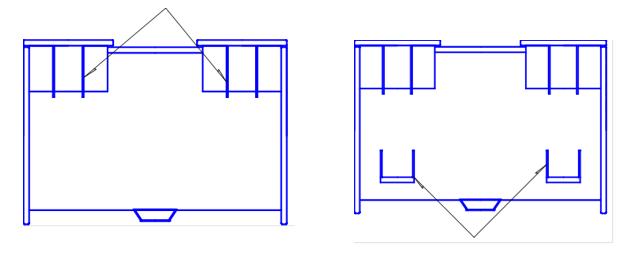
Рисунок 12 Сварка ребер жесткости и опорных плит
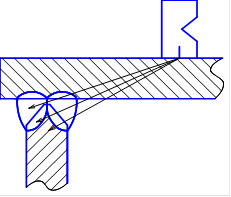
Рисунок 13. Контроль качества шва
2.4 Выбор сварочного материала
При сварке под флюсом теплоустойчивой стали 12ХМ рекомендуется применять проволоку Св-0.8ХМ и флюс АН-22. Сварка осуществляется с предварительным подогревом. При указанном сочетании сварочных материалов обеспечивается получение металла шва, кратковременные и длительные механические свойства, которого полностью удовлетворяют установленным требованиям.
Таблица 2. Химический состав флюса АН-22. ГОСТ 9087-81
| SiO2 | CaO | CaF2 | NaF | AL2O3 | Fe2O3 | MgO | MnO | S | P |
| 10 % | 29 % | 20 % | 5,5 % | 36 % | 0,8 % | 2,0 % | 0,9 % | 0,07 % | 0,05 % |
Таблица 3. Химический состав проволоки Св-0.8ХМ. ГОСТ 2246-70
| C | Si | Mn | Cr | Ni | Mo | Ti | S | P | Al |
| 0,10 % | 0,03 % | 0,6 % | 0,15 % | 0,3 % | - | - | 0,04 % | 0,04 % | 0,01 % |
2.5 Расчет и выбор режимов сварки
2.5.1 Ручная дуговая сварка
При ручной дуговой сварке к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:
Таблица 4. Технические характеристики
| Толщина листа, мм | 1- 2 | 3 | 4-5 | 6-10 | 10-15 | > 15 |
| Диаметр электрода, мм | 1,6-2,0 | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0 | > 5,0 |
В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
Сила сварочного тока, А, рассчитывается по формуле:
 ;
;где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм. Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:
Таблица 5. Технические данные
| dЭ, мм | 1-2 | 3-4 | 5-6 |
| К, А/мм | 25-30 | 30-45 | 45-60 |
Сила тока: Iсв = 45*5 = 225 А
Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значение IСВ следует увеличить на 10–15 %. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15 %.
При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15 %.
При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15 %.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги:
UД= 22 - 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
 ;
;где αН – коэффициент наплавки, г/А*ч (принимают из характеристики выбранного электрода); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Скорость сварки: V
св = 9,2 м/ч
Масса наплавленного металла, для ручной дуговой сварки рассчитывается по формуле:
Gн = 0,315*l
где l – длина шва, м; 0,315 – масса наплавленного металла на 1м/пог, г.
Для детали № 1
Gн = 0,315*2,9 =0,9 кг
Для детали № 7
Gн = 0,315*2,5 = 0,8 кг
Для детали № 8
Gн = 0,315*2,2 = 0,7 кг
Для детали № 9
Gн = 0,315х0,09 = 0,03 кг
Для детали № 10
Gн = 0,315х2,5 = 0,8 кг
Для детали № 11
Gн =0,315х2,9 = 0,9 кг
Для детали № 12
Gн = 0,315х 0,09 = 0,03 кг
Для детали № 13
Gн = 0,315х0,09 = 0,03 кг
Для детали № 14
Gн = 0,315х0,09 = 0,03 кг.
Время горения дуги, ч, (основное время) определяется по формуле:
 ;
;tО1 = 0,7 ч
tО7 = 0,2 ч
tО8 = 0,4 ч
tО9 = 0,04 ч
tО10 = 0,1 ч
tО11 = 0,2 ч
tО12 = 0,04 ч
tО13 = 0,04 ч
tО14 = 0,04 ч
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
 ;
; где tO – время горения дуги (основное время), ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 - 0,55.
Т1 = 0,7/0,55 = 1,2 ч
Т2= 0,2/0,55 =0,3 ч
Т8 = 0,4/0,55 = 0,7 ч
Т9 = 0,04/0,55 = 0,07 ч
Т10 = 0,1/0,55 = 0,2 ч
Т11 = 0,2/0,55 = 0,3 ч
Т12 = 0,04/0,55 = 0,07 ч
Т13 = 0,04/0,55 = 0,07 ч
Т14 = 0,04/0,55 = 0,07 ч
Расход электроэнергии, кВт· ч, определяется по формуле:
 ;
;А = (28*225) / (0,7*1000) * (1,76+2) * (2,98-1,76) = 11,04 кВт
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO – мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:
Таблица 6. Технические значения
| Род тока | η | WO |
| Переменный | 0,8 - 0,9 | 0,2 - 0,4 |
| Постоянный | 0,6 - 0,7 | 2,0 - 3,0 |
2.5.2 Расчет режимов сварки под флюсом
Расчет сварочного тока, А, производится по формуле:
 ;
;Сварочный ток равен: Iсв = 500 A
При сварке для более глубокого проплавления рекомендуется использовать высокие значения плотности тока в электродной проволоке (а ≥ 40 - 50 А/мм