Файл: Электрохимические и электрофизические технологии в настоящее время применяют на всех этапах изготовления деталей, начиная от получения заготовок и заканчивая их отделочной обработкой.rtf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.02.2024
Просмотров: 23
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

К первой группе генераторов, в которых формирование импульсов осуществляется за счет нелинейного характера сопротивления МЭП, относятся так называемые релаксационные генераторы импульсов. Параметры импульсов в таких генераторах зависят от состояния МЭП и характера нагрузочной цепи, так как накопление энергии происходит в реактивных элементах цепи, т. е. в емкости или индуктивности. Генераторы, в которых формирование импульсов не зависит от физического состояния МЭП, относятся ко второй группе; это - разрядные, машинные и полупроводниковые генераторы импульсов.
Релаксационный генератор, принципиальная схема которого представлена на рис. 32, состоит из последовательно соединенных источника постоянного напряжения U, ключа К, токоограничивающего зарядного резистора R и накопительного конденсатора С, подключенного параллельно МЭП. Зарядную цепь образуют элементы U - R - С, а разрядную С - МЭП. Генератор работает следующим образом. В начальный момент конденсатор С не несет заряда и напряжение на нем равно нулю. При замыкании ключа К в цепи U - R - С появляется зарядный ток i, напряжение на конденсаторе (и на МЭП тоже) повышается, а когда оно достигает пробивного значения, то происходит пробой МЭП. В разрядной цепи С - МЭП потечет ток и; при этом энергия, равная CU2/2, запасенная в конденсаторе, расходуется на электроэрозионный процесс. Вследствие того, что время заряда конденсатора больше, чем время разряда, напряжение на конденсаторе падает и разряд прекращается. Начинается новый процесс заряда и разряда. Если включить в разрядную цепь управляемый переключающий прибор, который в заданный момент времени подключал бы к МЭП накопительный конденсатор, то можно устранить недостатки, присущие релаксационному генератору.
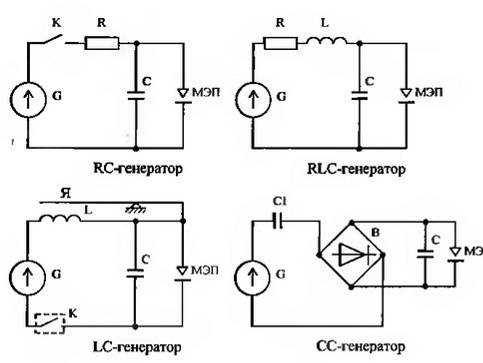
Рисунок 6.1. Схема релаксационных генераторов
6.2 Функциональная схема электроэрозионного станка
Функциональная схема электроэрозионного станка (рис. 6.2) представляет собой автоматическую систему с обратной свазью по выходной величине (Xвых)поступающей от датчика выходной величины (ДВВ) в блок сравнения (БС).
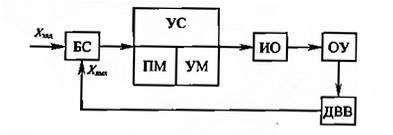
Рисунок 6.2. Функциональная схема электроэрозионного станка
В БС «Xвых» сравнивается с заданной величиной «Xзад», разность которых в виде результирующего сигнала поступает в усилитель сигнала (УС), а затем через преобразователь (ПМ) и усилитель (УМ) мощности на исполнительный орган (ИО).
Объектом управления (ОУ) является межэлектродный промежуток (МЭП), который постоянно меняется в процессе обработки.
Регулируемым параметром является ток разряда, падение напряжения на МЭП или их комбинация, так как измерение заряда затруднительно.
В таких станках наибольшее распространение получили регуляторы жесткого типа. Подвижная система перемещается электродвигателем (ЭД) вверх или вниз. ЭД связан с электродом-инструментом механической передачей (рейка, винтовая, эксцентриковая или роликовая).
6.3 Принципиальная электрическая схема управления электроэрозионным станком
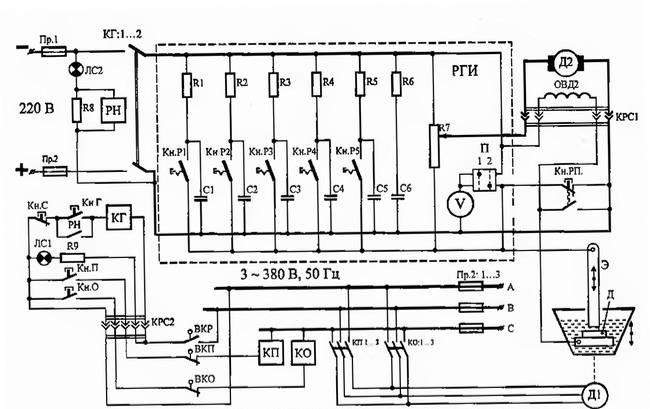
Рисунок 6.3. Принципиальная электрическая схема управления электроэрозионным станком
Заключение
Изобретение электроэрозионной обработки вот уже несколько десятилетий позволяет приборостроителям решать сложные технологические задачи при изготовлении деталей сложной конфигурации из обрабатываемых материалов. Это позволяет конструкторам и технологам выбрать оптимальный вариант конструкции, материала детали и технологического процесса.
Электроэрозионные способы не исключают механическую обработку, а дополняют ее, занимая свое определенное место, соответствующее их особенностям, а именно: возможности обработки токопроводящих материалов с любыми физико-механическими свойствами и отображения формы инструмента в изделии.
Особо перспективным является использование электрических способов для обработки деталей из твердых сплавов, жаропрочных сталей и специальных трудно обрабатываемых сплавов, получающих все большее применение в связи с повышением давлений, температур и скоростей в машинах и аппаратах.
