Файл: Правила техники безопасности при выполнении дуговой сварки. Визуальный контроль качества сварных швов 22 Заключение 23.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 20
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Сборка может происходить как с помощью подпорных клиньев или струбцины, которые убираются по мере формирования шва, так и на специальном стенде. Обычно используется стандартный стенд, который подойдет для большинства несложных работ, однако, массовое производство подразумевает наличие специализированного места.
Для сборки конструкции из листов металла допустимо использовать электромагнитный стенд. Это удобно, но не всегда возможно, ведь магнитное поле имеет свойство отрицательно влиять на сварочную дугу.

3. Выбор режима сварки
Режим ручной дуговой сварки - это установка параметров, максимально гарантирующих образование сварного шва, имеющего требуемые габариты и конфигурацию, а также необходимые для конкретного соединения характеристики. Параметры режима ручной дуговой сварки делятся на основополагающие и дополняющие их. Выбор и установка параметров производится самим сварщиком согласно существующим требованиям. На выбор оказывают влияние вид сварного соединения, артикул металла свариваемых деталей и проводника тока, пространственное расположение.
Вид и размер этих параметров подбираются сварщиком перед началом работы на основе рекомендаций и личного опыта.
Величина тока
Это значение значительно влияет на качество получаемого шва и скорость сварочного процесса. Между параметрами существует прямая зависимость: величину тока при сварке устанавливают согласно диаметру выбранного электрода, а диаметр, в свою очередь, зависит от толщины свариваемых элементов.
Для более точного расчета значения тока используют формулу, в которой оно прямо пропорционально диаметру электрода. При этом применяется поправочный коэффициент. Для разных диаметров он является различным. При каком значении силы тока проводят ручную электродуговую сварку? При слабом токе нарушается стабильность дуги, шов не будет провариваться целиком, что вызывает появление трещин. Повышенное значение тока вызывает быстрый процесс сварки и приводит к усиленному распространению брызг.
У меня в задании две трубы диаметром 520 мм и толщиной 5 мм, сталь Ст3Гпс
Для расчета тока аппарата можно воспользоваться таблицей выше, но там большая погрешность, а что бы ее уменьшить есть одна формула:
Сначала делается расчет по таблице знания силы тока и диаметра электрода в зависимости от толщины свариваемого металла.
Затем производится расчет точного значения силы сварочного тока в зависимости от положения сварки:
-
нижнее (К=1) -
вертикальное(К=0.9) -
потолочное (К=0.8).
Расчет производится по формуле: I = K1 * K2 * D, где К1 - коэффициент в зависимости от положения сварки, K2 - коэффициент в зависимости от диаметра электрода, а D - рассчитанный в первом шаге диаметр электрода.
В итоге у меня вышло, что ток должен быть 140 А с погрешностью в 10 А , так как все сварочные аппараты разные.
4. Выбрать марку и тип электрода
КОНСТРУКЦИЯ ЭЛЕКТРОДА
Сварочные электроды состоят из трех элементов:
-
металлического или неметаллического стержня; -
покрытия или обмазки (в некоторых марках может отсутствовать); -
контактного наконечника.
Основой сварочного электрода является холоднотянутая проволока сечением от 0,3 до 12 мм.
Для изготовления стержней используется сталь трех категорий:
-
углеродистая — для сварки углеродистой и низколегированной стали; -
легированная — для соединения деталей из легированной, конструкционной и жаропрочной стали; -
высоколегированная — для работы с нержавейкой, хромоникелевыми и хромистыми сплавами.
При сварке стержень плавится, заполняя сварную ванну расплавленным металлом. Одновременно плавится обмазка, покрывая тонким слоем расплавленный металл и создавая защитное газовое облако, перекрывающее доступ кислорода к области сварки.
Устройство сварочного электрода
НАЗНАЧЕНИЕ
От типа сварочных расходников зависит глубина прогрева металла, быстрота розжига, стабильность электрической дуги.
Электроды должны обеспечивать:
-
образование качественного шва нужного химического состава; -
поддержание стабильной дуги во время всего периода работы; -
защиту расплава сварочной ванны от доступа кислорода; -
минимальное разбрызгивание раскаленного металла; -
легкое отделение и удаление шлака с поверхности шва; -
высокую прочность и ударную стойкость сварного соединения.
В процессе сварочных работ электроды должны выделять минимальное количество токсичных газов.

Электроды для ручной дуговой сварки.
РАЗМЕРЫ И ВЕС, ХАРАКТЕРИСТИКИ
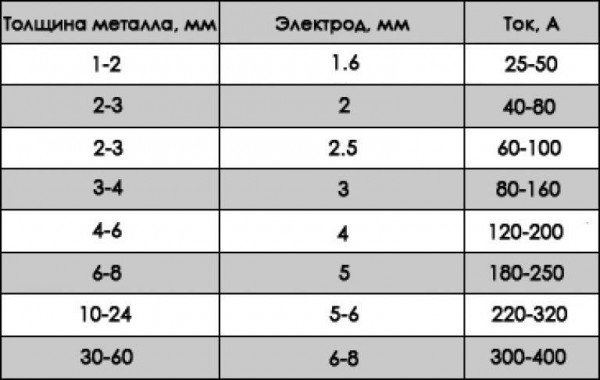
К основным параметрам сварочных стержней относится диаметр стержня. Его выбор зависит от толщины обрабатываемых заготовок и параметров сварочного оборудования.
Таблица 1. Усредненные данные по соответствию диаметров, токов и толщины заготовок:
Чем толще свариваемый металл, тем больше должен быть диаметр электрода.
Производители выпускают стержни различной длины, от 150 до 450 мм. Длина электрода важна в ситуациях, когда нежелательно прерываться в процессе сварки. Например, при ремонте герметичных емкостей или трубопроводов, находящихся под давлением.
КЛАССИФИКАЦИЯ ПО ГОСТ
Производство металлических электродов для ручной дуговой сварки сталей и наплавки регламентируется ГОСТ 9466-75. По межгосударственному стандарту электроды делятся на группы по различным параметрам.
ПО НАЗНАЧЕНИЮ
В зависимости от области применения стержни маркируются различными буквами:
-
«У» — для соединения заготовок из углеродистых и низкоуглеродистых материалов, сопротивление на разрыв которых не более 600 МПа; -
«Л» — для работы с заготовками из конструкционных и легированных сталей, с сопротивлением на разрыв, не превышающим 600 МПа; -
«Т» — для сварки изделий из термостойкой легированной стали; -
«В» — для сваривания высоколегированного металла, обладающего особыми свойствами; -
«Н» — для наплавки.
По назначению электроды бывают плавкие, неплавкие и материалы для наплавки.
ПО ВИДУ ТОКА
Сварка электродами может вестись на постоянном или переменном токе.
Преимущество постоянного тока заключается в экономии материалов за счет более качественного шва, высокой производительности работ и низкого уровня разбрызгивания. Недостаток — высокая стоимость оборудования.
Преимущество сварки на переменном токе — в доступной цене трансформаторов. Минус — в меньшей стабильности дуги и большем расходе материалов.
Толстый металл следует варить на токе прямой полярности, тогда как при работе с тонкими металлическими листами применяют ток обратной полярности, чтобы предотвратить прожигание материала.
ПО ТОЛЩИНЕ ПОКРЫТИЯ
По данному параметру электроды делятся на четыре группы и маркируются:
-
«М» — с тонким покрытием; -
«С» — со средней толщиной покрытия; -
«Д» — с толстым покрытием; -
«Г» — с особо толстым покрытием.
Толщина покрытия электродов определяется как соотношение диаметра электрода (D) к диаметру стержня (d).
Исходя из всех вышеперечисленных данных и советом с преподавателем я выбрал электрод УОНИ-13/55, так как они обладают приемлемой ценой, хорошим качеством и отзывами, а так же их большой универсальностью и простотой работы, что для меня, как для человека, который только начинает познавать сварку подходит лучше всего.
5.Правила техники безопасности при выполнении дуговой сварки. Визуальный контроль качества сварных швов
Возможные опасности
Сварщика в его деятельности подстерегают различные опасности. Это объясняется тем, что сварочный процесс может осуществляться только при сильном разогреве металла, при котором достигается температура его плавления.
К возможным опасностям, подстерегающим сварщика, относятся:
-
Удар электрическим током при отсутствии заземления. -
Высокое напряжение. -
Испарение газов, вредных для дыхания. -
Запутывание в проводе большой длины. -
Травма вследствие отлетевшего куска шлака. -
Воздействие ультрафиолетовых лучей на сетчатку глаз. -
Возникновение пожара. -
Повышенный шум, негативно воздействующий на слуховой орган. -
Сильный нагрев предметов, которые размещены вблизи места горения сварочной дуги. При соприкосновении с ними могут быть получены ожоги кожной поверхности. -
Сварочные брызги металла, попадающие на незащищенную кожу. -
Световое облучение. -
Взрыв газового баллона. -
Ультрафиолетовое излучение. -
Плохая работа вентиляции. -
Падение вниз при работе на высоте. -
Травма из-за недостаточно хорошей фиксации свариваемых элементов большой массы. -
Радиационное поражение при некоторых видах контроля соединения. -
Поражение органов дыхания вредными веществами. -
Загорание одежды при попадании на нее искр. -
Воспламенение находящихся в непосредственной близости горючих материалов. -
Взрыв неисправного оборудования. -
Психологические перегрузки вследствие чрезмерного напряжения.
Соблюдаемая при сварке техника безопасности поможет снизить вероятность наступления этих событий.
Повышенный уровень опасности имеет сварка трубопроводов и иных крупных деталей, имеющих круглую форму. Для выполнения имеющихся требований по безопасности необходимо оборудовать специальные площадки, которые должны быть изолированными.
Если соединению подлежат неповоротные трубы большого диаметра, то необходимо использование специальных подъемников. Все металлические детали и элементы должны быть заземлены. Место сварки должно иметь достаточное освещение.
Основные положения безопасности
Правила безопасности при сварке:
-
Необходима концентрация внимания при осуществлении сварочного процесса. Нельзя отвлекаться на посторонние дела. -
Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь. -
Использование защитной маски. -
Переноска или установление на новое место сварного оборудования возможно только при его отключении из электросети. -
При работе на высоте необходимо использование страховочных поясов для избежания падения. -
Работа на открытом воздухе недопустима во время атмосферных осадков. -
При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук. -
При ремонте автотранспорта необходима проверка отключения аккумулятора. -
При длительных перерывах следует отключать электрооборудование из сети. Включенные приборы нельзя оставлять без присмотра. -
Недопустима работа неисправными приборами. -
Место работы должно быть хорошо освещено. -
Надежная фиксация свариваемых металлоконструкций. -
Недопустимо на месте проведения сварки посторонних лиц и животных. -
Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова.
Такие правила безопасности сварочных работ обязаны соблюдать профессиональные рабочие и при проведении новичками самостоятельных сварок.
Требования к помещению
Правила охраны труда при проведении сварочных работ включают особые требования к помещению, где будет происходить этот процесс. Одно из основных требований относится к наличию вентиляции. Если она отсутствует, то необходимо использование респираторов для защиты органов дыхания.
Вопросы безопасности особо важны при осуществлении газовой сварки, поскольку в этом случае используются баллоны с горючим газом. Техника безопасности при газовой сварке и резке предусматривает наличие в помещении особого места, где будут храниться баллоны с горючим газом. Каждое такое место должно быть изолировано.

