Файл: Произвести анализ конструктивнотехнологических особенностей обрабатываемой детали и сформулировать общие требования к приспособлению.docx
Добавлен: 12.04.2024
Просмотров: 42
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

СОДЕРЖАНИЕ
1.2. Технологический план обработки детали
1.3. Анализ конструктивно технологических особенностей детали
2. Разработать схему установки детали в приспособление и на станок
3.1. Расчет погрешности базирования
3.2. Погрешности приспособления при установке на станке
4. Рассчитать предельные значения усилия закрепления детали в приспособление
4.1. Определение формулы расчета силы закрепления
4.2. Определение действующих сил резания
4.3. Определение силы на прихвате
5. Разработать и оформить комплект конструкторской документации для изготовления приспособления
6. Разработать инструкцию по эксплуатации приспособления
Возможная угловая погрешность определяется по формуле:
Где
l- расстояние между шпонками, мм
Это значит, что на длине 970 мм перекос отверстия состоит 0,01мм, что вполне укладывается в допуск, оговоренный техническими требованиями.
4. Рассчитать предельные значения усилия закрепления детали в приспособление
Зажим осуществляется винтовым механизмом с отводным прихватом, следовательно это комбинированный механизм.
4.1. Определение формулы расчета силы закрепления
При обработке отверстия Ø36,7Н12 возникает окружная сила резания
На деталь, лежащую на призмах и находящуюся под действием силы зажима, действует силы, составляющие общую силу трения:
где
Сила трения между деталью и прихватом:
где f – коэффициент трения ( f=0.16)
Сила трения между деталью и призмой:
где
После подстановки значений

Подстановка суммы сил трения даёт:

Если к получается меньше 2, то принимаем равный 2,5
Отсюда
Окружная сила резания при обработке отверстия определяется в зависимости от размеров, материала детали и режимов резания.
4.2. Определение действующих сил резания
В соответствии с методикой расчета режимов резания при сверлении определяют по паспортным данным станка:
- подача S=0.024мм/ об
- скорость резания v= 35 м/мин
- мощность N=1,45 кВт
- Частота вращения:
Через мощность резания можно определить окружное усилие:
После подстановки значения окружная сила получается
Сравним сдвигающую силу Рзакр с полученной суммой силы трения:
4.3. Определение силы на прихвате
Момент сил относительно точки 0 будет равен:
Передаточное число плеч прихвата 1:2, тогда L=2l
Подставив значения, получим:
Это соответствует усилию, развиваемому винтом М16
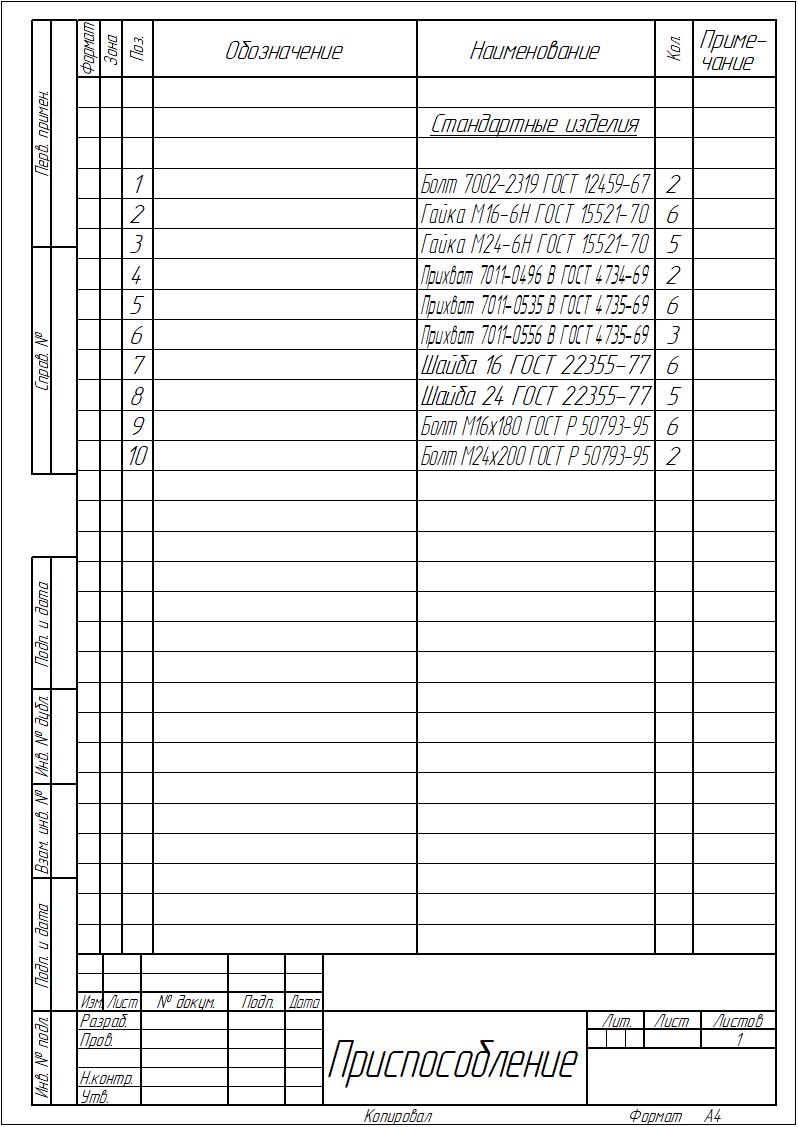
5. Разработать и оформить комплект конструкторской документации для изготовления приспособления
Разработанный чертеж сборочного приспособления для обработки на координатно-расточном станке 2450 выполненный на формате А1 и спецификация к чертежу приведены в приложении.
6. Разработать инструкцию по эксплуатации приспособления
Спроектированное приспособление будет обеспечивать необходимую точность обработки, надежность и эффективность работы при соблюдении следующего порядка действий.
1. Установить приспособление на стол станка при помощи кран-балки (Q = 0,5 т).
2. Выверить и закрепить приспособление на столе станка равномерной затяжкой болтов (М = 30...35 кГ-м).
3. Базировать деталь на призмы предварительно сориентировав ее по плоскости симметрии.
4. Базировать деталь окончательно, прижав призму к внешней образующей детали.
5. Закрепить деталь прихватами равномерной затяжкой болтов (М = 30...35 кГ-м).
6. Выполнить обработку отверстия подавая инструмент до проворачивания подшипника опоры, затем включить реверсивную подачу.
7. После окончания обработки повторить пункты 4...6 в обратном порядке.
Заключение
В курсовой работе спроектировано приспособление для обработки ступенчатых отверстий на наклонной поверхности детали «Корпус пресса».
Все, определенные заданием, задачи выполнены.
Применение приспособления в указанных производственных условиях в соответствии с инструкцией обеспечит безопасное, точное и эффективное выполнение обработки ступенчатых отверстий в детали «Корпус пресса».
Список использованных источников
1. ГОСТ 26325-2030. Допуски [Текст]. - Введ. 1987-07-01. - М.: ИПК Изд-во стандартов, 2026. - 58796 с.
Приложения
Сведения о самостоятельности выполнения работы
Работа «Проектирование приспособления для обработки детали «Корпус пресса 5214.21.РГР.015.0180» выполнена мной самостоятельно.
Используемые в работе материалы и концепции из публикуемой литературы и других источников имеют ссылки на них.
Один печатный экземпляр работы и электронный вариант работы на цифровом носителе переданы мной на кафедру.

