ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 18.10.2024
Просмотров: 64
Скачиваний: 0

СОДЕРЖАНИЕ
1.1 Анализ поставленной задачи
1.3 Автоматизированные системы проектирования электронных устройств
1.4 Сравнительный анализ существующих технологических процессов производства печатных плат
2 Расчетно-конструкторская часть
2.1 Разработка схемы электрической структурной
2.2 Принцип работы схемы электрической принципиальной проектируемого устройства
3.1 Определение габаритных размеров ПП
3.2 Выбор класса точности ПП и определение основных параметров проводящего рисунка ПП
3.3 Порядок создания библиотеки радиоэлектронных компонентов в системе DipTrace
3.4 Создания электрической принципиальной схемы в DipTrace
3.5 Формирование топологии ПП в системе DipTrace
3.6 Проверка ПП в системе DipTrace
3.7 Разработка чертежа печатной платы
3.8 Разработка сборочного чертежа и спецификации
4.1 Выбор материала основания ПП
4.2 Выбор проводниковых и изоляционных материалов
4.3 Способы установки элементов на проектируемую печатную плату
4.4 Способ изготовления платы проектируемого устройства
4.5 Технологический процесс изготовления печатной платы проектируемого устройства
5 Расчет основных показателей надежности
6.1 Техника безопасности при производстве печатных плат
6.2 Противопожарные мероприятия
Фольгированные материалы это слоистые прессованные пластины, пропитанные искусственной смолой и облицованы с одной или двух сторон медной электролитической фольгой.
Толщина токопроводящего слоя может быть 18, 35 или 50 микрометров. По плотности проводящего рисунка печатные платы делятся на 5-классов. Стадии обработки материалов и получения рисунка.
Механическая обработка это очень важный этап и должен выполнятся с большой тщательностью. Механические повреждения заготовки (царапины, вмятины, заусенцы и другие) могут являться причиной брака на последующих операциях. Основными этапами механической обработки являются входной контроль материала, получение заготовки, обработка по контору Входной контроль фольгированного диэлектрика заключается в проверки размеров листа, состояние поверхности со стороны фольги в исходном состояние и при воздействии расплавленного припоя, гальванических растворов и других факторов, способность материала к механической обработке, поверхностное сопротивление и другие параметры.
Получение заготовки. Заготовку отрезают с припуском по контуру на одну или несколько плат, ширина технологического слоя при этом должна быть не менее 10 мм, для односторонних ПП и 30 мм для всех остальных видов плат. Резка листа диэлектрика производится дисковой фрезой (простые контуры) и вырубание под прессом (сложные контуры). Одновременно вырубают или сверлят технологические и фиксирующие отверстия.
Сверление монтажных отверстий. Сверление выполняют пакетно-спиральным сверлом из твердого сплава на станках ЧПУ со скоростью вращения шпинделя 10000 об/мин, с механической подачей не более 0.1 мм на оборот с биением сверла не более чем 0.01 мм с усилием прижима 1.5-2 мега Паскаля с дискретностью координатных перемещений.
Обработка по контуру. Окончательный контур платы получается вырубкой или фрезиро-ванием после изготовления печатных проводников. Вырубка по контуру может совмещаться с пробивкой отверстий, пазов и других элементов платы не подлежащих металлизации.
Получение рисунка печатной платы. Основными методами получения этого рисунка является фотопечать и трафаретная печать.
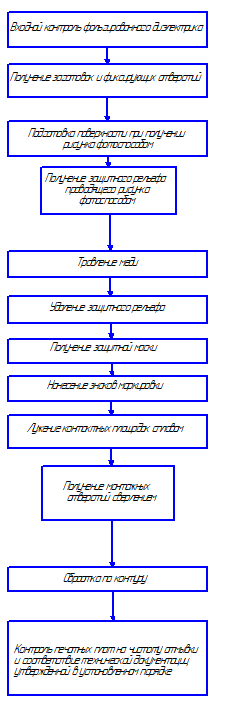
Рисунок 4.1 – Схема технологического процесса
5 Расчет основных показателей надежности
Для вычисления надёжности с учётом условий эксплуатации, используя справочные данные, заполняем таблицу.
Таблица 5.1 – Интенсивность отказов компонентов проектируемого устройства с учетом внешних условий и облегченного режима эксплуатации
| Группа однотипных элементов | Количество элементов в j-й группе  | Интенсивность отказов для элементов j-й группы  , ×10-6 ч -1 , ×10-6 ч -1 | Произведение * ,×10-6 ч -1 |
| 1 | 2 | 3 | 4 |
| Резисторы постоянные непроволочные (  , ток постоянный) , ток постоянный) | 24 | 0,05 | 0,95 |
| Конденсаторы электролитические | 3 | 0,55 | 1,65 |
| Микросхемы аналоговые | 1 | 0,55 | 0,55 |
| Микросхемы цифровые | 1 | 0,45 | 0,45 |
| Диоды | 1 | 0,2 | 0,2 |
| Соединения пайкой (ток постоянный) | 100 | 0,04 | 4 |
| Плата | 1 | 0,2 | 0,2 |
| Итого  | | | 8,67 |
Найдем значение суммарной интенсивности отказов
элементов устройства: , (5.1)
, (5.1)

= 8,67·10-6 ч -1
Рассчитаем значение суммарной интенсивности отказов элементов РЭУ
 с учетом электрического режима и условий эксплуатации:
с учетом электрического режима и условий эксплуатации:  ,, (5.2)
,, (5.2)где
 - обобщенный эксплуатационный коэффициент, выбираемый в зависимости от вида РЭУ или условий его эксплуатации, принимаем = 5 (усреднённый показатель для наземных возимых РЭУ). = 43,35·10-6 ч -1.
- обобщенный эксплуатационный коэффициент, выбираемый в зависимости от вида РЭУ или условий его эксплуатации, принимаем = 5 (усреднённый показатель для наземных возимых РЭУ). = 43,35·10-6 ч -1.Находим наработку на отказ
 :
: = 23068ч
= 23068чНайдем вероятность безотказной работы изделия за заданное время
 :
: = 0,96
= 0,96 где
- заданное время работы устройства, = 1000 ч.Найдем среднее время безотказной работы устройства (средняя наработка на отказ)
 :
: = 23068 ч,
= 23068 ч,Так как рассчитанное значение вероятности безотказной работы за заданное время удовлетворяет заданным показателям (вероятность безотказной работы изделия равна 96%), то можем сделать вывод о том, что наше устройство достаточно надежно
6 Охрана труда
6.1 Техника безопасности при производстве печатных плат
Участок производства печатных плат должен быть расположен на первых этажах рабочего цеха. Это связано с тем, что работы на участке производятся с использованием вредных химических веществ и жидкостей. При сливе отработанных жидкостей в систему канализации может произойти порча сливных труб. На многих участках используют ядовитое хлорное железо, которое, попав на слизистую оболочку дыхательных путей, вызывают тяжелые заболевания. Следовательно, на таком участке должна быть хорошая вентиляция, кроме того, должны быть использованы индивидуальные средства защиты рабочих. Пол должен быть выполнен из нетоковедущего материала. Покрытие пола не должно впитывать пролитые химикаты и не затруднять их удаление. Оборудование, производящее травление самих плат должно располагаться в отдельном закрытом секторе, поскольку травление сопровождается активным выделением вредных веществ. Такие же требования относятся к оборудованию производящему промывку печатных плат.
Готовые платы и платы, которые должны подвергаться промывке следует хранить в отведенных для этого местах, чтобы остатки хлорного железа не смогли испортить готовую продукцию.
Отдел контроля должен располагаться отдельно от рабочего отдела. Это связано с тем, что шум не должен превышать выше допустимой нормы, освещение должно соответствовать настойке рабочего инструмента (микроскопа, например). Кроме того, необходимо ограничить сквозной проход через отдел контроля печатных плат для исключения ошибок в процессе контроля. Загромождать проходы между отделами или рабочим оборудованием не допускается. Категорически запрещается пользование открытыми источниками огня, так как на участке имеются легко воспламеняющиеся красители.
Участок или цех по производству печатных плат должен быть установлен в местах, где нет пыли, шума и открытых источников огня. Расположение других участков, которые напрямую связаны с работами над документациями (бухгалтерии, конторы) не допускается. Расположение участка по производству печатных плат выше первого этажа не допускается. Особое внимание также следует обратить при проектировании и конструировании систем канализации. Такие системы должны быть оборудованы отдельными трубами. Категорически запрещается монтаж сливных систем с трубами,
подводящими питьевую воду, чтобы исключить попадание ядохимикатов. При сливе ядохимикатов в сливную систему их действие рекомендуется нейтрализовать или ослаблять для исключения порчи канализационных труб.
К работе по приготовлению и применению растворов электролитов допускаются рабочие, прошедшие специальное обучение по безопасности, имеющие удостоверение на право проведения этих работ и обеспеченные спецодеждой и средствами индивидуальной защиты.
Приготовление растворов электролитов производится в отдельных специально оборудованных помещениях, имеющих вытяжную вентиляцию, под руководством технолога или мастера. Перевозка и подъем ядовитых веществ (щелочей, кислот и так далее) производится с помощью специальных приспособлений и в исправной таре. Переносить наполненные бутыли разрешается только вдвоем на специальных носилках.
Промывка деталей органическими растворителями производится в специально оборудованных устройствах с крышками и вытяжными вентиляционными установками.
Рабочие, занятые на промывке печатных плат органическими растворителями, инструктируются о токсичных свойствах применяемых растворителей и о пожарной безопасности.
При электрическом обезжиривании накапливающаяся на поверхности пена (во избежание взрыва гремучего газа) периодически должна удаляться. В помещениях для промывки применение печного отопления или отопления газовыми или электрическими приборами, а также применение открытого огня не допускается.
6.2 Противопожарные мероприятия
Противопожарная защита - это комплекс организационных и технических мероприятий, направленных на обеспечение безопасности людей, на предотвращение пожара, ограничение его распространения, а также на создание условий для успешного тушения пожара.
Источниками зажигания в ВЦ могут быть электронные схемы от ЭВМ, приборы, применяемые для технического обслуживания, устройства электропитания, кондиционирования воздуха, где в результате различных нарушений образуются перегретые элементы, электрические искры и дуги, способные вызвать загорания горючих материалов.
В современных ЭВМ очень высокая плотность размещения элементов электронных схем. В непосредственной близости друг от друга располагаются соединительные провода, кабели. При протекании по ним электрического тока выделяется значительное количество теплоты. При этом возможно оплавление изоляции. Для отвода избыточной теплоты от ЭВМ служат системы вентиляции и кондиционирования воздуха. При постоянном действии эти системы представляют собой дополнительную пожарную опасность.