ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 29
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Структура технологического процесса
Формообразование поверхностей детали начинается на заготовительной стадии и заканчивается на стадии механической обработки. При этом требуемая точность поверхностей и их взаимного положения закладывается на заготовительной стадии и достигается на чистовых (финишных) этапах механической обработки.
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда (к предметам труда относятся детали, заготовки).
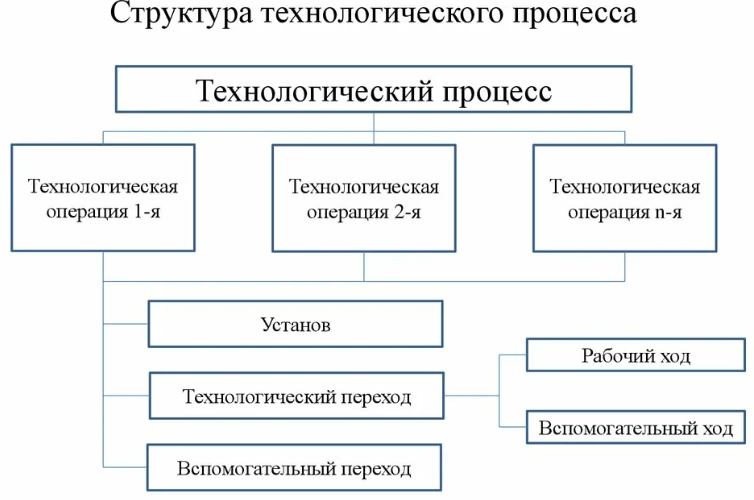
Структурно технологический процесс состоит из последовательно выполняемых технологических операций (рис. 1.2).
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства.
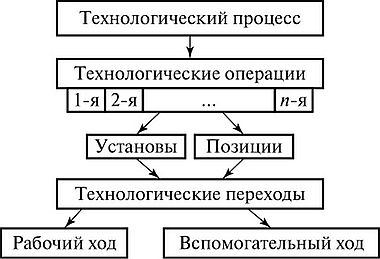
Рис. 1.2. Структурная схема технологического процесса
Технологическая операция — это основной элемент технологического процесса. Она охватывает все действия оборудования и рабочего. Например, станочная операция механической обработки включает все действия рабочего, управляющего станком, автоматические движения узлов станка, осуществляемые в процессе обработки поверхностей заготовки до момента снятия ее со станка и перехода к обработке другой заготовки. При этом возможно: одновременная обработка нескольких заготовок (установочная партия); одновременная или последовательная обработка нескольких поверхностей заготовки одним или несколькими инструментами.
Содержание операции может изменяться в широких пределах: от работы, выполняемой на отдельном станке (или на сборочном стенде) в обычном производстве, до работы, выполняемой на автоматической линии, представляющей собой комплекс технологического оборудования, связанного единой транспортной системой и имеющей единую систему управления, в автоматизированном производстве.
Технологический переход
— законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход — это законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода (например, установка заготовки, смена инструмента и т.п.). Переход можно выполнять за один или несколько рабочих ходов.
Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемая изменением формы, размеров, качества поверхности и свойств заготовки.
Позиция — это фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей или деталью совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сборочной единицы.
При разработке маршрута изготовления детали и его структуры рекомендуется следующая последовательность работы:
— выбрать тип заготовки;
— произвести технологическую разметку чертежа, пронумеровав все поверхности, подвергаемые механической обработке;
— в соответствии с рекомендациями таблиц среднеэкономических достижимых точностей обработки выбрать для каждой из пронумерованных поверхностей требуемое количество операций (переходов);
— составить из выбранных таким образом операций маршрут изготовления детали и представить его в виде табл. 1.2;
Маршрут изготовления вала
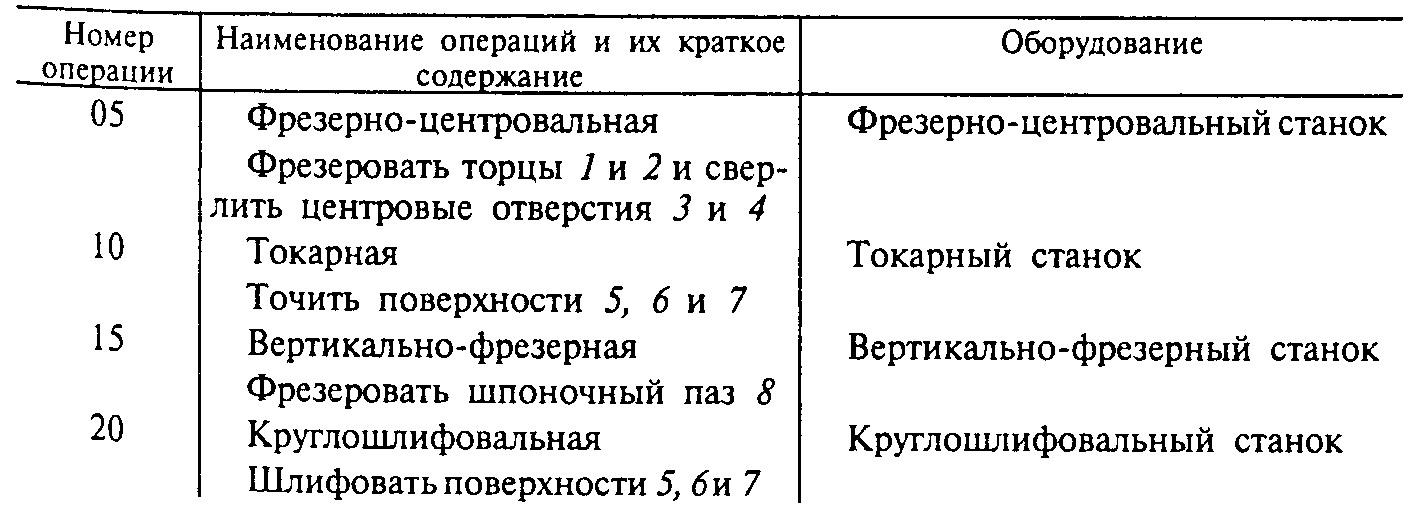
Примечание: В таблице приведена только номенклатура необходимых операций, а не их количество, которое зависит от точности каждой обрабатываемой поверхности.
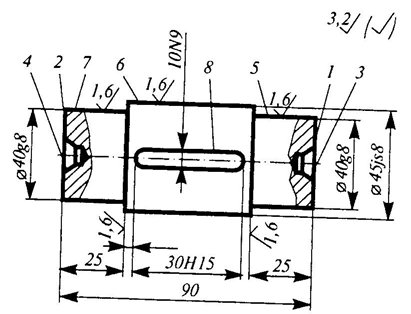
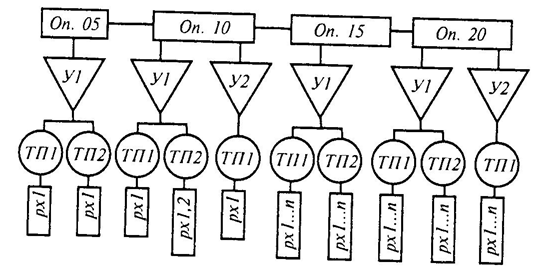
Рис. 1.4. Структурная схема технологического процесса

— в соответствии с примером разработать структурную схему маршрута изготовления детали (рис. 1.3).
Необходимо отметить, что для упрощения маршрута изготовления вала на его эскизе не полностью приведены его элементы и технические требования.
Название и краткое содержание операций, представленных в таблице, соответствуют требованиям стандарта ЕСТД (Правила записи операций и переходов. Обработка резанием).
На рис. 1.4 показана структурная схема маршрута для изготовления вала. При построении этой схемы, для расчета количества рабочих ходов можно воспользоваться следующими ориентировочными значениями максимальных глубин резания: при токарной обработке наружных, внутренних цилиндрических и торцовых поверхностей —4 мм; при фрезеровании плоскостей —5 мм; при зенкеровании - 2 мм; при развертывании —0,2 мм; при шлифовании —0,3 мм (при поперечной подаче шлифовального круга 0,005...0,015 мм) на двойной ход или оборот.
Характеристики технологического процесса
Стандарты ЕСТД устанавливают следующие основные характеристики технологических процессов:
— цикл технологической операции — интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий;
— такт выпуска — интервал времени, через который периодически производится выпуск изделий определенного наименования типоразмера и исполнения;
— ритм выпуска — количество изделий определенного наименования типоразмера и исполнения, выпускаемых в единицу времени;
— норма времени — регламентируемое время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации;
— норма выработки — регламентированное количество деталей, которое должно быть изготовлено в единицу времени;
— штучное время — интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или ремонтируемых изделий или равный календарному времени сборочной операции;
— технологическая себестоимость изготовления детали по всем операциям технологического процесса (цеховая себестоимость)
Соб=L+Z,
где L— основная заработная плата производственных рабочих;Z— сумма всех остальных цеховых расходов.
Лекция №1 ОСНОВНЫЕ ПОНЯТИЯ, ОТНОСЯЩИЕСЯ К РАЗРАБОТКЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1 ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ,
ИХ ЭЛЕМЕНТЫ
Производственный процесс представляет собой совокупность действий, в результате которых исходные материалы и полуфабрикаты превращаются в готовую продукцию, соответствующую своему назначению. В производственный процесс входят не только процессы, непосредственно связанные с изменением формы и свойств обрабатываемых заготовок, но и все необходимые вспомогательные процессы (подготовка производства, контроль, цеховой и внутризаводской транспорт и др.).
Календарное время периодически повторяющегося производственного процесса, называется производственным циклом. Время, потребное для изготовления одного изделия, называется трудоемкостью.
Остальное время производственного цикла расходуется на пролеживание заготовок: на операциях в партии, между операциями, в контроле и на промежуточных складах.
Норма времени — регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации.
Норма выработки — регламентированное количество изделий, которое должно быть обработано или изготовлено в заданную единицу времени в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации.
Штучное время — отношение календарного времени технологической операции к числу изделий, одновременно изготовляемых на одном рабочем месте.
Технологический процесс — часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
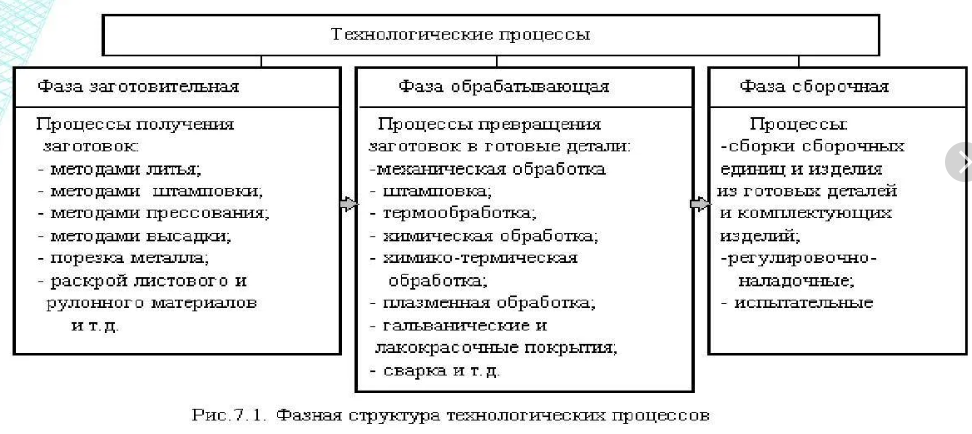
Технологический процесс изготовления прибора в общем случае включает в себя различные технологические процессы: изготовление исходных заготовок, термическая обработка, механическая обработка заготовок, нанесение покрытия, окраска, узловая и общая сборка приборов, регулировка и испытания.
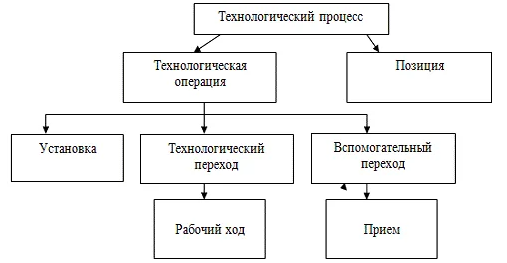
Технологический процесс расчленяется на технологические операции, а операции — на установы, технологические и вспомогательные переходы, рабочие и вспомогательные ходы, позиции.
Технологической операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте одним рабочим или группой рабочих.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей, но необходимы для выполнения технологического перехода (установка заготовки, смена инструмента и т.п.).
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Приспособление — технологическая оснастка, предназначенная для установки или направления заготовки или инструмента для выполнения технологической операции, например: тиски, кондуктор, патрон, оправка и т.п.
Инструмент — технологическая оснастка, предназначенная для воздействия на заготовку с целью изменения ее состояния.
Приемом называется часть операции, непосредственно связанная с подготовкой станка к выполнению отдельных переходов (подвод инструмента, пуск и останов станка, включение подачи и т.д.).
Приемы учитываются при нормировании операции.
Рассмотренная структура технологического процесса, включающая операции, установы, переходы и ходы, называется четырехступенчатой. Она характерна для обработки деталей на металлорежущих станках.