Файл: Инструкция по визуальному и измерительному контролю рд 0360603 2.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.03.2024
Просмотров: 147
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

в) не менее, чем в 3 сечениях;
г) не менее, чем в 7 сечениях.
-
При поставке партии стальных труб в виде полуфабрикатов, измерительный контроль (диаметр, толщина, овальность и кривизна труб), и визуальный контроль дефектов на их поверхности, производится не менее, чем:
а) визуальный – у 10% труб, измерительный – у 50% труб из партии;
б) визуальный – у 50% труб, измерительный – у 10% труб из партии;
в) визуальный – у 70% труб, измерительный – у 10% труб из партии;
г) визуальный – у 100% труб, измерительный – у 50% труб из партии;
-
При проведении входного визуального и измерительного контроля качества материала заготовок, контролируемые параметры и способы контроля указываются:
а) в приказе на формирование лаборатории неразрушающего контроля;
б) в карте операционного контроля сборки заготовок под сварку;
в) в инструкции по входному контролю заготовок;
г) в документации на измерительные приборы для визуального контроля;
-
Какой из указанных размеров при подготовке деталей под сварку можно не измерять:

а) угол скоса кромки 1;
б) перпендикулярность кромки 2;
в) притупление кромки 3;
г) глубину скоса кромки 4.
-
Какой из указанных на рисунке размеров при контроле подготовки торца трубы под сварку можно не измерять:

а) диаметр расточки 1;
б) радиус перехода поверхностей 2;
в) отклонение торца от перпендикулярности 3;
г) необходимо измерять все указанные размеры 1, 2 и 3.
-
Какой из указанных на рисунке размеров при контроле подготовки торца трубы под сварку можно не оценивать визуально:
а) диаметр расточки 1;
б) радиус перехода поверхностей 2;
в) отклонение торца от перпендикулярности 3;
г) необходимо оценивать визуально все указанные размеры 1, 2 и 3.
-
Необходимо ли измерять размеры подкладных остающихся колец и пластин при подготовке деталей под сварку:
а) размеры подкладных колец и пластин можно не оценивать и не измерять;
б) размеры подкладных колец необходимо измерять, а подкладных пластин – только визуально оценивать;
в) размеры подкладных пластин необходимо измерять
, а подкладных колец – только визуально оценивать;
г) необходимо измерять размеры и подкладных колец, и пластин.
-
На каком рисунке изображена сборка соединения под сварку с расплавляемой вставкой:
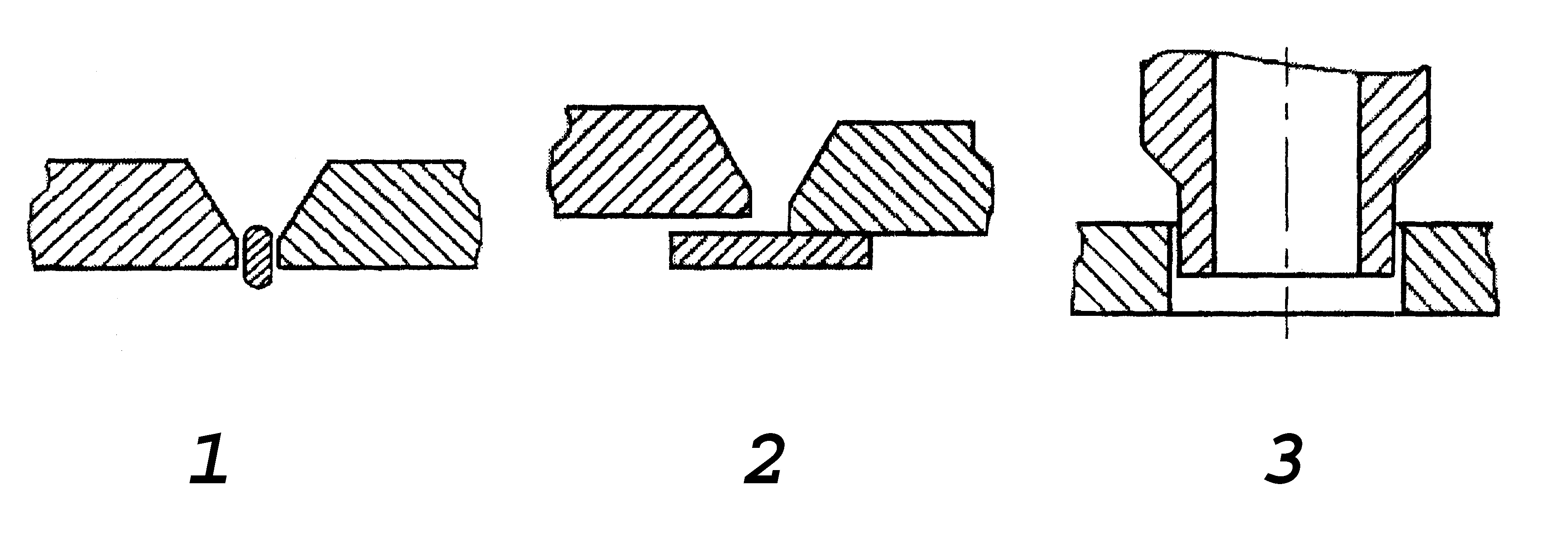
а) на рисунке 1;
б) на рисунке 2;
в) на рисунке 3;
г) на рисунках 1 и 2.
-
Какой из указанных на рисунке размеров при контроле сборки стыкового соединения под сварку допускается не измерять:
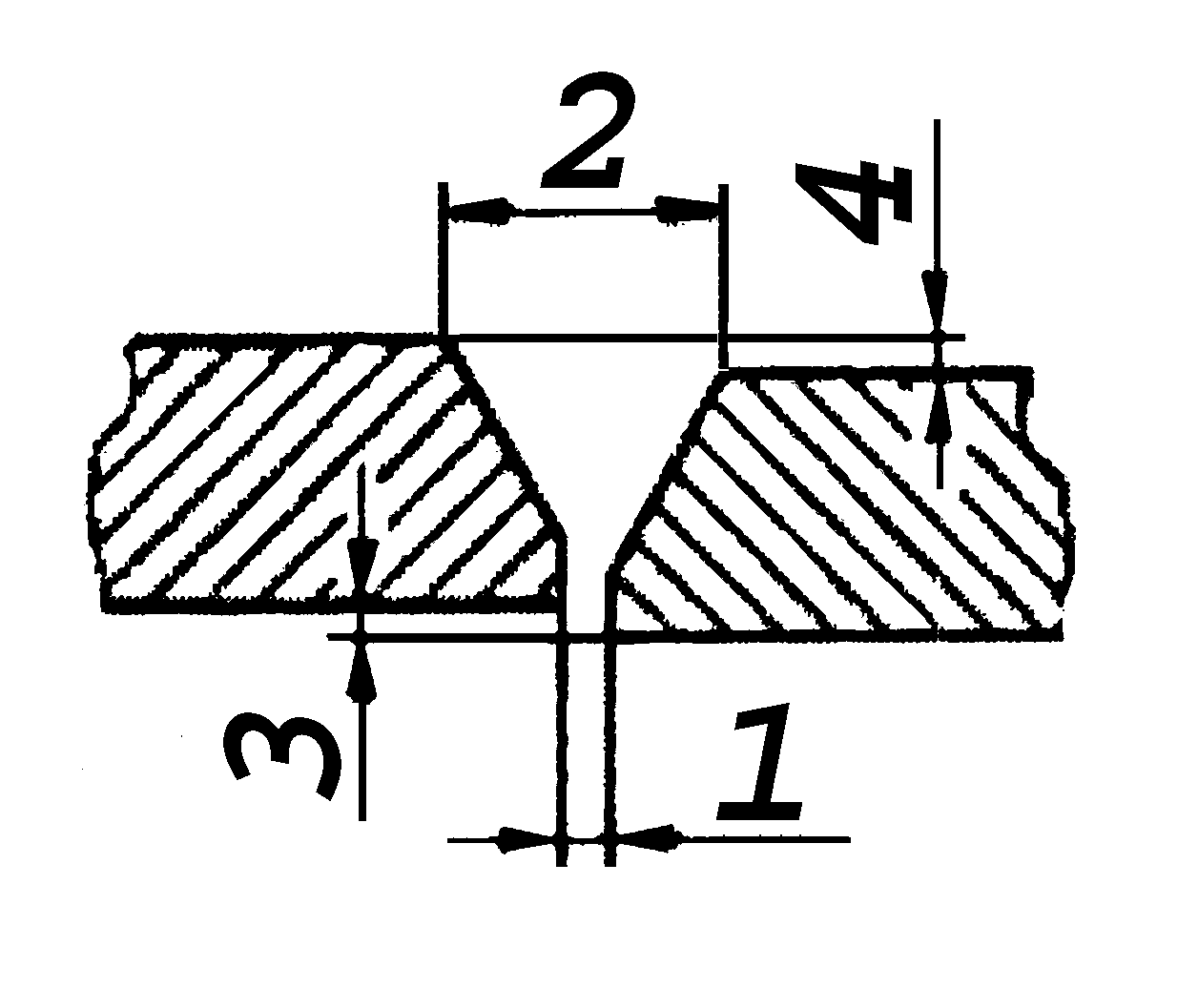
а) зазор в соединении 1;
б) зазор между разделкой кромок 2;
в) смещение кромок с внутренней стороны соединения 3;
г) смещение кромок с наружной стороны соединения 4.
-
Какой из указанных на рисунке размеров при контроле сборки углового соединения под сварку необходимо измерять:

а) технологическую толщину сборки углового шва 1;
б) смещение привариваемого элемента 2;
в) зазор в соединении 3;
г) необходимо измерять размеры 2 и 3.
-
Какой из указанных на рисунке размеров при контроле сборки таврового соединения под сварку необходимо измерять:

а) угол наклона кромки торца детали к основанию 1;
б) зазор в соединении 2;
в) зазор между разделкой кромки и основанием 3;
г) необходимо измерять размеры 2 и 3.
-
При контроле сборки соединения под сварку, с приваренными элементами временных креплений, необходимо измерять:
а) зазор и смещения между основными элементами соединения;
б) расстояние от креплений до разделки кромки и размеры швов приварки креплений;
в) расстояние от креплений до корня шва соединения;
г) размеры, указанные в вариантах а) и б).
-
Переломом осей цилиндрических элементов на определенной длине называется следующий размер:

а) угловой размер 1;
б) линейный размер 2;
в) линейный размер 3;
г) линейный размер 4.
-
В общем случае, из числа представленных к приемке сборок деталей под сварку, контролю подлежат:
а) 5% соединений;
б) 20% соединений;
в) 80% соединений;

г) 100% соединений.
-
При первоначальном выявлении отклонений от требований конструкторской документации при выборочном контроле 20% от партии соединений под сварку, дополнительному контролю подлежат:
а) еще 15% соединений;
б) еще 20% соединений;
в) еще 50% соединений;
г) в этом случае контролируются все 100% соединений.
-
Если сборка деталей под сварку была забракована после проведения визуального контроля по причине несоблюдения зазора в соединении, то:
а) соединение разбирается, а все детали из него бракуются;
б) соединение разбирается и детали из него проходят ремонт;
в) соединение разбирается, и собирается вновь с правильным значением зазора;
г) соединение не разбирается, а контролируется другими методами неразрушающего контроля.
-
При проверке партии деталей, подвергавшихся термической резке, визуальный контроль удаления материала проводится:
а) у 20% деталей;
б) у 50% деталей;
в) у 80% деталей;
г) у 100% деталей.
- 1 2 3 4
Измерение притупления кромки заготовки листов под сварку может быть произведено:
а) в любой одной точке заготовки;
б) в трех точках по длине заготовки;
в) в пяти точках по длине заготовки;
г) варианты б) или в).
-
При контроле подготовки торца трубы под сварку (после расточки), измерение угла выхода резца шаблоном должно быть произведено:
а) в одной точке;
б) не менее, чем в двух точках (в двух взаимно перпендикулярных сечениях);
в) не менее, чем в четырех точках;
г) такие измерения при контроле подготовки под сварку проводить необязательно.
-
Измерение перелома осей цилиндрических элементов при подготовке деталей под сварку можно произвести:
а) линейкой, длиной 200 мм;
б) линейкой, длиной 400 мм;
в) штангенциркулем;
г) эндоскопом.
-
При контроле прихваток соединения, подготовленного под сварку, визуально оцениваются:
а) 20% прихваток;
б) 40% прихваток;
в) 50% прихваток;
г) 100% прихваток.
-
При контроле смещения кромок сборки соединения под сварку, рекомендуется по возможности в первую очередь измерить:

а) линейный размер 1;
б) линейный размер 2;
в) линейный размер 3;
г) угловой размер 4.
-
Из-за невозможности контроля перелома осей элементов на стандартной базе 200 мм (один из элементов изогнут), измерение было произведено на базе 100 мм, и значение перелома осей на указанном расстоянии составило 1 мм. В отчете о проведении контроля необходимо указать значение перелома:
а) 1 мм;
б) 1,5 мм;
в) 2 мм;
г) 4 мм.
-
Смещение кромок свариваемых элементов можно измерить с помощью универсального шаблона:
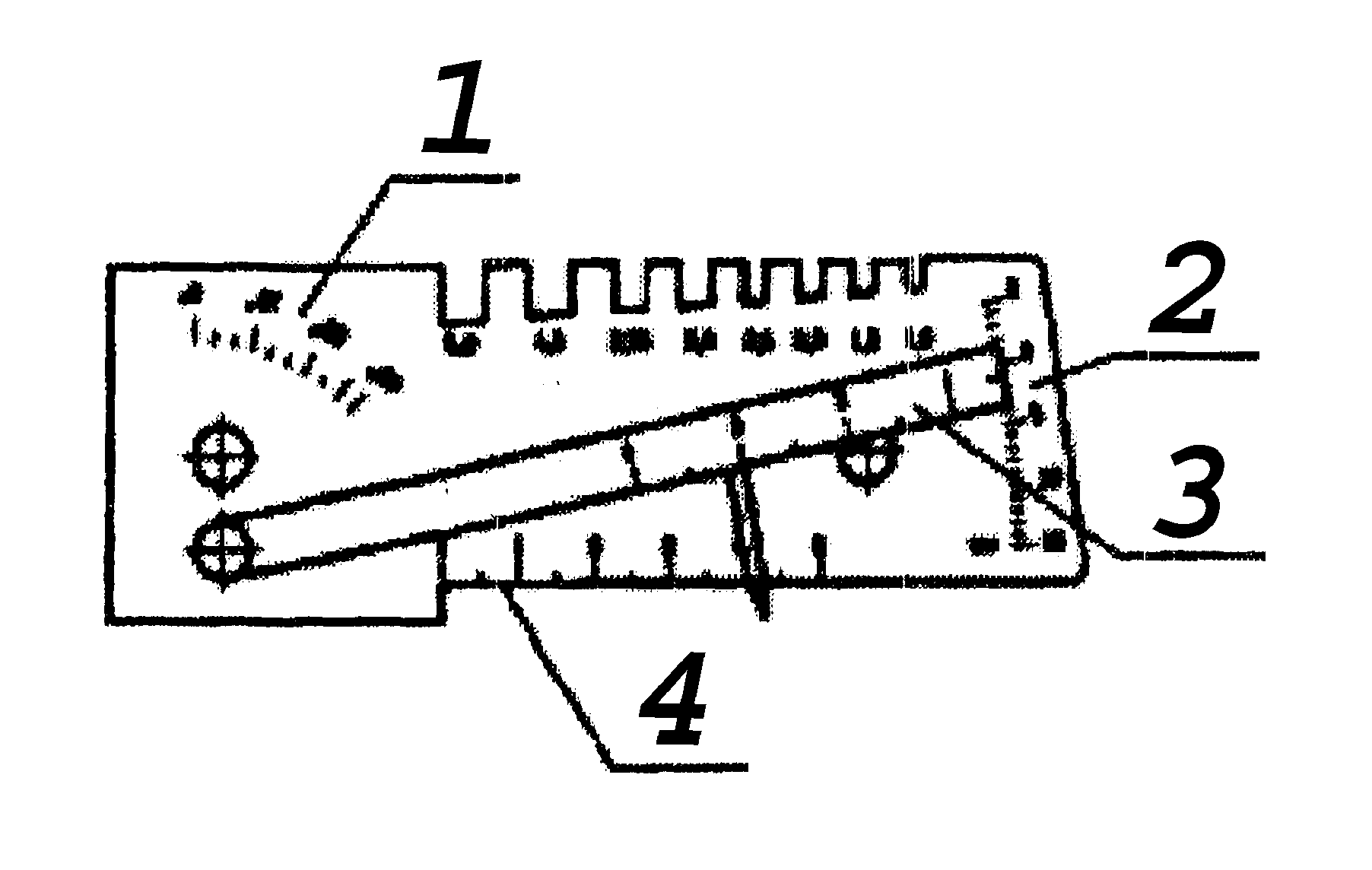
а) по шкале 1;
б) по шкале 2;
в) по шкале 3;
г) по шкале 4.
-
В случае, если необходимо визуально контролировать многослойное сварное соединение, визуальный контроль должен проводиться:
а) только после выполнения первого слоя;
б) только после выполнения последнего слоя;
в) после выполнения каждого слоя;
г) после выполнения первого слоя и последнего слоя.
-
Если при проведении визуального контроля после изготовления очередного слоя многослойного соединения были обнаружены недопустимые дефекты:
а) эти дефекты можно не исправлять, так как последующие слои скроют их;
б) эти дефекты необходимо исправлять, только если слой – первый;
в) эти дефекты можно будет исправить после изготовления последнего слоя;
г) эти дефекты должны быть исправлены перед изготовлением следующего слоя
-
В выполненном сварном соединении необходимо визуально контролировать:
а) правильность выполнения маркировки шва;
б) качество зачистки поверхности для выполнения последующего капиллярного контроля, если он предусмотрен;
в) отсутствие наплывов на поверхности шва;
г) все перечисленное а), б) и в).
-
В выполненном сварном соединении необходимо визуально контролировать:
а) толщину каждого из сваренных элементов;
б) западание между валиками шва;
в) наличие конструктивных непроваров;
г) все перечисленное а), б) и в).
-
На представленном рисунке указан дефект сварного шва:

а) подрез;
б) неполное заполнение разделки;
в) вогнутость;
г) чешуйчатость.
-
Измерение вогнутости сварного шва должно быть произведено:
а) в местах ее минимальной величины;
б) в местах ее максимальной величины;
в) в местах ее средней величины;
г) в любых местах.
-
Если производится контроль толщины автоматически нанесенного антикоррозионного покрытия трубы, то измерения должны проводиться:
а) через каждые 30 по окружности покрытия;
б) через каждые 60 по окружности покрытия;
в) через каждые 90 по окружности покрытия;
г) через каждые 180 по окружности покрытия.
-
Величина глубины западания между валиками шва различной высоты определяется:
а) относительно меньшего валика;
б) относительно большего валика;
в) относительно средней величины высоты валиков;
г) относительно поверхности основного материала.
-
Какой из представленных размеров является выпуклостью данного стыкового шва:
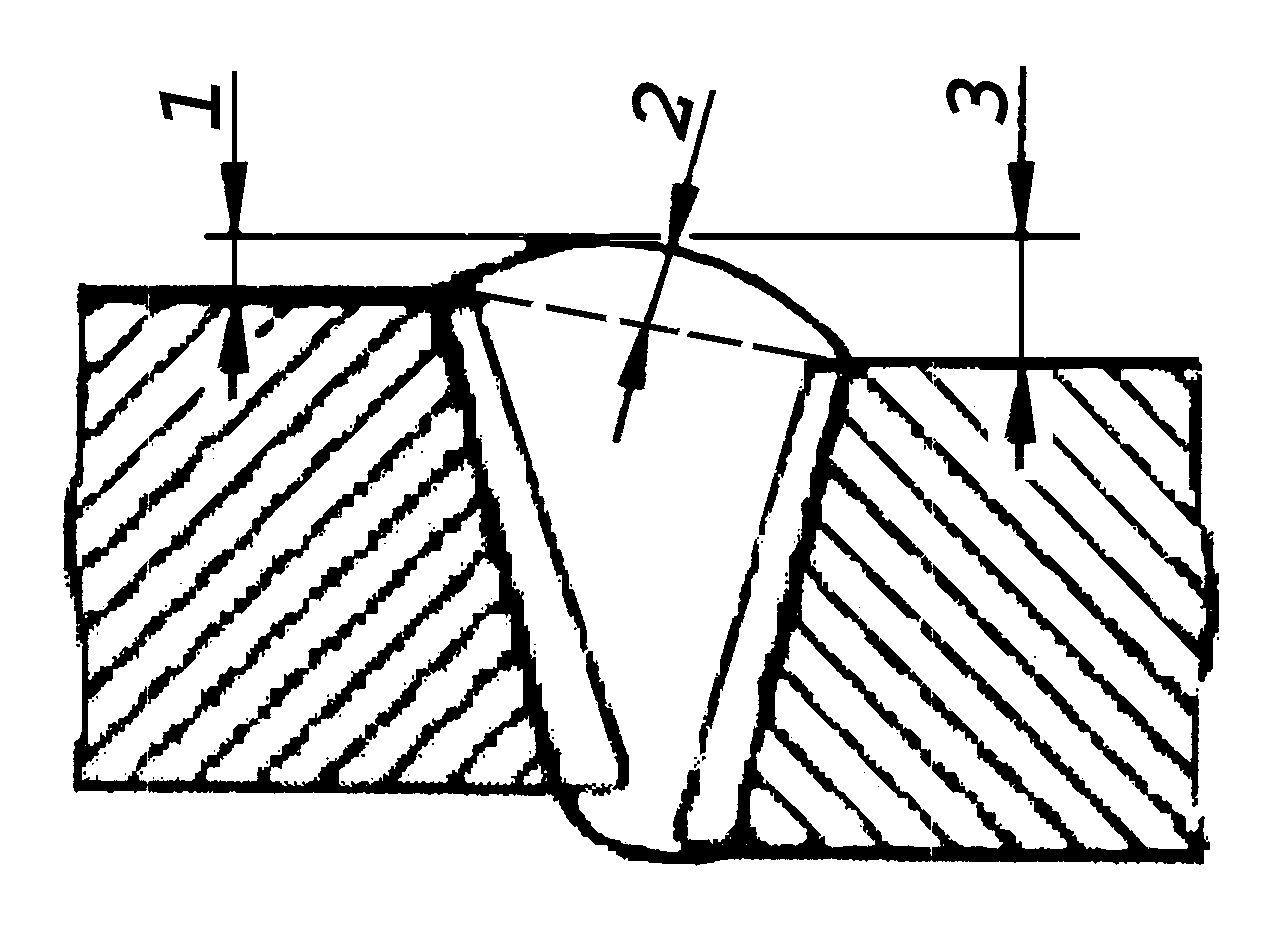
а) размер 1;
б) размер 2;
в) размер 3;
г) ( размер 1 + размер 3 ) / 2.