Файл: Инструкция по визуальному и измерительному контролю рд 0360603 2.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.03.2024
Просмотров: 146
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

-
Измерение параметров сварных швов разрешается производить как непосредственно на шве, так и:
а) дистанционно - триангуляционным методом с использованием лазерного интерферометра;
б) по слепку, выполненному с данного участка сварного шва;
в) по тени проекции на экран освещенного участка сварного шва;
г) по фотографии данного участка сварного шва.
-
Измерительный контроль сварного тройника из труб предусматривает, в числе прочего, проверку:
а) соответствия габаритных размеров выполненного соединения заданным в НТД;
б) прогиба корпусов труб;
в) отклонения оси основной трубы;
г) всех перечисленных величин а), б) и в).
-
Овальность сечения детали ( и
и  - максимальное и минимальное значение наружного диаметра,
- максимальное и минимальное значение наружного диаметра,  - номинальное значение наружного диаметра) можно определить по формуле:
- номинальное значение наружного диаметра) можно определить по формуле:
а)
 ;
;б)
 ;
;в)
 ;
;г)
 .
.-
При ремонте дефектных участков сварного соединения, если предусматривается последующее применение других методов контроля, допускается не измерять:
а) размеры выборки дефектного участка;
б) размеры разделки кромок выборки дефектного участка;
в) общую длину сварного соединения;
г) шероховатость поверхности после исправления.
-
При визуальном и измерительном контроле изделия в процессе эксплуатации, необходимо фиксировать следующие недопустимые дефекты:
а) значительные изменения формы конструкции изделия, вызванные эксплуатационными нагрузками;
б) трещины, развившиеся в процессе эксплуатации;
в) непровары, не выявленные на стадии изготовления изделия;
г) все указанные дефекты а), б) и в).
-
Оценка качества объекта по результатам визуального и измерительного контроля должна производиться по нормам, согласованным:
а) с руководством предприятия-изготовителя или эксплуатирующей организации;
б) с Федеральной службой по технологическому надзору (Госгортехнадзором);
в) с Госстандартом России;
г) с любым специалистом III уровня квалификации по визуальному и измерительному контролю.
-
Клеймо на поверхности объекта о его приемке по результатам визуального и измерительного контроля ставится в случаях:
а) только при отсутствии любых отклонений, даже допустимых, параметров объекта от норм;
б) когда работы по визуальному контролю непосредственно выполнял специалист III уровня квалификации;
в) когда это требуется технологической документацией;
г) когда у объекта выявлено не более одного недопустимого дефекта.
-
Акт о результатах визуального и измерительного контроля является:
а) исходной документацией для контроля;
б) нормативной документацией, по которой проводится контроль;
в) отчетной документацией о контроле;
г) учетной документацией по контролю.
-
На представленном рисунке изображен:
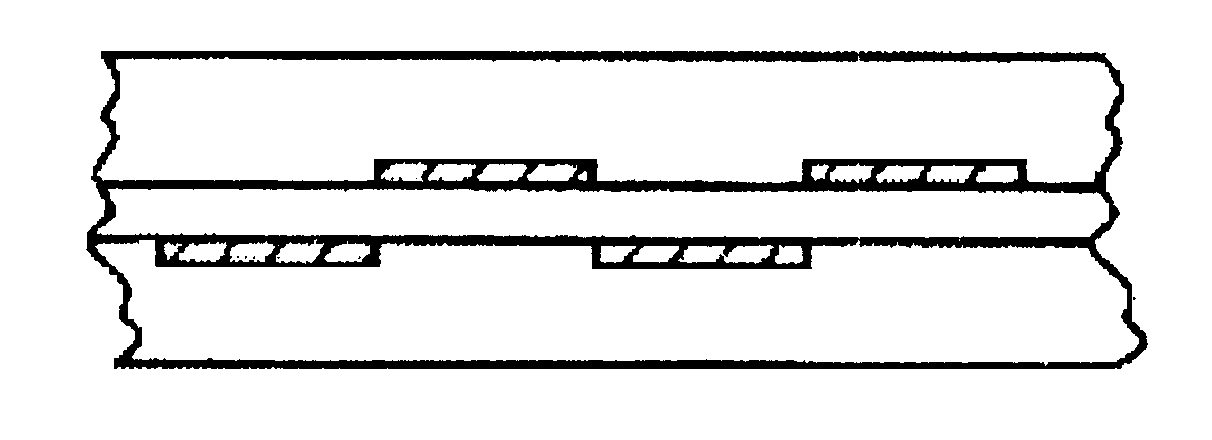
а) непрерывный шов;
б) перемежающийся непрерывный шов;
в) прерывистый шов;
г) компенсационный шов.
-
На представленном рисунке стрелками указана величина:

а) обратной выпуклости сварного шва;
б) вдавленности сварного шва;
в) вогнутости сварного шва;
г) утонения сварного шва.
-
Из представленных на рисунке размеров, расстоянием между включениями, обнаруженными визуально на поверхности объекта контроля, является:
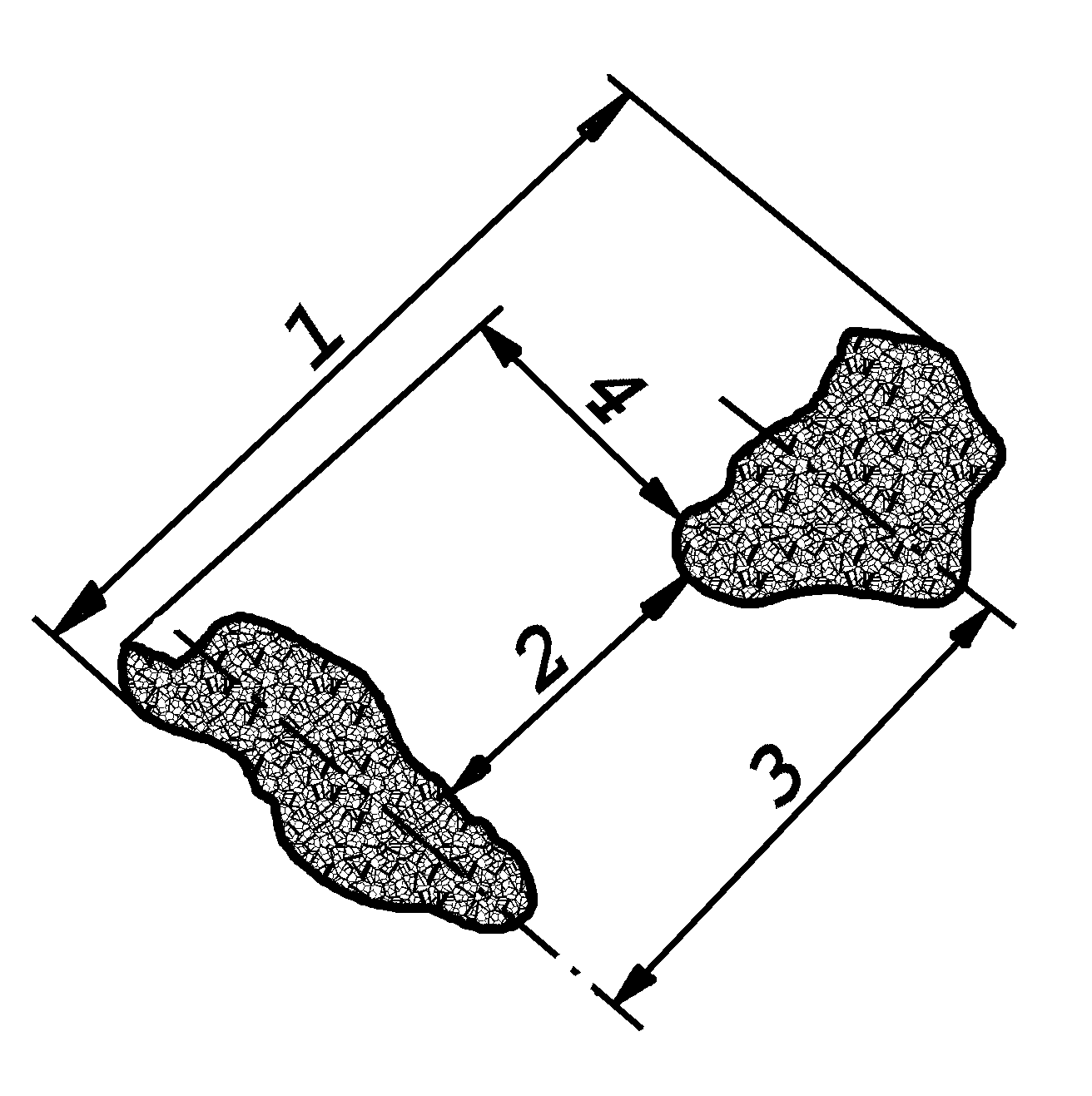
а) 1;
б) 2;
в) 3;
г) 4.
-
В каком из указанных документов представляются результаты контроля:
а) в карте операционного контроля;
б) в технологической карте;
в) в программе входного контроля;
г) в инструкции по проведению контроля.
-
В технологической карте визуального и измерительного контроля не указывается:
а) требования к освещенности поверхности объекта контроля;
б) предельно допустимые значения контролируемых параметров;

в) порядок поверки средств измерений, используемых при проведении контроля;
г) наименование организации, проводящей контроль.
-
На заключении о качестве подготовки соединения к сварке должны быть поставлены подписи:
а) директора организации, выполнявшей контроль;
б) специалиста, непосредственно проводившего контроль;
в) начальника службы технического контроля;
г) специалистов, указанных в вариантах б) и в).
-
Трещины напряжения металла направлены, как правило:
а) хаотично, паутинообразно;
б) параллельно поверхности;
в) под прямым углом вглубь металла;
г) наклонно к торцу изделия.
-
Отклонение от плоскостности можно измерить:
а) лупой измерительной;
б) линейкой оптической;
в) щупом;
г) радиусным шаблоном.
-
Нормы оценки качества для стыкового сварного соединения деталей разной толщины принимаются:
а) по номинальной толщине более тонкой детали;
б) по номинальной толщине более толстой детали;
в) по эквивалентной толщине, равной среднему арифметическому толщин соединяемых деталей;
г) по эквивалентной толщине, равной половине толщины более толстой детали.
-
Расчетной высотой углового шва называется следующий размер:

а) 1;
б) 2;
в) 3;
г) 4.
-
Минимально допустимое число одиночных включений, указанное в документации, составляет не более 5 на 1 м сварного шва. Для сварного шва, длиной 500 мм, допускается:
а) не более 1 включения;
б) не более 3 включений;
в) не более 5 включений;
г) ни одного включения не допускается.
-
Нормы оценки качества для торцевого сварного соединения деталей принимаются:
а) по номинальной толщине стенки более тонкой детали;
б) по номинальной толщине стенки более толстой детали;
в) по эквивалентной толщине, равной удвоенной номинальной толщине более тонкой детали;
г) по эквивалентной толщине, равной половине номинальной толщины более толстой детали.
-
Акт визуального и измерительного контроля качества заготовок составляется:
а) на каждую заготовку (партию заготовок), независимо от того, подвергалась ли она визуальному и измерительному контролю или нет;
б) на каждую заготовку (партию заготовок), подвергшуюся контролю, и имеющую недопустимые дефекты;
в) на каждую заготовку (партию заготовок), подвергшуюся контролю, при отсутствии недопустимых дефектов;
г) на каждую заготовку (партию заготовок), независимо от результатов контроля.
-
При проведении визуального и измерительного контроля, в протоколе размеров всегда указываются следующие данные:
а) состояние поверхности контролируемого изделия;
б) габаритные размеры изделия;
в) размеры, выполненные в определенных сечениях изделия по требованию нормативной документации;
г) все указанные параметры а), б) и в).
-
Форма отчетных документов по результатам визуального и измерительного контроля, приведенная в РД 03-606-03, является:
а) строго обязательной к заполнению при контроле промышленно опасных объектов;
б) рекомендуемой, с возможностью применения других эквивалентных форм;
в) примерной, с требованиями последующей доработки ее на предприятии;
г) демонстрационной, непригодной к практическому использованию.
-
ответы к вопросам СПЕЦИАЛЬНОГО ЭКЗАМЕНА ПО визуальному и измерительному МЕТОДУ НК
оборудование ХИМИЧЕСКОЙ, НЕФТЕХИМИЧЕСКОЙ
И НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
II уровень квалификации
-
г
в
б
б
а
г
в
б
г
в
в
а
г
б
г
а
г
г
б
б
г
табл. 6
г
табл. 6
в
табл. 6
а
п. 7.3.5
б
п. 3.4.8
б
п. 6.2.11
в
п. 7.1.22
а
п. 7.1.24
б
п. 7.3.4
в
п. 7.3.4
б
I
г
III 3.1
б
III 3.2
г
III 3.3
в
III 3.3
в
III 3.4
г
III 3.8
в
III 3.11
г
III 3.14
г
III 3.17
б
III 3.20
в
III 3.20
г
III 3.20
г
III 3.20
г
III 3.21
б
III 3.18
в
III 3.19
а
IV
б
IV
в
V 5.3
б
V 5.3
а
V 5.4
г
V 5.5
г
V 5.5
а
VI 6.1.1
в
VI 6.1.2
б
VI 6.1.3
а
VI 6.1.5
а
VI 6.1.5
г
VI 6.2.1
б
VI 6.1.3
в
VI 6.2.2
г
VI 6.2.3
г
VI 6.2.3
г
VI 5.5
в
VI 6.2.6
а
VI 6.2.6
б
VI 6.3.3
г
VI 6.3.4
а
VI 6.3.4
г
VI 6.3.4
в
VI 6.3.4
в
VI 6.3.4
в
VI 6.3.5 табл.2
б
VI 6.3.5 табл.2
г
VI 6.3.5 табл.2
в
VI 6.3.6
г
Табл. 3
б
Рис. 2 лист 2
г
Рис. 2 лист 2
г
Рис. 2 лист 2, 3
а
Рис. 3 лист 1
б
Рис. 3 лист 1
г
Рис. 3 лист 1
б
Рис. 3 лист 1
г
VI 6.4.4
г
Рис. 3 лист 2
б
VI 6.4.5
б
VI 6.4.5
в
VI 6.4.5
г
VI 6.4.6
г
Табл. 3
а
Табл. 3
б
Табл. 4
г
VI 6.4.10
в
VI 6.4.8
в
VI 6.4.12
б
Рис. 5
в
VI 6.5.1
г
VI 6.5.2
г
VI 6.5.3
б
VI 6.5.4
б
VI рис. 8
б
VI табл. 5
в
VI 6.5.6
а
VI 6.5.8
а
VI 6.5.10
б
VI 6.5.15
г
VI 6.6.5
б
VI 6.6.7
в
VI 6.7.2
г
VI 6.8.2
б
VII 7.1
в
VIII
в
VIII
в
Рис. А.7
в
Рис. А.10
б
Рис. А.39
а
Прил. Г
в
Прил. В
г
Прил. Г
в
Т и О
б
Табл. Д.3
а
Прил. Е п. 1
в
Рис. А.12
б
Прил. Е п. 2
в
Прил. Е п. 1
г
Прил. Ж
в
Прил. Ж
б
Прил. Ж
-