Файл: Проектирование приспособления для обработки детали Накладка.docx
Добавлен: 10.04.2024
Просмотров: 41
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Погрешность изготовления приспособления вычисляется по формуле:
 [4, с.151],
[4, с.151],где δ – допуск выполняемого при обработке размера заготовки,
kT – коэффициент, учитывающий отклонения рассеяния значений составляющих величин от закона нормального распределения;
kT1 - коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках;
kT2 - коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления;
ω – экономическая точность обработки;
εз – погрешность закрепления заготовки, возникающая в результате действия сил зажима;
εу – погрешность установки приспособления на станке;
εи – погрешность положения заготовки, возникающая в результате изнашивания элементов приспособления;
εп – погрешность от перекоса инструмента;
εб – погрешность базирования заготовки в приспособлении.
Погрешность базирования для замыкающего размера размерной цепи [4, с.160] равна:

где
 – допуски на размеры 124 и 2 мм соответственно.
– допуски на размеры 124 и 2 мм соответственно. 
εз=0,07 мм, при креплении винтовым зажимом [4. с. 167];
εу=0,06 мм, при установке приспособления по центрирующим шпонкам [4, с. 170];

 - средний износ установочных элементов [4, с. 175]
- средний износ установочных элементов [4, с. 175] – поправочные коэффициенты [4, с. 176]
– поправочные коэффициенты [4, с. 176]

 – погрешность установки инструмента по щупу;
– погрешность установки инструмента по щупу; - допуск щупа;
- допуск щупа;
ω=0,52 мм, [4. с. 211];
kT=1,0; kT1=0,8; kT2=0,6, [4. с. 85];
δ=1,8 мм – допуск на выполняемый размер.

 мм.
мм.Таким образом, погрешность, допустимая для данного приспособления и вызываемая неточностью его изготовления не должна превышать 0,364 мм.
4 ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ УСИЛИЯ ЗАКРЕПЛЕНИЯ ДЕТАЛИ В ПРИСПОСОБЛЕНИЕ
Обработка заготовки будет вестись за две позиции, на одной из которых будет обрабатываться центральное отверстие Ø46 мм, а на второй – группу отверстий под резьбу М6. Очевидно, что наибольшие усилия будут возникать при обработке отверстия Ø46 мм, поэтому рассчитаем силы резания для обработки данного отверстия и выберем переход для дальнейшего рассмотрения с наибольшими усилиями. Данное отверстие будет обрабатываться за три перехода: сверление отверстия Ø25 мм и два зенкерования отверстия Ø40 и Ø46 мм.
Сверление:
Определяем глубину резания: t=0,5·D=0,5·25=12,5 мм.
Определяем подачу на оборот: So=0,38-0,43 мм/об, [2, стр. 277]
Согласно паспорта станка принимаем So=0,4 мм/об;
Скорость резания:
 ,
,где
 ; q=0,5; y=0,45; x=0; m=0,12 – коэффициент и показатели степеней [2, стр. 278].
; q=0,5; y=0,45; x=0; m=0,12 – коэффициент и показатели степеней [2, стр. 278].Т=25 мин – стойкость режущего инструмента [2, стр. 279];
 ,
,где
 - коэффициент, учитывающий влияние материала заготовки [2, стр. 261];
- коэффициент, учитывающий влияние материала заготовки [2, стр. 261]; ;
;  – коэффициент и показатель степени для определения коэффициента
– коэффициент и показатель степени для определения коэффициента  ;
;
 - коэффициент, учитывающий поверхностный слой заготовки
- коэффициент, учитывающий поверхностный слой заготовки[2, стр.263];
 - коэффициент на инструментальный материал [2, стр. 263];
- коэффициент на инструментальный материал [2, стр. 263]; - коэффициент, учитывающий глубину сверления [2, стр. 280];
- коэффициент, учитывающий глубину сверления [2, стр. 280];
 м/мин;
м/мин;Частота вращения:


n =
 = 175 об/мин;
= 175 об/мин;Уточняем частоту вращения по паспорту станка:
n=180 об/мин;
Уточняем скорость резания:

 м/мин
м/минКрутящий момент Н·м:
 ,
,где
 ; q=2; y=0,7 – коэффициент и показатели степеней
; q=2; y=0,7 – коэффициент и показатели степеней[2, стр. 281];

 - поправочный коэффициент на качество обрабатываемого материала [2, стр. 264];
- поправочный коэффициент на качество обрабатываемого материала [2, стр. 264]; – показатель степени;
– показатель степени;
 H·м;
H·м;Осевая сила, Н:
 ,
,где
 ; q=1; y=0,7 – коэффициент и показатели степеней [2, стр. 281];
; q=1; y=0,7 – коэффициент и показатели степеней [2, стр. 281]; H;
H;Зенкерование:
Определяем глубину резания: t=0,5·(D-d)=0,5·(40-25)=7,5 мм.
Определяем подачу на оборот: So=0,5-0,8 мм/об, [2, стр. 277]
Согласно паспорта станка принимаем So=0,56 мм/об;
Скорость резания:
 ,
,где
 ; q=0,3; y=0,5; x=0,2; m=0,3 – коэффициент и показатели степеней [2, стр. 280].
; q=0,3; y=0,5; x=0,2; m=0,3 – коэффициент и показатели степеней [2, стр. 280].Т=60 мин – стойкость режущего инструмента [2, стр. 279];
 ,
,где
 - коэффициент, учитывающий влияние материала заготовки [2, стр. 261];
- коэффициент, учитывающий влияние материала заготовки [2, стр. 261]; ;
;  – коэффициент и показатель степени для определения коэффициента
– коэффициент и показатель степени для определения коэффициента  ;
;
 - коэффициент, учитывающий поверхностный слой заготовки
- коэффициент, учитывающий поверхностный слой заготовки
[2, стр.263];
 - коэффициент на инструментальный материал [2, стр. 263];
- коэффициент на инструментальный материал [2, стр. 263]; - коэффициент, учитывающий глубину зенкерования [2, стр. 280];
- коэффициент, учитывающий глубину зенкерования [2, стр. 280];
 м/мин;
м/мин;Частота вращения:

n =
 = 78 об/мин;
= 78 об/мин;Уточняем частоту вращения по паспорту станка:
n=63 об/мин;
Уточняем скорость резания:

 м/мин
м/минКрутящий момент Н·м:
 ,
,где
 ; q=1; x=0,9; y=0,8 – коэффициент и показатели степеней [2, стр. 281];
; q=1; x=0,9; y=0,8 – коэффициент и показатели степеней [2, стр. 281];
 - поправочный коэффициент на качество обрабатываемого материала [2, стр. 264];
- поправочный коэффициент на качество обрабатываемого материала [2, стр. 264]; – показатель степени;
– показатель степени;
 H·м;
H·м;Осевая сила, Н:
 ,
,где
 ; q=0; x=1,0; y=0,4 – коэффициент и показатели степеней [2, стр. 281];
; q=0; x=1,0; y=0,4 – коэффициент и показатели степеней [2, стр. 281]; H.
H.Расчеты режимов резания для чистового зенкерования не приводим, т.к. силовые характеристики будут меньше, чем при сверлении и черновом зенкеровании.
Заготовка базируется на установочных элементах и прижимается к ним силой W, а момент резания Мкр. пытается сдвинуть заготовку относительно установочных элементов. Осевая сила резания Po создает дополнительную силу трения на поверхности заготовки.
Коэффициент k может быть представлен как произведение первичных коэффициентов [4, стр.199]:
| | (9) |
где k0 — гарантированный коэффициент запаса — рекомендуется принимать для всех случаев равным 1,5; k1 - коэффициент, учитывающий наличие случайных неровностей на поверхности заготовки, вызывающих увеличение сил резания. При черновой обработке k1=1,2; при чистовой и отделочной обработке k1=1.
k2 — коэффициент, учитывающий увеличение сил резания при затуплении инструмента.
k3 — коэффициент, учитывающий увеличение сил резания при прерывистом резании. При точении с ударами и торцовом фрезеровании он достигает значения 1,2. При обработке без ударов k3=1,0.
k4 — коэффициент, учитывающий постоянство развиваемых сил зажима. Для ручных зажимных устройств k4=1,3; для механических устройств прямого действия (пневматических, гидравлических и т.п.) k4=1,0. Если величина допуска на размер заготовки влияет на силу закрепления, что имеет место при использовании пневмокамер, мембранных патронов и т.п., k4=1,3.
k5 — коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах. При удобном расположении и малом диапазоне угла её поворота k5=1,0, при большом диапазоне (более 90°) k5=1,2.
k6 — коэффициент, учитывающий наличие моментов, стремящихся повернуть заготовку. Если заготовка установлена базовой плоскостью на опоры с ограниченной поверхностью контакта, k6=1,0. Если на планки или другие элементы с большой поверхностью контакта, k6=1,5.
Номинальный k = 1,5 , увеличиваем до стандартного
 .
.Расчет силы зажима заготовки. На схеме действия сил обозначим все силы, которые действуют на заготовку в процессе обработки – рисунок 3.
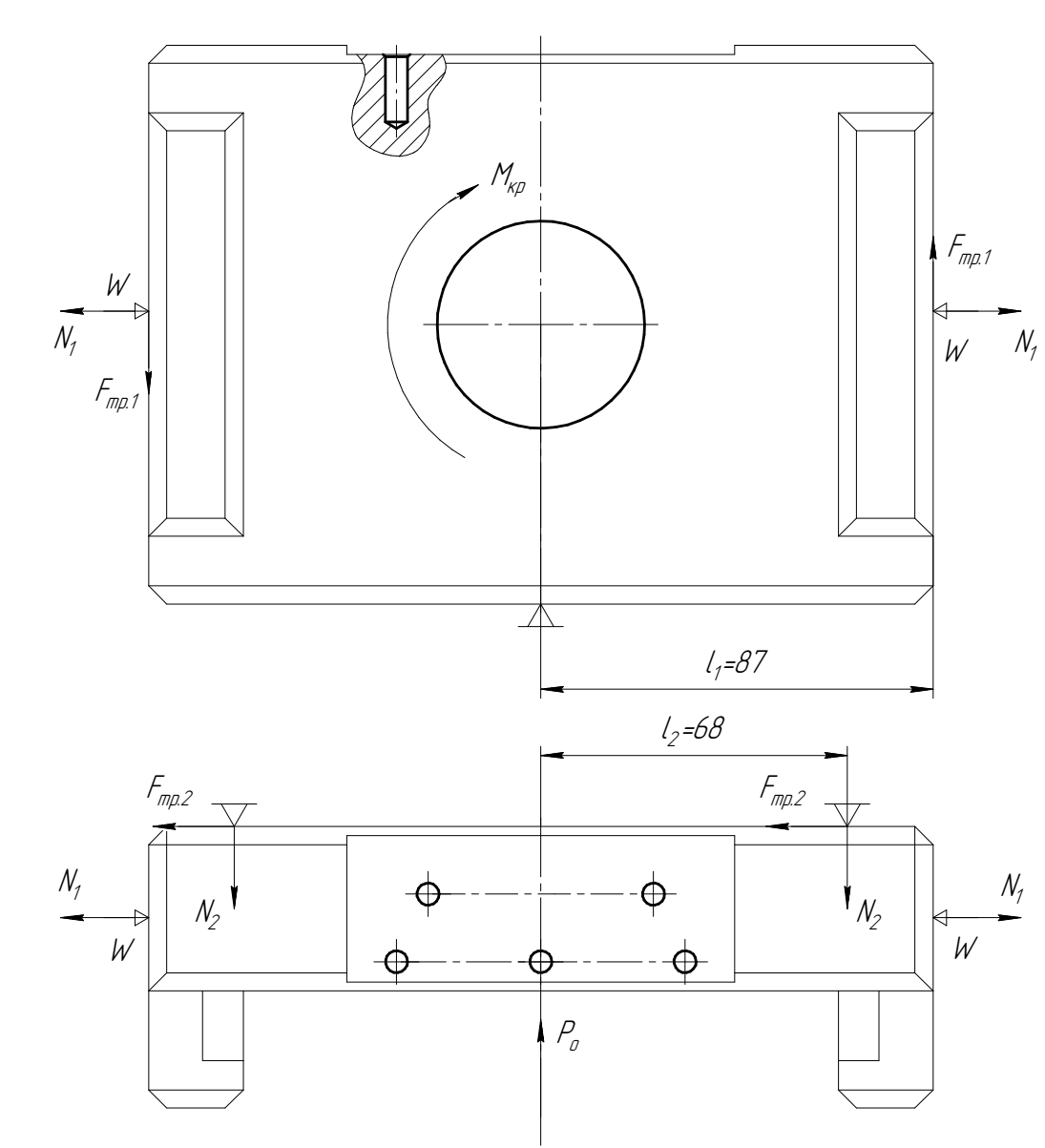
Рисунок 3 – Схема действия сил на заготовку
Составим уравнение равновесия заготовки относительно центра обрабатываемого отверстия.
 (10)
(10)где
 - моменты трения от сил трения Fтр1 и Fтр2 соответственно.
- моменты трения от сил трения Fтр1 и Fтр2 соответственно.