Файл: Проектирование приспособления для обработки детали Накладка.docx
Добавлен: 10.04.2024
Просмотров: 36
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

(11)
 (12)
(12)
где – силы трения на соответствующих поверхностях;
– силы трения на соответствующих поверхностях;
 - плечи сил трения.
- плечи сил трения.
Сила трения определяется из соотношения:
 (13)
(13)
 (14)
(14)
где f=0,1 – коэффициент трения;
 – нормальные силы реакций опор.
– нормальные силы реакций опор.
Из рисунка 3 находим:
 (15)
(15)
 (16)
(16)
где – искомая сила зажатия;
– искомая сила зажатия;
 - осевая сила резания.
- осевая сила резания.
Подставляем в уравнения (13) и (14) выражения (15) и (16):
 (17)
(17)
 (18)
(18)
Подставляем в уравнения (11) и (12) выражения (17) и (18):
 (19)
(19)
 (20)
(20)
Подставляем в уравнение (10) выражения (19) и (20):
 (21)
(21)
Выражаем из уравнения (21) величину W:
Подставляем числовые значения:
Определяем номинальный (наружный) диаметр резьбы винта d(мм) по формуле:

где C – коэффициент, для основной метрической резьбы С=1,4;
 - допускаемое напряжение растяжения (сжатия) для материала винта.
- допускаемое напряжение растяжения (сжатия) для материала винта.
Для винтов из стали 10 с учетом износа .
.
Выбираем резьбу М10.
Момент, развиваемый на рукоятке для получения заданной силы в приводе равен:
равен:

где d2 = 9 мм – средний диаметр резьбы;
 - угол подъема резьбы;
- угол подъема резьбы;
 - угол трения в резьбе;
- угол трения в резьбе;

Длина ключа l по заданной силе воздействия F (при ручном зажиме F<=150H) из условия равновесия винта:

Отсюда длина ключа:

Согласно ГОСТ 2839-80 длина ключа для гайки с S=6 мм равна 100 мм, т.е. стандартным ключом можно достигнуть необходимого момента затяжки.
Рассчитаем максимально возможное усилие. Для этого запишем уравнение прочности на смятие для материала заготовки:

где А=595 мм2 – площадь опорной поверхности для пластины;
 - коэффициент запаса;
- коэффициент запаса;
 - допускаемое напряжение на смятие материала заготовки.
- допускаемое напряжение на смятие материала заготовки.
Момент, развиваемый на рукоятке для получения заданной силы в приводе равен:

где мм – средний диаметр резьбы;
мм – средний диаметр резьбы;
- угол подъема резьбы;
- угол трения в резьбе;

Максимально возможный момент, развиваемый рабочим определяется по формуле:

где - максимально допустимая сила, которую может развить рабочий;
- максимально допустимая сила, которую может развить рабочий;
 =100 мм – длина ключа для гайки с S=6.
=100 мм – длина ключа для гайки с S=6.

Вывод: поскольку длина стандартного ключа для закручивания винта меньше, чем расчетное значение максимального усилия, то рабочий не может создать чрезмерное усилие и тем самым повредить заготовку. Следовательно в применении динамометрического ключа нет необходимости.
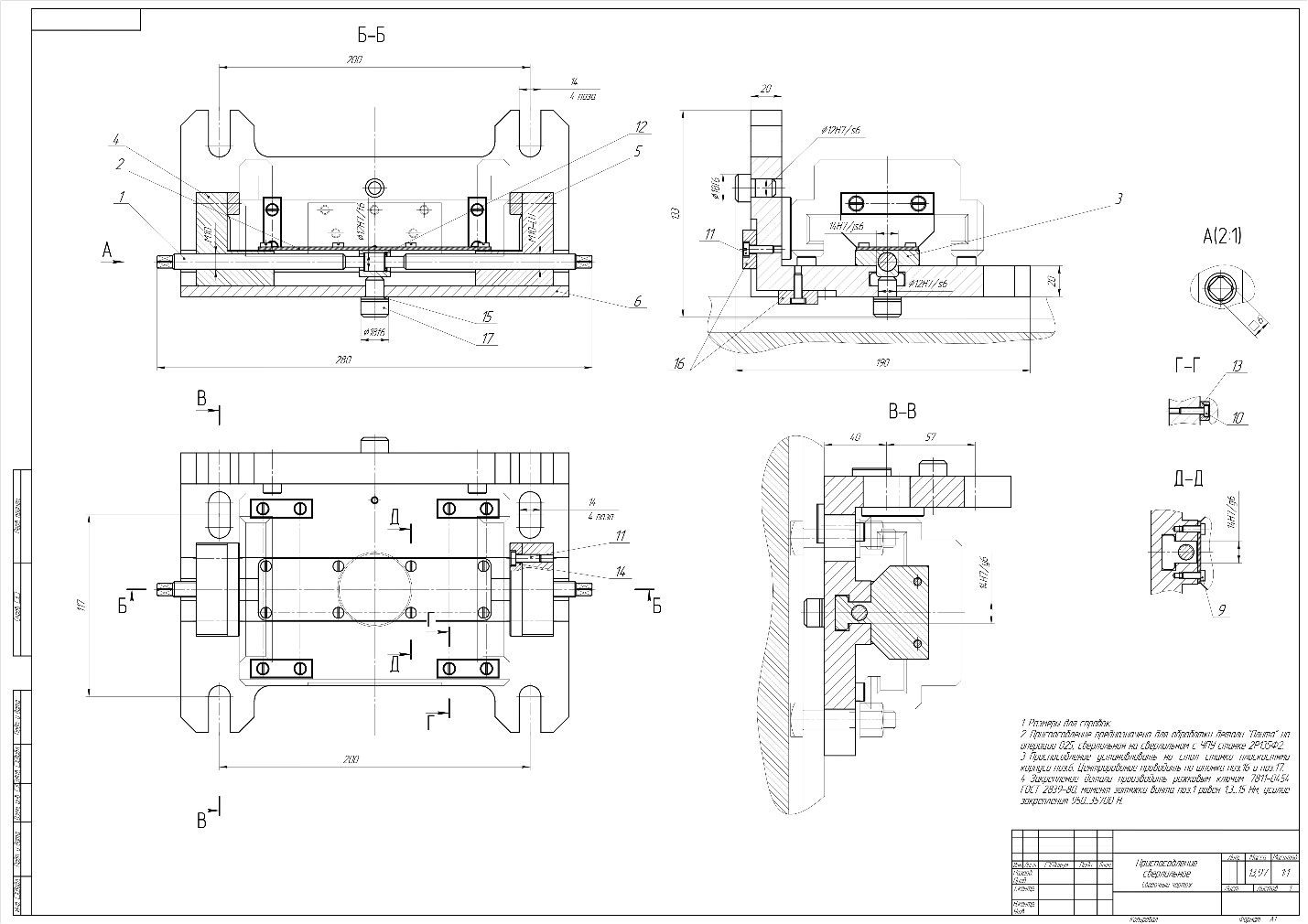
Общий вид специального приспособления для обработки детали “Плита” представлено на рисунке 4, а его сборочный чертеж на рисунке 5.
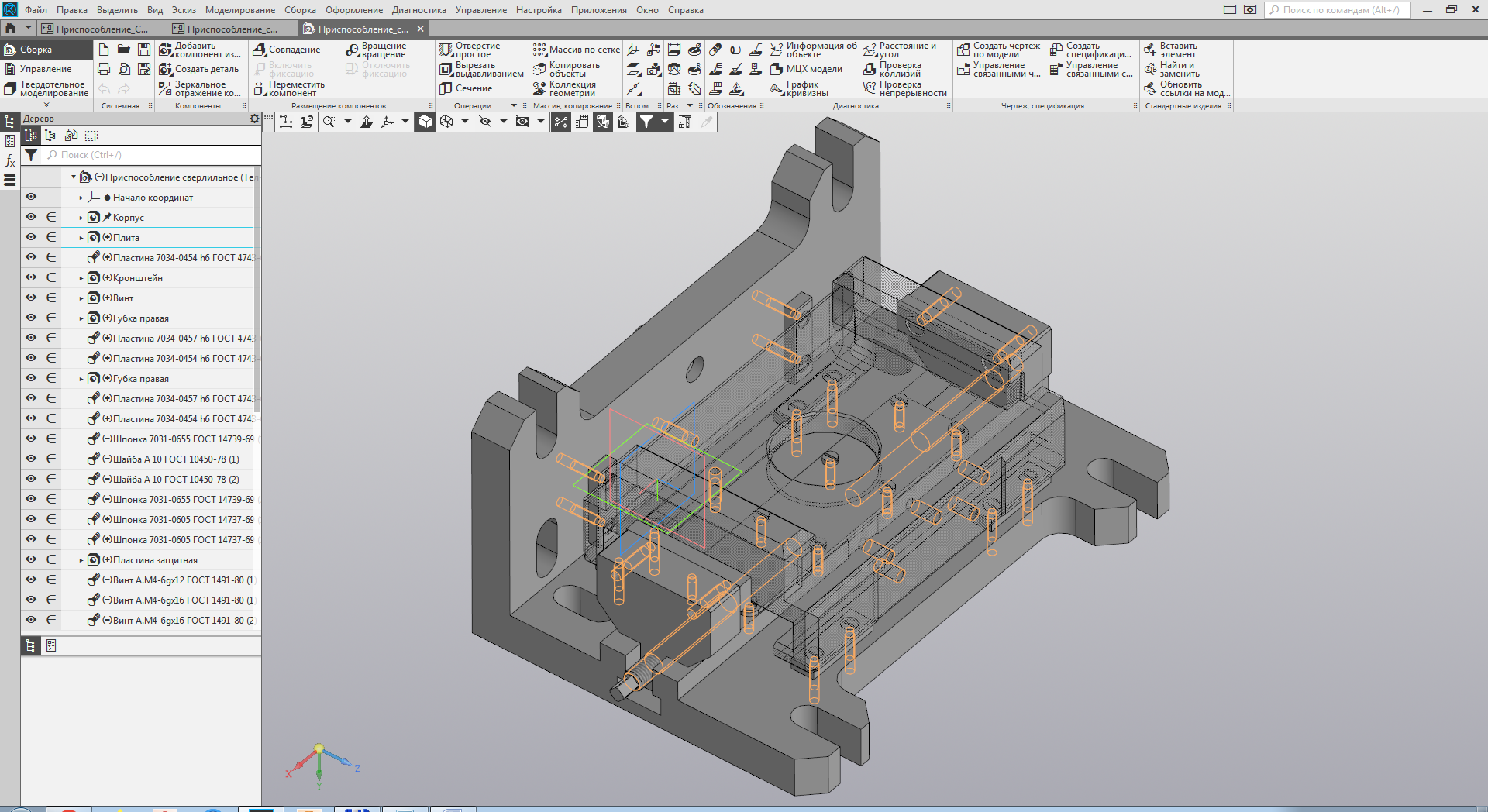
Рисунок 4 – Общий вид приспособления
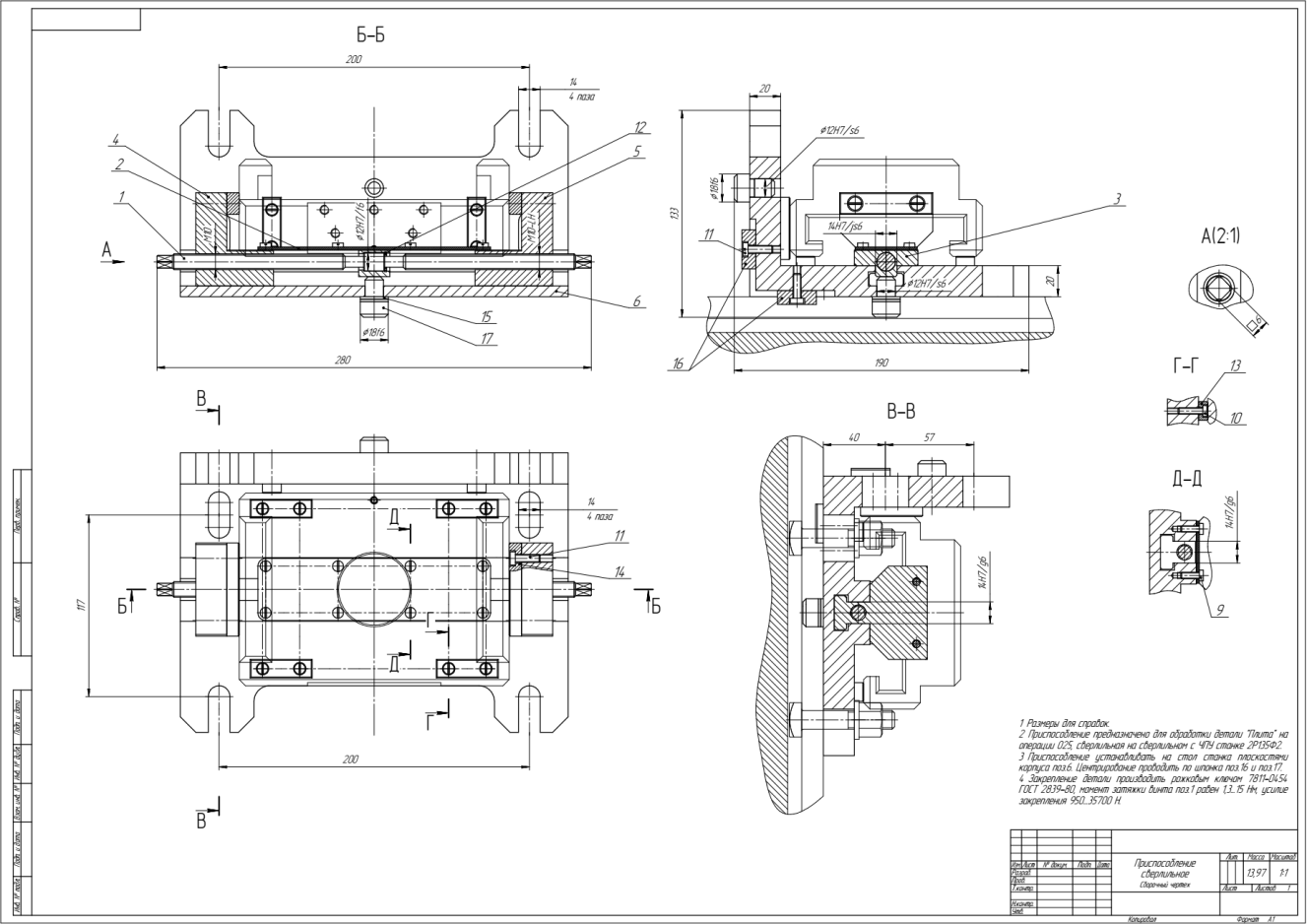
Рисунок 5 – Чертеж приспособления
Для обеспечения выполнения спроектированным приспособлением своих функций с расчетными значениями рабочих параметров необходимо соблюдение нижеприведенных условий:
1.Режимы резания труднообрабатываемых материалов: Справочник / Я.Л. Гуревич, М.В. Горохов, В.И. Захаров и др. 2-е изд., перераб. и доп. – М.: Машиностроение, 1986, 240 с., ил.
2 .Косилова А. Г. Справочник технолога-машиностроителя: в 2 т. Т. 2. – 4-е изд., перераб. и доп. / под ред. А. Г. Косиловой, Р. К. Мещерякова. – М.: Машиностроение, 1985. – 496 с.
3.Основы конструирования приспособлений. Корсаков В.С.Машиностроение 1983.
4.Антонюк В.Е. Конструктору станочных приспособлений. Справочное пособие. – Мн.: Беларусь, 1991. – 400 с.
5.Проектирование и расчет станочных и контрольно-измерительных приспособлений в курсовых и дипломных проекта: учеб. Пособие / И. Н. Аверьянов, А. Н. Болотеин, М.А. Прокофьев; - Рыбинск: РГАТА, 2010. – 220 с ил.
6.Проектирование приспособлений: учебное пособие. Р.С. Фаскиев, Е.В. Бондаренко – Оренбург: ГОУ ОГУ, 2006. – 178 с.
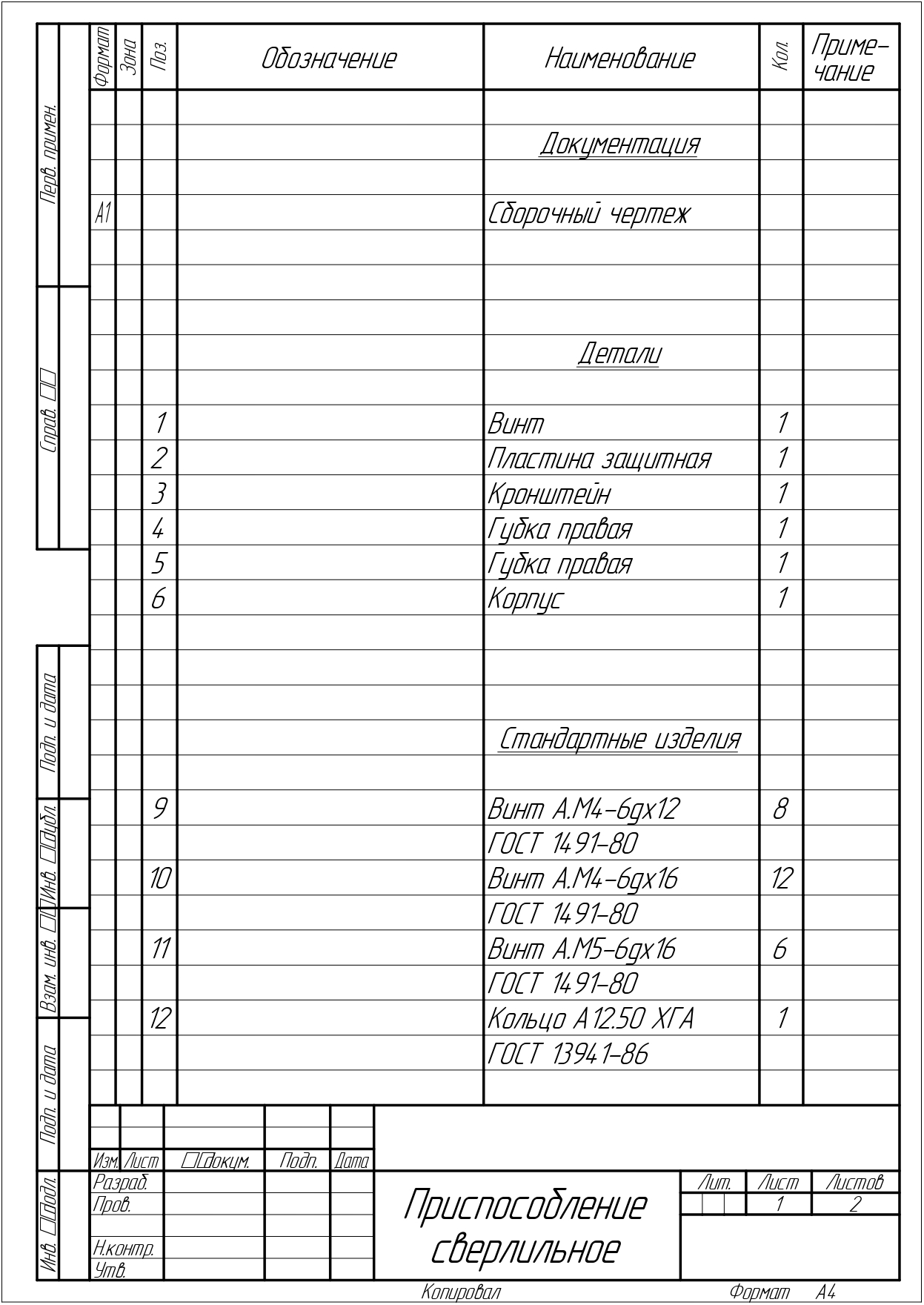
ПРИЛОЖЕНИЕ Б – Сборочный чертёж
ПРИЛОЖЕНИЕ В – Приспособление сверлильное
(12)где
– силы трения на соответствующих поверхностях; - плечи сил трения.Сила трения определяется из соотношения:
(13) (14)где f=0,1 – коэффициент трения;
– нормальные силы реакций опор.Из рисунка 3 находим:
(15) (16)где
– искомая сила зажатия; - осевая сила резания.Подставляем в уравнения (13) и (14) выражения (15) и (16):
(17) (18)Подставляем в уравнения (11) и (12) выражения (17) и (18):
(19) (20)Подставляем в уравнение (10) выражения (19) и (20):
(21)Выражаем из уравнения (21) величину W:
Подставляем числовые значения:
Определяем номинальный (наружный) диаметр резьбы винта d(мм) по формуле:
где C – коэффициент, для основной метрической резьбы С=1,4;
- допускаемое напряжение растяжения (сжатия) для материала винта.Для винтов из стали 10 с учетом износа
. Выбираем резьбу М10.
Момент, развиваемый на рукоятке для получения заданной силы в приводе
равен: где d2 = 9 мм – средний диаметр резьбы;
- угол подъема резьбы; - угол трения в резьбе; Длина ключа l по заданной силе воздействия F (при ручном зажиме F<=150H) из условия равновесия винта:
Отсюда длина ключа:
Согласно ГОСТ 2839-80 длина ключа для гайки с S=6 мм равна 100 мм, т.е. стандартным ключом можно достигнуть необходимого момента затяжки.
Рассчитаем максимально возможное усилие. Для этого запишем уравнение прочности на смятие для материала заготовки:
где А=595 мм2 – площадь опорной поверхности для пластины;
- коэффициент запаса; - допускаемое напряжение на смятие материала заготовки. Момент, развиваемый на рукоятке для получения заданной силы в приводе равен:
где
мм – средний диаметр резьбы; - угол подъема резьбы; - угол трения в резьбе; Максимально возможный момент, развиваемый рабочим определяется по формуле:
где
- максимально допустимая сила, которую может развить рабочий; =100 мм – длина ключа для гайки с S=6.
Вывод: поскольку длина стандартного ключа для закручивания винта меньше, чем расчетное значение максимального усилия, то рабочий не может создать чрезмерное усилие и тем самым повредить заготовку. Следовательно в применении динамометрического ключа нет необходимости.
5 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ПРИСПОСОБЛЕНИЯ
Общий вид специального приспособления для обработки детали “Плита” представлено на рисунке 4, а его сборочный чертеж на рисунке 5.
Рисунок 4 – Общий вид приспособления
Рисунок 5 – Чертеж приспособления
Для обеспечения выполнения спроектированным приспособлением своих функций с расчетными значениями рабочих параметров необходимо соблюдение нижеприведенных условий:
-
Установить приспособление на стол сверлильного станка; базирование осуществлять по торцу корпуса поз.1 и центрирующим шпонкам поз.16 и поз.17, зафиксировать положение приспособления при помощи болтов и гаек (условно показаны на разрезе В-В). -
Установить заготовку в приспособление на пластины поз.13. -
Свести губки приспособления вращая по часовой стрелке винт поз.1. -
Обработать отверстие Ø46 мм по программе. -
Открепить приспособление, повернуть на 180 градусов вокруг оси отверстия Ø46 мм, поставить приспособление вертикально для обработки резьбовых отверстий. -
Проконтролировать полученные размеры. -
Установить приспособление на стол сверлильного станка; базирование осуществлять по торцу корпуса поз.1 и центрирующим шпонкам поз.16 и поз.17, зафиксировать положение приспособления при помощи болтов и гаек (условно показаны на разрезе В-В). -
Обработать по программе отверстия М6. -
Проконтролировать полученные размеры. -
Открепить заготовку вращая винт поз.1 против часовой стрелки, очистить от стружки, проконтролировать размеры, уложить в тару.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1.Режимы резания труднообрабатываемых материалов: Справочник / Я.Л. Гуревич, М.В. Горохов, В.И. Захаров и др. 2-е изд., перераб. и доп. – М.: Машиностроение, 1986, 240 с., ил.
2 .Косилова А. Г. Справочник технолога-машиностроителя: в 2 т. Т. 2. – 4-е изд., перераб. и доп. / под ред. А. Г. Косиловой, Р. К. Мещерякова. – М.: Машиностроение, 1985. – 496 с.
3.Основы конструирования приспособлений. Корсаков В.С.Машиностроение 1983.
4.Антонюк В.Е. Конструктору станочных приспособлений. Справочное пособие. – Мн.: Беларусь, 1991. – 400 с.
5.Проектирование и расчет станочных и контрольно-измерительных приспособлений в курсовых и дипломных проекта: учеб. Пособие / И. Н. Аверьянов, А. Н. Болотеин, М.А. Прокофьев; - Рыбинск: РГАТА, 2010. – 220 с ил.
6.Проектирование приспособлений: учебное пособие. Р.С. Фаскиев, Е.В. Бондаренко – Оренбург: ГОУ ОГУ, 2006. – 178 с.
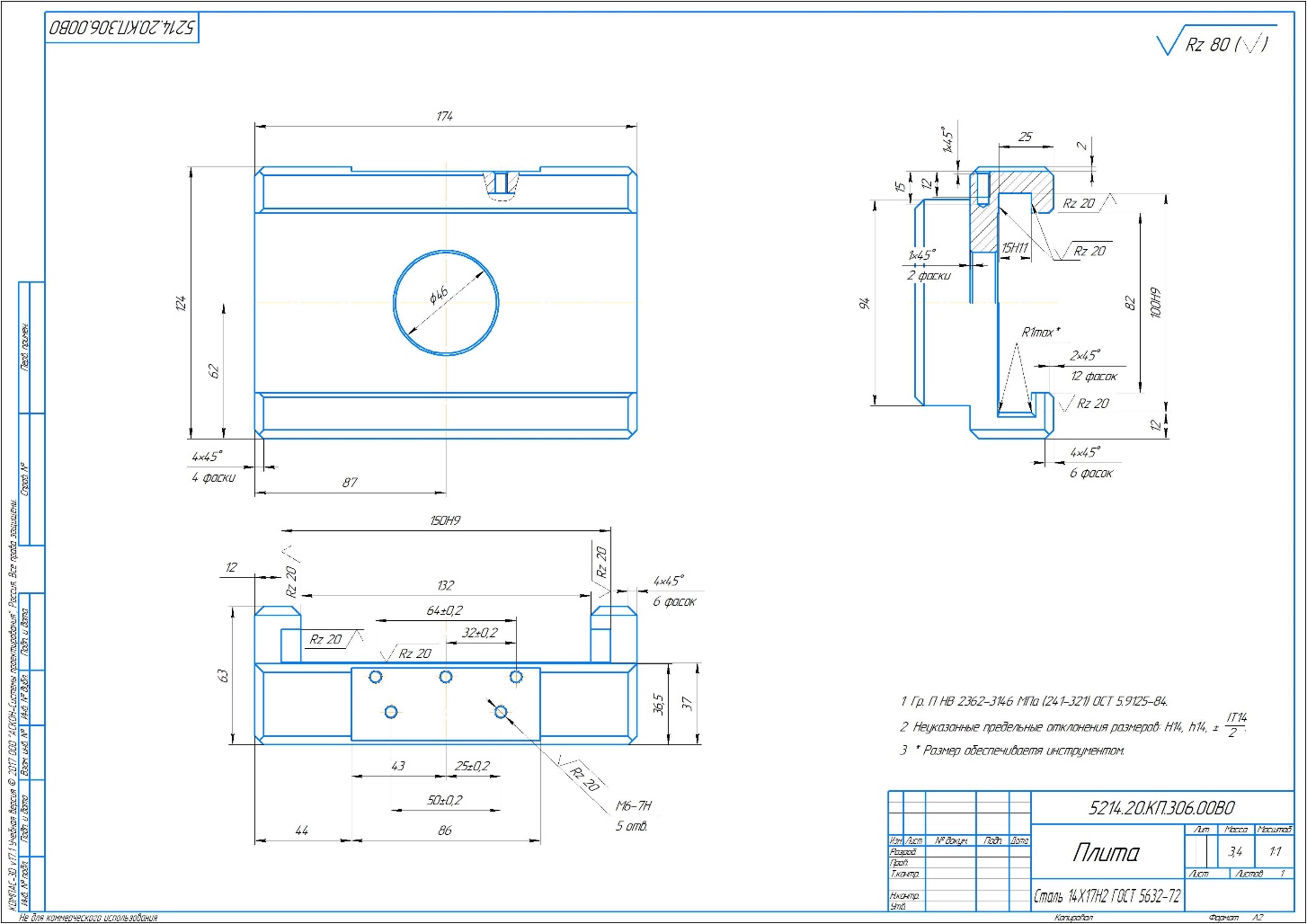
ПРИЛОЖЕНИЕ А – Чертеж детали «Плита»