Файл: Проектирование приспособления для обработки детали Накладка.docx
Добавлен: 10.04.2024
Просмотров: 35
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Министерство науки и высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
филиал в г. Северодвинске Архангельской области
Институт судостроения и морской арктической техники (Севмашвтуз)
КУРСОВАЯ РАБОТА
| По дисциплине | Проектирование средств технологического оснащения |
| | |
| | |
| На тему | Проектирование приспособления для обработки детали «Накладка» |
| | |
| | |
| | Выполнил обучающейся: Павлов Никита Александрович |
| | (Ф.И.О.) |
| | Направление подготовки: 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств |
| | (код и наименование) |
| | Курс: 4 |
| | Группа: 523826 |
| | Руководитель: Худяков М.П. доцент |
| | (Ф.И.О. руководителя, должность / уч. степень / звание) |
| Отметка о зачете | | | | |
| | | (отметка прописью) | | (дата) |
| Руководитель | | | | Худяков М.П. |
| | | (подпись руководителя) | | (инициалы, фамилия) |
Северодвинск 2022
Министерство науки и Высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
ф
 илиал в г. Северодвинске Архангельской области
илиал в г. Северодвинске Архангельской области| | Технология металлов и машиностроения | | ||||||||||||||||||||||||
| | (наименование кафедры) | | ||||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ | | ||||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | по | дисциплине «Проектирование средств технологического оснащения» | | |||||||||||||||||||||||
| | | (наименование дисциплины) | | | ||||||||||||||||||||||
| | | | | | ||||||||||||||||||||||
| | студенту | Севмашвтуз | института | 4 | курса | 523826 | группы | | ||||||||||||||||||
| | Павлов Никита Александрович | | ||||||||||||||||||||||||
| | (фамилия, имя, отчество студента) | | ||||||||||||||||||||||||
| |
| | ||||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | ТЕМА: |
| | |||||||||||||||||||||||
| | "Плита" | | ||||||||||||||||||||||||
| | ИСХОДНЫЕ ДАННЫЕ: | | | |||||||||||||||||||||||
| | 1. Конструкторская документация на обрабатываемую деталь | | ||||||||||||||||||||||||
| | 2. Годовая программа выпуска детали N = 30 шт. | | ||||||||||||||||||||||||
| | 3. Технологический маршрут обработки детали – разрабатывается студентом | | ||||||||||||||||||||||||
| | 4. Содержание технологической операции, для выполнения которой необходимо спро- | | ||||||||||||||||||||||||
| | ектировать приспособление (порядок и содержание технологических переходов обра- | | ||||||||||||||||||||||||
| | ботки заданной поверхности детали) – разрабатывается студентом | | ||||||||||||||||||||||||
| | 5. Оборудование для обработки детали – сверлильный станок | | ||||||||||||||||||||||||
| | 6. Нормативно-справочная документация | | ||||||||||||||||||||||||
| | 7. Назначение приспособления - обеспечение обработки отверстий ⌀46 и М6-7Н | | ||||||||||||||||||||||||
| | | | ||||||||||||||||||||||||
| | СОДЕРЖАНИЕ РАБОТЫ : | | ||||||||||||||||||||||||
| | 1. Произвести анализ конструктивно-технологических особенностей обрабатыва- | | ||||||||||||||||||||||||
| | емой детали и сформулировать общие требования к приспособлению | | ||||||||||||||||||||||||
| | 2. Разработать схему установки детали в приспособление и на станок | | ||||||||||||||||||||||||
| | 3. Рассчитать погрешность установки детали в приспособление и приспособления на | | ||||||||||||||||||||||||
| | станок с учетом требуемой точности обработки заданной поверхности | | ||||||||||||||||||||||||
| | 4. Рассчитать предельные значения усилия закрепления детали в приспособление | | ||||||||||||||||||||||||
| | 5. Разработать и оформить комплект конструкторской документации для | | ||||||||||||||||||||||||
| | изготовления приспособления | | ||||||||||||||||||||||||
| | 6. Разработать инструкцию по эксплуатации приспособления | | ||||||||||||||||||||||||
| | Срок проектирования с | «01» 02 | 2022 г. по | «30» 04 | 2021 г. | | ||||||||||||||||||||
| | Руководитель проекта | доцент | | | | М.П. Худяков | | |||||||||||||||||||
| | | | (должность) | | (подпись) | | (инициалы,фамилия) | | | |||||||||||||||||
| | Северодвинск 2022 | |||||||||||||||||||||||||
Оглавление
ВВЕДЕНИЕ 5
НОРМАТИВНЫЕ ССЫЛКИ 6
1 АНАЛИЗ КОНСТРУКТИВНО - ТЕХНОЛОГИЧЕСКИХ ОСОБЕННОСТЕЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ 7
2 СХЕМА УСТАНОВКИ ЗАГОТОВКИ В ПРИСПОСОБЛЕНИЕ 10
3 ПОГРЕШНОСТЬ УСТАНОВКИ ДЕТАЛИ В ПРИСПОСОБЛЕНИЕ И ПРИСПОСОБЛЕНИЯ НА СТАНОК С УЧЕТОМ ТРЕБУЕМОЙ ТОЧНОСТИ ОБРАБОТКИ ЗАДАННОЙ ПОВЕРХНОСТИ 13
4 ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ УСИЛИЯ ЗАКРЕПЛЕНИЯ ДЕТАЛИ В ПРИСПОСОБЛЕНИЕ 15
5 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ПРИСПОСОБЛЕНИЯ 24
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 26
ПРИЛОЖЕНИЕ А – Чертеж детали «Плита» 27
ПРИЛОЖЕНИЕ Б – Сборочный чертёж 28
ПРИЛОЖЕНИЕ В – Приспособление сверлильное 30


ЛИСТ ДЛЯ ЗАМЕЧАНИЙ
ВВЕДЕНИЕ
Актуальность темы курсового проекта определяется необходимостью обеспечения безопасности, уменьшения трудоемкости и себестоимости обработки машиностроительных деталей на металлорежущих станках, улучшения условий труда рабочих, экономичного расширения технологических возможностей оборудования.
При выполнении курсовой работы по возможности были использованы стандартные и типовые конструктивные элементы приспособлений и технические решения.
В процессе выполнения курсовой работы применялось программное обеспечение с рабочими, студенческими и свободными (открытыми) лицензиями.
НОРМАТИВНЫЕ ССЫЛКИ
Работа выполнена в соответствии с требованиями и на основании рабочей программы учебной дисциплины, а также ГОСТ 3.1109-82, ГОСТ 31.0000.01-90, ГОСТ 31.010.01-84, ГОСТ 31.0171.01-91, ГОСТ 31.1001.01-88, ГОСТ 12.2.029-88, ГОСТ 21495-76, Р 50-54-11-87, РД 34.03.204, РД 50-533-85, Р 50-29-87.
1 АНАЛИЗ КОНСТРУКТИВНО - ТЕХНОЛОГИЧЕСКИХ ОСОБЕННОСТЕЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
Деталь, рассматриваемая в курсовом проекте, называется «Плита». Данная деталь относится к корпусным деталям.
На чертеже представлены три вида: спереди, слева и сверху. На виде слева изображен разрез по оси симметрии детали.
Габаритные размеры детали: 174 х 127 х 63 мм.
Конструкция детали имеет совокупность множества поверхностей, из которых можно выделить следующие:
- паз шириной 100Н9 мм и глубиной 15Н11 мм, с шероховатостью Rz 20 мкм;
- паз шириной 150Н9 мм и глубиной 15Н11 мм, с шероховатостью Rz 20 мкм;
- центральное сквозное отверстие

46 мм;
- пять резьбовых отверстий М6-7Н мм.
Все острые кромки и переходы притуплены с помощью фасок.
К детали предъявлены сравнительно невысокие требования к точности размеров и поверхностей, а именно неуказанные предельные отклонения размеров по 14 квалитету и неуказанная шероховатость не более Rz 80 мкм.
Наиболее ответственные и точные размеры сопрягаемых элементов: пазы 100Н9 и 150Н9 мм. Данные поверхности обрабатываются пазовой фрезой.
Из вышеприведенного анализа сделаем вывод, что чертеж детали представлен с достаточным количеством разрезов, видов. Все необходимые размеры с указными допусками, а поверхности с шероховатостью.
Технические требования к детали, указанные на чертеже следующие:
- твердость детали должна находится в пределах 241…321 НВ;
- неуказанные предельные отклонения размеров – H14, h14,
 IT14/2;
IT14/2;- размеры скругления в пазах от фрезы должны быть равны R1max мм, и обеспечиваются инструментом.
Деталь «Плита» изготавливается из коррозионностойкой жаропрочной стали марки 14Х17Н2 ГОСТ 5632-72.
Разработаем технологический маршрут обработки поверхностей детали – таблица 1.
Таблица 1 – Технологический маршрут изготовления детали «Плита
| № операции | Наименование операции | Технологическое оборудование | Состав операции |
| 05 | Контрольная | Стол ОТК | Входной контроль заготовки |
| 10 | Фрезерная | 6Р13 | Фрезерование плоскостей в габариты заготовки 124х174х63 мм, фрезерование пазов предварительное |
| 15 | Фрезерная программная | ГФ2171С5 | Фрезеровать уступы в размер 94 мм, паз 132 мм, Т-образный паз предварительно, фаски 4х45° мм, фрезеровать паз 82 окончательно, Т-образный паз предварительно, фаски 4х45° мм |
| 20 | Координатно-расточная | 2А450 | Обработать Т-образный паз 100х15 мм согласно чертежа, обработать Т-образный паз 150х15 мм |
| 25 | Сверлильная | 2Р135Ф2 | Сверление, зенкерование отверстия Ø46 мм, зенкование фасок, сверление отверстий под резьбу М6, зенкование фасок |
| 30 | Слесарная | Верстак, Тиски | Нарезать резьбу М6 в отверстиях |
| 35 | Маркировочная | Верстак | Маркировать № чертежа, марку материала |
| 40 | Весовая | Весы | Взвесить деталь |
| 45 | Упаковочная | Стол упаковочный | Упаковать в бумагу, уложить в тару |
Разрабатываемое приспособление будет применяться на операции 025. Заготовкой будет служить практически готовая деталь, без отверстий.
Для обработки заготовки данной детали необходимо лишить заготовку шести степеней свободы в приспособлении. Шесть степеней свободы нам обеспечат неподвижность заготовки и необходимое положение поверхностей относительно режущего инструмента.
Приспособление должно обеспечивать надёжное закрепление заготовки для соблюдения безопасности и точности обработки.
Приспособление должно обеспечивать возможность обработки отверстий в двух плоскостях.
Размеры положения резьбовых отверстий заданы от базы – плоскости симметрии, поэтому разрабатываемое приспособление должно быть самоцентрирующим.
2 СХЕМА УСТАНОВКИ ЗАГОТОВКИ В ПРИСПОСОБЛЕНИЕ
Теоретическая схема базирования приведена на рисунке 1, а схема установки – на рисунке 2.
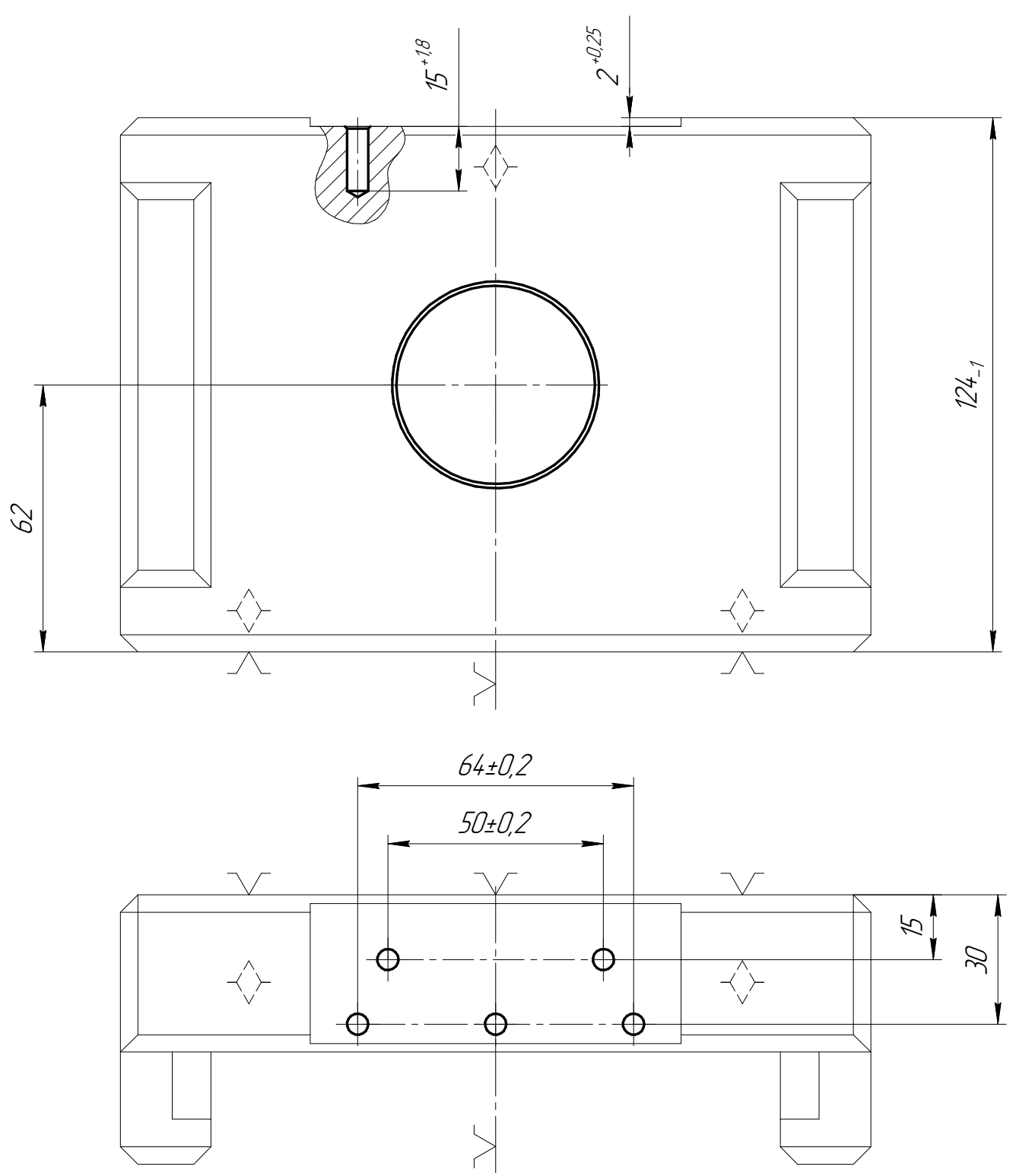
Рисунок 1 – Схема базирования заготовки в приспособлении
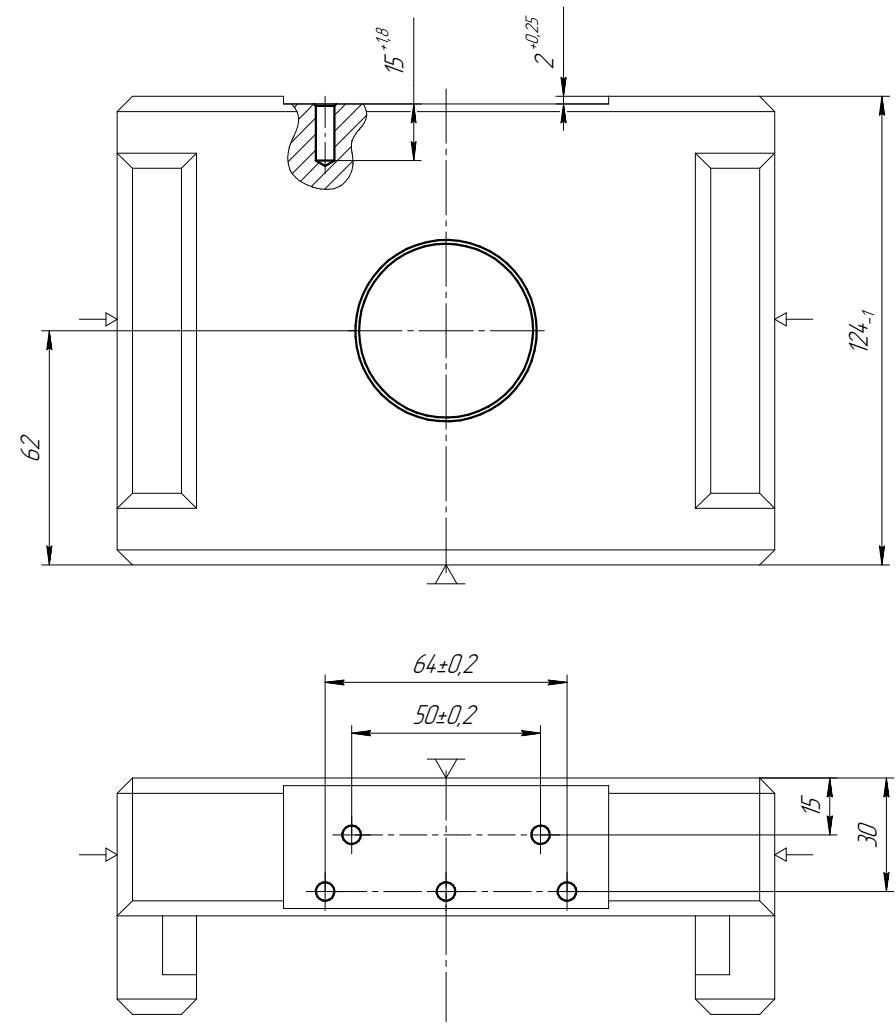
Рисунок 2 – Схема установки заготовки в приспособлении
Точки 1,2,3 образуют установочную базу, которая лишает заготовку трех степеней свободы (двух вращений и одного перемещения), точки 4,5 образуют направляющую базу, которая лишает заготовку двух степеней свободы (перемещения и вращения), точка 6 образует опорную базу, которая лишает заготовку одной степени свободы – перемещения.
Само приспособление будет базироваться по плоскости стола – установочная база, а также по центральному отверстию в столе – двойная опорная база, а также одной шпонки, которая будет сопрягаться с пазом в столе – опорная база.
3 ПОГРЕШНОСТЬ УСТАНОВКИ ДЕТАЛИ В ПРИСПОСОБЛЕНИЕ И ПРИСПОСОБЛЕНИЯ НА СТАНОК С УЧЕТОМ ТРЕБУЕМОЙ ТОЧНОСТИ ОБРАБОТКИ ЗАДАННОЙ ПОВЕРХНОСТИ
Как видно из схемы базирования, рассмотренной в предыдущем пункте, принцип совмещения баз не будет обеспечен, т.к. технологической базой является нижний торец детали, а измерительной базой торец паза глубиной 2 мм.
Точность обработки заготовок в значительной степени зависят от правильного назначения требований к точности изготовления приспособлений.
На точность обработки влияет ряд технологических факторов, вызывающих суммарную погрешность.

