ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.04.2024
Просмотров: 8
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Министерство науки и высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
| | | | | ||||||||||||||||||||||||
| Институт судостроения и морской арктической техники (Севмашвтуз)_______ | | | | ||||||||||||||||||||||||
| (наименование высшей школы/ филиала/ института/ колледжа) | | | | | |||||||||||||||||||||||
| | | | | | | ||||||||||||||||||||||
| | | | | | | ||||||||||||||||||||||
| КУРСОВОЙ ПРОЕКТ | | | | | |||||||||||||||||||||||
| | | | | | | ||||||||||||||||||||||
| По дисциплине Проекты | | | | ||||||||||||||||||||||||
| Н  а тему Проектирование фрезерной программной операции изготовления детали «Гидроцилиндр» а тему Проектирование фрезерной программной операции изготовления детали «Гидроцилиндр» | | | | | |||||||||||||||||||||||
| | | | | | | | | | |||||||||||||||||||
| | | Выполнил (-а) обучающийся (-аяся): | | | | | |||||||||||||||||||||
| | | Пермиловский Игорь Сергеевич | | | | | |||||||||||||||||||||
| | | (ФИО) | | | | | |||||||||||||||||||||
| | | Направление подготовки / специальность: | | | | | |||||||||||||||||||||
| | 15.03.05 Конструкторско-технологическое | | | | |||||||||||||||||||||||
| | обеспечение машиностроительных производств | | | | |||||||||||||||||||||||
| | (код и наименование) | | | | |||||||||||||||||||||||
| | Курс: 4 | | | | |||||||||||||||||||||||
| | Группа: 523826 | | | | | ||||||||||||||||||||||
| | | | | | |||||||||||||||||||||||
| | Руководитель: | | | | |||||||||||||||||||||||
| | Фомин Евгений Владимирович | | | | | ||||||||||||||||||||||
| | (ФИО руководителя) | | |||||||||||||||||||||||||
| | | | | ||||||||||||||||||||||||
| Признать, что проект выполнен и защищен с отметкой | | | | | | ||||||||||||||||||||||
| | | (отметка прописью) | | (дата) | | ||||||||||||||||||||||
| Руководитель | | | | | | | | ||||||||||||||||||||
| | | (подпись руководителя) | | (инициалы, фамилия) | | | | ||||||||||||||||||||
| | | | | | | | | | | ||||||||||||||||||
| | | | | | | | | | | ||||||||||||||||||
| Северодвинск 2021 | | ||||||||||||||||||||||||||
Министерство науки и Высшего образования Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
филиал в г. Северодвинске Архангельской области
| | Технология металлов и машиностроения | | ||||||||||||||||||||||
| | (наименование кафедры) | | ||||||||||||||||||||||
| | | | ||||||||||||||||||||||
| | ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ | | ||||||||||||||||||||||
| | | | ||||||||||||||||||||||
| | по | дисциплине «ПРОЕКТЫ» | | |||||||||||||||||||||
| | | (наименование дисциплины) | | |||||||||||||||||||||
| | | | | |||||||||||||||||||||
| | студенту | | института | Севмашвтуз | курса | | группы | | ||||||||||||||||
| | | | ||||||||||||||||||||||
| | (фамилия, имя, отчество студента) | | ||||||||||||||||||||||
| |
| | ||||||||||||||||||||||
| | | | ||||||||||||||||||||||
| | ТЕМА: | Проектирование фрезерной программной операции изготовления | | |||||||||||||||||||||
| | детали «Гидроцилиндр» | | ||||||||||||||||||||||
| | СОДЕРЖАНИЕ: | | | |||||||||||||||||||||
| | Введение | | ||||||||||||||||||||||
| | 1. Анализ чертежа детали и её служебного назначения | | ||||||||||||||||||||||
| | 2. Определение типа производства и его основные особенности | | ||||||||||||||||||||||
| | 3. Выбор метода получения и проектирование заготовки | | ||||||||||||||||||||||
| | 4. Проектирование операции технологического процесса | | ||||||||||||||||||||||
| | 4.1. Выбор методов обработки поверхностей детали | | ||||||||||||||||||||||
| | 4.2. Выбор технологических баз | | ||||||||||||||||||||||
| | 4.3. Определение режимных параметров операции | | ||||||||||||||||||||||
| | 4.4. Нормирование технологической операции | | ||||||||||||||||||||||
| | 4.5. Технологическая операция изготовления детали | | ||||||||||||||||||||||
| | 5. Выбор средств технологического оснащения | | ||||||||||||||||||||||
| | 5.1. Выбор технологического оборудования | | ||||||||||||||||||||||
| | 5.2. Выбор станочных приспособлений | | ||||||||||||||||||||||
| | 5.3. Выбор режущего инструмента и вспомогательного инструмента | | ||||||||||||||||||||||
| | 6. Технологический процесс изготовления детали | | ||||||||||||||||||||||
| | 7. Выводы по работе | | ||||||||||||||||||||||
| | Список использованной литературы | | ||||||||||||||||||||||
| | Объем работы: | | ||||||||||||||||||||||
| | - РПЗ 35-45 листов; ПРИЛОЖЕНИЕ. Операционная карта | | ||||||||||||||||||||||
| | - графический материал - 3 листа: рабочий чертеж детали, плакаты «Технологические эскизы» (1 ф. А1) и «Инструментальная наладка» (1 ф. А3) на разработанную операцию. | | ||||||||||||||||||||||
| | Особые указания: годовая партия деталей 20 шт. | | ||||||||||||||||||||||
| | | | ||||||||||||||||||||||
| | Срок проектирования с | «01» сентября | 2021 г. по | «22» ноября | 2021 г. | | ||||||||||||||||||
| | Руководитель проекта | доцент | | | | Е. В. Фомин | | |||||||||||||||||
ЛИСТ ЗАМЕЧАНИЙ
Содержание
1
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ 3
1. Анализ чертежа изделия и его служебного назначения 6
2. Определение типа производства и его основные особенности 9
3. Выбор метода получения и проектирование заготовки 11
3.1 Проектирование кованной заготовки 12
3.2 Проектирование заготовки из проката 18
4. Проектирование операции технологического процесса 24
4.1 Выбор методов обработки поверхностей детали 24
4.2 Выбор технологических баз 25
4.3 Определение режимных параметров операции 26
4.4 Нормирование технологической операции 33
4.5 Технологическая операция изготовления детали 34
5. Выбор средств технического оснащения 36
5.1 Выбор технологического оборудования 36
5.2 Выбор станочных приспособлений 37
5.3 Выбор режущего инструмента 38
Для точения предусматриваем: резец для контурного точения с механическим креплением многогранных твердосплавных пластин ГОСТ 20872-80: резец упорный правый и упорный неотогнутый с пластинкой ВК8 и резец с пластинкой ВК6. 38
6. Технологический процесс изготовления детали 40
7. Выводы по работе 42
Повышение долговечности машин невозможно без внедрения в технологический процесс изготовления деталей эффективных операций термической и отделочно-упрочняющей обработки исполнительных поверхностей. Наиболее эффективным направлением снижения себестоимости и повышения качества машин являются технологии обработки поверхностей деталей концентрированными потоками энергии. 42
Список использованной литературы 43
1. Анализ чертежа изделия и его служебного назначения
Данная деталь относится к классу оси – это детали тел вращения, образованные наружными и внутренними поверхностями вращения. Они имеют одну прямолинейную ось и служат для соединения деталей.
Деталь «Корпус» является базовой в гидроцилиндре. Представляет собой полый ступенчатый вал с выемкой. В отверстии детали размещаются подвижные части механизма.
Габариты детали Ø125х396 мм.
Конструктивная форма детали представлена сочетанием наружных и внутренних цилиндрических поверхностей, плоских поверхностей и конусов.
Все поверхности детали являются обрабатываемыми. Неуказанная шероховатость поверхностей Rz = 80 мкм.
Самыми точными поверхностями детали являются отверстия Ø65Н8, Ø75Н9, Ø80Н9 с шероховатостью Ra = 1,6 мкм. Диаметральные размеры отверстий убывают в одном направлении.
К поверхности Ø65Н8 предъявляется особое требование по шероховатости Ra = 0,2 мкм и указание о необходимость полировать эту поверхность. Это обусловлено служебным назначением детали, эта поверхность сопрягается с подвижной частью штока.
Торцы детали имеют шероховатость Rz = 40 мкм.
На левом торце детали имеется шесть резьбовых отверстий М10-6Н, расположенных на диаметре 102 мм.
К точности взаимного положения поверхностей предъявляются следующие требования:
- перпендикулярность левого торца к оси отверстия Ø75Н9 (база Б) 0,05 мм;
- перпендикулярность правого торца к оси отверстия Ø65Н8 (база А) задана 0,05 мм.
- биение отверстий Ø75Н9, Ø80Н9 относительно отверстия Ø65Н8 0,05 мм;
- биение торца в отверстии Ø75Н9 относительно его оси 0,05 мм.
Шероховатость торцов в отверстиях Rz = 40 мкм.
На чертеже имеется достаточное количество видов для понимания её конфигурации и изготовления.
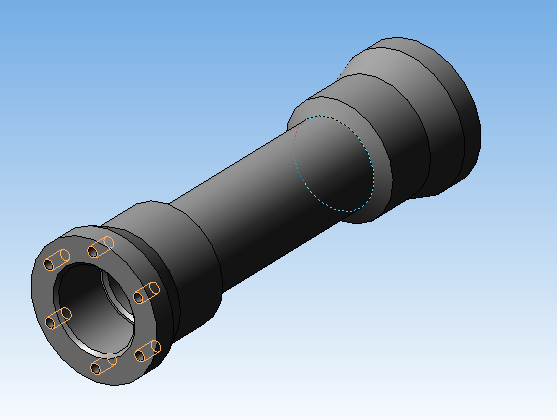
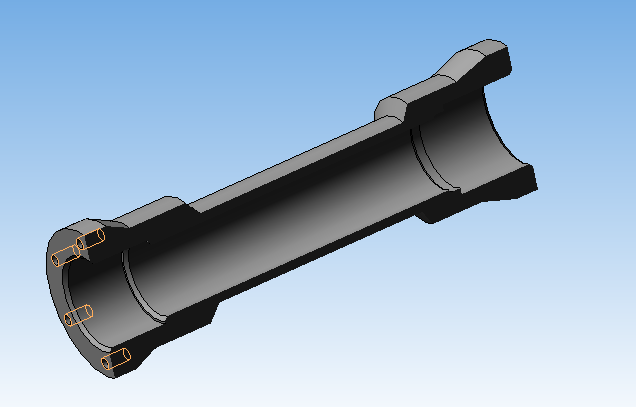
Рисунок 1.1 – Деталь «Корпус»
Материал детали – титановый деформируемый сплав 3М ОСТ ОСТ 1 92062-90. Применяется для производства сортового проката, изготовления слитков и полуфабрикатов и изготовления деталей в судостроительной промышленности, благодаря своей коррозионной стойкости в морской воде и удовлетворительным характеристика прочности, также сплав парамагнитный и обладает хорошей свариваемостью, как и другие титановые сплавы.
В таблице 1.1 представлен химический состав сплава 3М по ОСТ 1-92077 - 91, а в таблице 1.2 физико-механические характеристики.
Таблица 1.1 – Химический состав сплава 3М ОСТ 1-92077 - 91, %
| Fe | C | Si | N | Ti | Al | Zr | O |
| до 0,25 | до 0,1 | до 0,12 | до 0,04 | 93,89 – 96,2 | 3,5 - 5 | до 0,3 | до 0,15 |
Основа – титан (содержание дано приблизительно). Прочих примесей 0,3%.
Таблица 1.2 – Физико-механические свойства сплава 3М ОСТ ОСТ 1-92062-90
| Сортамент | sв | sT | d5 | y | KCU | Термообр. |
| - | МПа | МПа | % | % | кДж / м2 | - |
| Пруток горячекатанный, ОСТ 1-92062-90 | 540-785 | 490 | 12 | 30 | 700 | |
2. Определение типа производства и его основные особенности
Тип производства – это комплексная характеристика технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска готовой продукции.
Для определения типа производства можно использовать таблицу 1 [7, с. 24].
Таблица 2.1 – Определение типа производства
| Масса детали, кг | Единичное | Годовая программа выпуска, шт. | |||
| мелкосерийное | среднесерийное | крупносерийное | массовое | ||
| до 1,0 | до 10 | 10…1500 | 1500…75000 | 75000…200000 | 200000 |
| 1,0-2,5 | до 10 | 10…1000 | 1000…50000 | 10000…100000 | 100000 |
| 2,5-5,0 | до 10 | 10…500 | 500…35000 | 35000…75000 | 75000 |
| 5,0-10 | до 10 | 10…300 | 300…25000 | 25000…50000 | 50000 |
| 10 и более | до 10 | 10…200 | 200…10000 | 10000…25000 | 25000 |
Из таблицы видно, что при массе детали «Корпус» 6,557 кг и программе выпуска 50 штук в год, производство мелкосерийное.
Мелкосерийное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление которых выполняется нерегулярно.

