Файл: 1. Выбор способа печати 4 Разработка технических параметров проектируемых изданий 7.docx
Добавлен: 25.04.2024
Просмотров: 35
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

СОДЕРЖАНИЕ
Разработка технических параметров проектируемых изданий
3.1. Выбор и обоснование выбора технологического процесса изготовления печатных форм
3.2.Выбор и обоснование выбора проектируемого оборудования
3.3. Выбор и обоснование выбора материалов
5. Охрана труда и техника безопасности в процессах полиграфического производства
3.Офсетная печать.
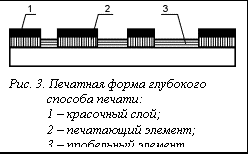
Рисунок 6 - Печатающие элементы формы – гидрофобные, пробельные – гидрофильные
В способе плоской офсетной печати используются печатные формы, на которых печатающие и пробельные элементы расположены практически в одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора – воды или водного раствора слабых кислот и спиртов. Печатающие элементы формы – гидрофобные, пробельные – гидрофильные (рис. 3).
Основным отличием данного способа печати от высокой и глубокой печати является использование промежуточной поверхности (офсетного цилиндра) при переносе краски с печатной формы на запечатываемый материал.
На данный момент офсетная печать является наиболее развитым и часто используемым способом печати. За последние десятилетия она прогрессивно развивалась, что обусловлено рядом причин:
-
универсальные возможности художественного оформления изданий; -
возможность двухсторонней печати многокрасочной (в том числе и высокохудожественной) продукции в один прогон; -
доступность изготовления крупноформатной продукции, как на листовых, так и на рулонных машинах; -
наличие высокопроизводительного и технологически гибкого печатного оборудования; -
улучшение качества и появление новых основных и вспомогательных технологических материалов, прежде всего бумаг, красок, декельных пластин; -
внедрение в практику достаточно гибких и эффективных вариантов формного производства.
Существуют два способа получения форм для плоской офсетной печати: форматная запись изображения и поэлементная запись изображения.
Форматная запись изображения является основным способом изготовления форм и заключается в получении копий путем экспонирования изображения с фотоформы на монометаллическую пластину с последующей обработкой копии в проявляющем растворе.
Поэлементная запись осуществляется путем сканирования изображения, его преобразования с последующей лазерной записью печатных форм в результате воздействия лазерного излучения на приемный слой формного материала. Такая технология изготовления печатных форм известна как технология СTP (computer to plate). [3]
4. Трафаретная печать.
Изготовление трафаретных печатных форм.
Трафаретная печать – способ печати, при котором оттиск получают путем продавливания краски с помощью эластичного ракеля через печатную форму на бумагу или др. материал.
Форма для трафаретной печати представляет собой сетку из натурального шелка (шелкотрафаретная печать), синтетической ткани или металла, натянутую на специальную раму. Печатающие элементы формы представляют собой открытые участки сетки, пробельные элементы перекрыты задубленным или полимеризованным копировальным слоем. Для трафаретной печати используются вырезные, рисованные, печатные формы, изготовляемые вручную, о также фотомеханические формы.
Существуют три способа изготовления фотомеханических печатных форм: прямой, косвенный и комбинированный. При прямом способе диапозитив копируют непосредственно на сетку, покрытую копировальным слоем. Под действием света копировальный слой под прозрачными участками диапозитива задубливается (или полимеризуется), а на участках, не подвергшихся действию света, удаляется в процессе проявления.
При косвенном способе копию получают на временной подложке – синтетической пленке, а затем переносят на сетку.
В «Ризографе» печатная форма изготавливается путем перфорирования формного материала термоголовкой.
Комбинированный способ сочетает элементы прямого и косвенного способов. Машины трафаретной печати могут использоваться там, где применение оборудования других способов печати на не рационально, например, при печатании на жестких, изогнутых поверхностях, для отделки переплетных крышек и выпуска продукции с толстыми слоями красок. [3]
5.Флексографский способ.
Флексография - это разновидность высокой печати, использующая эластичные (гибкие) печатные формы и низковязкую краску. Флексографские машины изначально разрабатывались для печати на упаковочных материалах и практически не имеют ограничений по типу запечатываемого материала. Как правило, материал выбирается, исходя только из технологического процесса, который необходим для создания упаковки или иной продукции. Возможно использование бумаги, любого вида картона (мелованный, со специальным покрытием, ламинированный и т. д.), самоклеющихся материалов, металлической фольги, пленочных полимерных материалов любого типа и толщины. Кроме того, можно печатать на нестандартных материалах с грубой фактурой, таких, например, как ткань.
Для флексографской печати используются гибкие фотополимерные формы. Именно от них флексография и получила свое название. [3]
Рисунок 7– флексопечать
Такие формы имеют целый ряд неоспоримых преимуществ по сравнению с формами, используемыми в других типах печати. Они сочетают в себе простоту изготовления (процесс, несколько похожий на изготовление офсетной формы) с высокой тиражестойкостью, присущей формам при высокой и глубокой печати. Тиражестойкость фотополимерной формы превышает тиражестойкость обычной монометаллической офсетной формы на порядок и составляет от 1 до 2,5 млн. оттисков.
Эластичность формы позволяет ей работать и как декель, что исключает
процесс приправки, а так же печатать на материалах с такой грубой фактурой, на которой печать офсетным способом вообще невозможна.
Кроме присущей флексографии гибкости в выборе носителей еще одним ее преимуществом является цена. Фотополимерные флексографские формы гораздо дешевле, чем металлические формы для глубокой печати, и это только одно из слагаемых относительной дешевизны флексографической печати. Поскольку флексографские машины часто комбинируются в одну линейку с устройствами для ламинирования, высечки, фальцовки и склейки, они оказываются экономичнее других печатных машин, с раздельным технологическим процессом.
Флексографская машина в типичной конфигурации может печатать на листах пластика, высекать в них отверстия, складывать их в пакет, а затем склеивать его - и все это в одном технологическом цикле. По этой причине печатников, использующих флексопечать, часто называют изготовителями упаковки.
Особенностью флексографии является также ее способность оперировать формами различного размера, что позволяет оптимизировать использование материалов, в то время как фиксированные размеры офсетных форм часто приводят к повышенному проценту отходов.
А возможность флексографских машин работать с водными красками, а не с красками на основе растительных масел, принятыми для офсетной литографии, часто является решающим фактором при выборе способа печати на упаковочных материалах для пищевых продуктов. Обычно водные краски оказываются предпочтительнее по экологическим соображениям.
Но часто для изготовления безопасной упаковки для продуктов использование красок на водной основе регламентируется правительственными предписаниями.
3.4. Технологические расчеты
С помощью топометрической линейки сделали измерение полосы и кегля
Формат полосы: 16 1/2 х 211/2
Кегль: Терция - 16 п.
Определили параметры книжного издания
Количество строк основного текста в полосе - Nстр.
Nстр. = 48 • Н / К
где Н - высота полосы в квадратах.
К - кегль шрифта основного текста в пунктах.
Nстр.=48 • 21,5/16= 64,5.
Объем полной полосы основного текста в знаках - Еn
Еn = nср х Nстр
где nср - среднее количество знаков в строке.
nср = 64
Еп =64 • 64,5 = 4128
Объем печатного листа в знаках - Еп.л.
Еп.л.= Еп • а
где а - количество полос в печатном листе.
Еп.л.= 4128 • 30 = 123840
Определим объем издания в Vф.п.л.
Vф.п.л. = Vстр / d, где d - доля печатного листа;
Vстр - объем страниц.
Vф.п.л. = 144/16 = 9
Определили объем издания в Vу.п.л.
Vу.п.л. =Vф.п.л. • Кпр
Где Vф.п.л. - объем физического п. л.
Кпр - отношение площади бумажного листа стандартного формата (А х В) к площади листа формата 60 х 90 см, запечатаного с одной стороны.
Кпр = А • В / 5400 = 84 х 108 / 60 х 90 = 1,68
Vу.п.л. = 9 • 1,68 = 15,12
Определим объем издания в V6.л.
V6.л. = Vф.п.л. : 2
V6.л. = 9 : 2 = 4,5
Определили объем издания в Vстр.
Vстр. = Vф.п.л. х d
где d - доля печатного листа.
Vстр. =9• 16 =144
Определили объем издания в тетрадях Vтетр.
Vтетр. = Vф.п.л. х d / rстр.
где rстр. - количество стораниц в тетради;
Vтетр. = 9• 16 / 16 = 9
Количество листопрогонов при печати текстовой части издания
Лпр = Рп • nизд • Кизд/ nмаш • Кмаш
где Лпр- количество листопрогонов;
Рп - количество листов бумаги на тираж;
nизд - количество сторон издания, что запечатывается;
Кизд- красочность издания;
nмаш - количество сторон листа бумаги издания, что запечатывается за 1 рабочий цикл машины.
Лпр = 12015 • 2 • 4 / 1• 4 = 24030
Объем издания в краскопрогонах Vкпр.
Vкпр. = V6.л. • nкр
где nкр - количество красок издания
Vкпр. = 4,5 • 4 = 18
Для всего тиража
Vкпр. = V6.л. • nкр • Т
Vкпр. = 18 • 9000 = 162000
Определили формат книжного блока до обрезки и после обрезки
Физд (до обрез.) = 84 х 108 / 4 х 4 = 21 х 27 см
Физд (после обрез.) = 20,5 х 26
Расчет количества печатных форм
а) Количество печатных форм на запечатанный бумажный лист - 16
б) Количество печатных на блок - 9x4=36
в) Количество печатных форм на обложку - 4
г) Количество печатных на одно издание - 40
Расчет бумаги
Рп = V6.л. • Т / 2
где Рп - количество листов бумаги на тираж;
V6.л. - объем издания в печатных листах;
2 - количество печатных листов в бумажном листе стандартного формата.
Т- тираж.
Рп = 4,5 • 9000 / 2 = 20250 листов
Расчет обложечной бумаги
Отстав: 16 мм Расстав: 14 мм
Загиб: 30 мм
Канты: 6 мм
а) Формат издания: 210x270
б) Толщина блока: 16 мм
в) Ширина заготовки
Шир=210+210+14+16+30=480 мм
г) Высота заготовки:
Выс=270+6+30=306 мм
д) Формат обложки: 480x306 мм
е) Обложечная бумага:
84 х 108 /48 х 30,6 = 2 х 3 = 6 (заготовок с одного листа)
з) Количество листов для изготовления данного издания: 9000/6=1500 листов обложечной бумаги
Расчет толщины блока
Толщина листа: 100 мкм;
Листов в тетради: 16 л.; Количество тетрадей: 9 тетр.;
Толщина ниток: 100 мкм;
-
Разработка мероприятий по организации технического контроля
1. На стадии ввода оригинала должны корректироваться измеренные цветовые координаты элементов изображения, что обусловлено недостаточной точностью аналогоцифрового преобразования устройств ввода.
Эта задача решается с помощью стандартизованных шкал IT8.7/1 и IT8.7/2, выполненных на прозрачной и непрозрачной основе соответственно. Эти шкалы разработаны CGATS — комитетом по технологическим стандартам в полиграфии, входящим в международную организацию по стандартизации ISO.
После считывания шкалы в устройстве ввода программное обеспечение сравнивает измеренные данные по каждому полю шкалы с соответствующими стандартными значениями. В результате получается корректирующая таблица, позволяющая компенсировать искажения, вносимые при вводе оригинала.
Такая таблица соответствия (пересчета) цветовых характеристик изображения цветовому пространству конкретного устройства ввода (вывода) называется ICCпрофилем (монитора, сканера, печатной машины). При этом также переводят цветовые координаты из системы RGB в унифицированное пространство XYZ, что дает возможность упростить дальнейшую обработку массивов, обеспечивающую подготовку цветоделенных фотоформ и вывод изображения на экран монитора, а также на цветопробное устройство.
2. На стадии цветокоррекции производится так называемое сжатие цветового охвата оригинала, что объясняется недостаточно высоким уровнем спектральной чистоты триадных красок по сравнению с цветными фотоэмульсиями. Такая операция необходима, иначе часть цветового содержания оригинала, выходящая за

