Файл: 1. Выбор способа печати 4 Разработка технических параметров проектируемых изданий 7.docx
Добавлен: 25.04.2024
Просмотров: 39
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

СОДЕРЖАНИЕ
Разработка технических параметров проектируемых изданий
3.1. Выбор и обоснование выбора технологического процесса изготовления печатных форм
3.2.Выбор и обоснование выбора проектируемого оборудования
3.3. Выбор и обоснование выбора материалов
5. Охрана труда и техника безопасности в процессах полиграфического производства
3. Допечатный процесс
3.1. Выбор и обоснование выбора технологического процесса изготовления печатных форм
Допечатные процессы (пре-пресс) - все стадии полиграфической технологии, связанные с подготовкой издания к печати (набор текста, цветоделение, обработка текста и изображения, верстка полос издания, монтаж и раскладка полос на печатном листе), включая изготовление печатной формы. Часто под допечатными процессами понимают подготовку издания (текста и иллюстраций), завершающуюся выводом фотоформ (пленок) или формированием электронного носителя.
Допечатная подготовка — процесс изготовления электронных макетов полиграфических изделий с использованием настольных издательских систем.
Этапы допечатной подготовки.
-
Разработка дизайна или общей концепции конечного полиграфического изделия. -
Изготовление электронного макета изделия с использованием программного обеспечения (программы верстки). -
Корректорская вычитка/правка текстового содержания макета. -
Внесение необходимых коррекций в макет с учетом особенностей печатного и послепечатного оборудования (цветокоррекция, расстановка треппинга и т. д.). -
Изготовление цветопробы (цветной образец конечного изделия) -
Изготовление электронного спуска полос с учетом последующей послепечатной обработки изделия (биговка, фальцовка, резка и т. д.). -
Изготовление цветоделеных диапозитивов (вывод пленок) или отправка электронных спусков полос на устройство CTP для изготовления печатных форм. -
Изготовление печатных форм для печатного оборудования для последующей печати изделия.
Каждый этап включается в процесс или исключается из него в зависимости от производственной необходимости.
Для получения предсказуемого результата печати изделия, необходимо на стадии изготовления дизайна и допечатной подготовки изделия предоставлять полную информацию о конечном изделии. А именно: конечный размер изделия (обрезной формат), цветность (красочность), профиль печатного оборудования, на котором будет производиться печать изделия, а также необходимо описать всю цепочку послепечатной обработки изделия.
Немалую роль в качестве печати полиграфических изделий играет профилирование полиграфического оборудования. Данная процедура проводится для конкретной печатной машины и запечатываемого материала и в дальнейшем используется для разработки дизайна полиграфического изделия, допечатной подготовки и изготовления цветопроб.
В случае, если полиграфическое предприятие сертифицировано по какому-либо стандарту печати, данная процедура не требуется и первоначальная допечатная подготовка, процесс печати ведется по стандарту, которому следует предприятие.
Большинство работ по допечатной подготовке выполняют предприятия, предоставляющие полиграфические услуги. Завершают допечатный процесс уже в типографии, создавая печатные формы для производства тиража.
Одна из задач допечатной подготовки издания – выявить все возможные ошибки, во избежание их попадания в готовую продукцию. На заключительных стадиях подготовки макет издания в обязательном порядке проходит утверждение заказчиком.
Работы по осуществлению допечатного процесса осуществляются квалифицированными сотрудниками полиграфического предприятия: редакторы, переводчики, корректоры, дизайнеры, верстальщики и другие.
Для изготовления печатных форм проектируемого издания была выбрана технология СtР, так как издания является школьным полноцветным изданием, которое содержит большое количество иллюстративной информации и требует высокого качества продукции.
Поскольку тираж издания составляет 50000 экземпляров, то не будет иметь место то удорожание продукции, которое могло бы возникнуть по сравнению с использованием традиционных допечатных процессов.
Потому что с увеличением тиража себестоимость одной единицы продукта, полученного при использовании двух различных технологий, сравниваются. Поэтому для данного издания приемлемо использование цифровых технологий. Теперь эти технологии будут описаны.
Технологии и устройства «Компьютер - печатная форма» появились на рынке в широком ассортименте в конце 1993 г. (международная полиграфическая ярмарка IРЕХ 93). С тех пор они стали одним из важнейших экспонатов, представляемых на полиграфических ярмарках и других форумах (например, DRUPA и IРЕХ).
Внедрение подобных способов изготовления печатных форм в практику происходило всё же медленнее, чем предполагали изготовители этих систем. Обязательной предпосылкой технологии «Компьютер - печатная форма» является создание файлов печатных форм в цифровом виде. Однако эта задача в полиграфии еще не завершена, поскольку необходимо перевести на цифровые методы общую организацию производства и сквозное управление технологическими процессами. Это, безусловно, потребует от предприятий и их сотрудников переподготовки и повышения квалификации, а также изменения их производственных функций. Кроме того, необходимы определенные капиталовложения. Однако прогнозируется, что эта техника будет внедряться всё шире и шире. Известны три основных конструктивных варианта формных имиджсеттеров, отличающихся способом размещения формного материала: внутри барабана, поверх барабана и на плоскости.
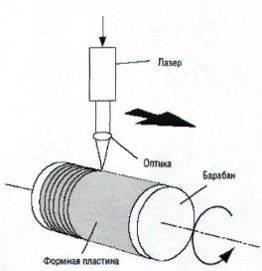
Рисунок 1 - Конструкция с записью на внешней поверхности барабана
Формный материал крепится на барабане записывающего устройства в принципе так же, как и на формном цилиндре печатной машины (рис. 1). Пишущая головка направляет па поверхность формного материала один или несколько лазерных лучей. Во время вращения барабана пишущая головка движется вдоль его оси.
Перемещение головки может быть непрерывным, при этом лазерный луч описывает винтовую линию. Запись также может производиться пошагово: она прерывается в момент прохождения мимо головки зажима пластины на барабане, то есть поверхности, где нет формного материала. Основное преимущество крепления пластины поверх барабана по сравнению с внутренним состоит в относительной простоте фокусировки сразу нескольких лазерных лучей на поверхности формного материала. Тем самым сокращается время записи.
Конструкция с внутренним креплением заимствована у аналоговых устройств записи на фотопленку. Формная пластина размещается на внутренней поверхности барабана (рис. 2). В большинстве устройств эта поверхность охватывает угол более 180. Схема записи в таких системах, а также ход лучей и лазерная оптика представлены на рис. 3. На оси барабана (желоба) находится вращающееся зеркало
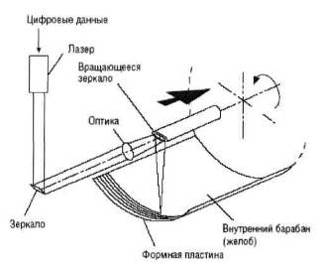
Рисунок 2 – Конструкция с креплением пластины внутри барабана
Лазерный луч, проходящий вдоль оси барабана, отклоняется вращающимся зеркалом на поверхность формной пластины, сканируя ее по окружности.
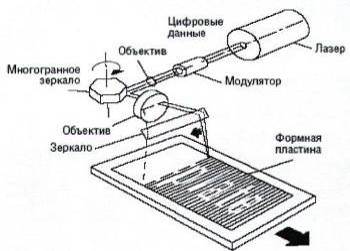
Рисунок 3 - Конструкция планшетного типа
В устройствах планшетного типа формная пластина в процессе записи располагается на плоском основании (рис. 3). В простейшем и наиболее распространенном случае лазерный луч построчно отклоняется поперек пластины вращающимся многогранным зеркалом с фокусирующей и корректирующей оптикой. При этом луч направляется на формную пластину последовательно строка за строкой.
Однако возникает проблема: несмотря на сложную оптику, световое пятно, формируемое лазером по краям формной пластины, отличается по своей геометрии от пятна в середине пластины (по краям пластины световое пятно является не столь резким и теряет свою круговую форму).
Из-за этих оптических искажений, возрастающих с увеличением формата, планшетные экспонирующие устройства используют в основном для записи изображений малых форматов с невысокими требованиями к качеству (например, в газетном производстве). Пока в серийных устройствах они ещё не используются, т.к. их реализация требует больших затрат. Однако работы в данном направлении ведутся.
3.2.Выбор и обоснование выбора проектируемого оборудования
Для изготовления печатных форм проектируемого издания была выбрана технология С1Р, а именно устройства фирмы Коdаk TrendsetterII Quantum, которые оснащены устойчивой к сбою индивидуального лазера и использующей динамическую автофокусировку термической головкой, разработки Сгео, которая реализует уникальные возможности систем Quantum - температурную компенсацию, сверх-жесткую точку SquareSpot, стохастику Stассаtо 20 и взаимозаменяемость пластин, выведенных на различных устройствах, и все модели могут быть на месте дооснащены устройством автоматической выгрузки пластин в проявочную машину (СL), а также автозагрузчиком пластин (АL).
Технические характеристики ТS 800II Quantum представлены в таблице 2.
Таблица 2 - Технические характеристики ТS 800II Quantum
| Наименование | TS 800II Quantum |
| Источник излучения | линейка диодов, 830 нм и опто- электронный затвор, до 240 лучей |
| Лазерное пятно | SquareSpot |
| Динамический автофокус | да |
| Производительность, пластин/час | 3-15, в зависимости от модели |
| Разрешение, dpi | 2400 |
| Максимальная | 200/450 |
| Макс, формат пластины, мм | до 1473x2032 |
| Толщина пластины, мм | 0,15-0,4 или 0,25-0,5 |
| Повторяемость, полный формат, мкм | ±4 |
| Загрузка материала | полуавтомат |
| Опция автозагрузчика | 1 кассета |
| Диапазон рабочих температур, °С | 17-32 |
| Электропитание, В/А/кВт | 220/20/1,0 |
| Сжатый воздух | да |
| Габаритные размеры (ДхШхВ), мм | 1803x3099x1727 |
| Масса устройства, кг 1225 | 1225 |
3.3. Выбор и обоснование выбора материалов
Печатные формы для офсетной печати представляют собой тонкие (до 0,3 мм), хорошо натягивающиеся на формный цилиндр, преимущественно монометаллические или, реже, полиметаллические пластины. Используются также формы на полимерной или бумажной основе.

