Файл: Контрольная работа по дисциплине Конструирование измерительных приборов Тема Конструирование печатных плат (ПП). Критерий числа слоев и материала основания пп.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.04.2024
Просмотров: 33
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

-как взаимная индуктивность их,
-как индуктивность шин питания,
как разброс волнового сопротивления линии передачи внутрисхемных соединений (разброс проявляется для полос длиннее 100 мм).
Расчёты паразитных ёмкостных и индуктивных параметров рисунка тривиальны. Они основаны на расчёте ёмкости плоского (для ёмкости между слоями) или гребенчатого (для ёмкости между соседними проводниками в одном слое) конденсатора. Диэлектрическую проницаемость принимают
Необходимо выбирать минимальные длины проводников, увеличение расстояния между проводниками. ИС повышенной степени интеграции (ИС3 и ИС4) следует размещать непосредственно у контактов соединителей. Неиспользованные контакты следует соединять с шиной заземления и располагать между сигнальными выводами. Индуктивность шин питания снижают путём увеличения их ширины до 5 мм.
При конструировании рисунка ПП для высокочастотных ИС соединения между ними осуществляют в виде согласованных полосковых линий, содержащих пары сигнальных и земляных проводников.
Для быстродействующих цифровых ИС необходимо учитывать время распространения сигнала по печатному проводнику tз.=
Навесные элементы имеют планарные (ленточные, прямоугольного сечения) выводы или проволочные (штыревые) выводы из круглой проволоки диаметром 0,3; 0,4 и 0,6 мм под которые должны быть предусмотрены металлизированные отверстия. Диаметр отверстия выбирают из расчёта получения зазора между выводом и стенкой отверстия 0,1 мм, необходимого для капиллярного проникновения припоя во время пайки, которое повышает прочность соединения. Отверстия, предназначенные для пайки в них вывода, называют монтажными в отличие от крепёжных отверстий, используемых только для механического крепления.
Наряду с навесными элементами допускается применять навесные перемычки в количестве до 5% общего числа соединений на ПП. Перемычка представляет собой отрезок изолированного провода, обеспечивающий электрическое соединение между двумя контактными площадками на одной стороне ПП.
В ДПП и МПП при разработке рисунка появляются дополнительные требования: обеспечить точность совмещения рисунков различных слоёв в области сквозных отверстий (рис. 3-22).
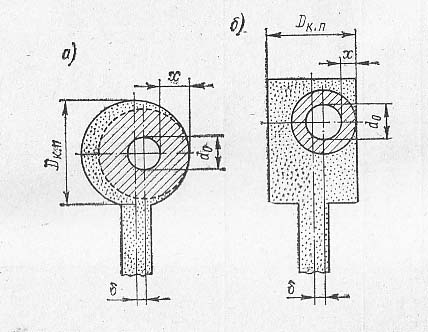
Рис. 7. Допустимая погрешность совмещения рисунков ПП для круглых (а) и прямоугольных (б) контактных площадок. Dк.п. - диаметр или малая сторона прямоугольника контактной площадки, мм; d0 - диаметр отверстия в ПП, мм; x - гарантийный поясок, мм;
При составлении рисунка ПП необходимо пользоваться библиотекой контактных площадок стандартной формы (табл. 3-5). Стандартизованы как одиночные контактные площадки, так и контактные группы. Контактной группой называется несколько регулярно расположенных контактных площадок, предназначенных для многовыводного элемента. Предусмотрены варианты ориентации площадок и групп. Установлена система условных изображений и кодирования диаметров отверстий, что позволяет не проставлять диаметры на чертеже.
6. Снижение трудоёмкости топологических работ с использованием системы автоматизированного проектирования и темплетного моделирования
Применение системы автоматизированного проектирования для сложной топологии. Топологическое конструирование является одним из наиболее трудоёмких процессов, выполняемых конструктором при разработке конструкции РЭА. Трудоёмкость вызвана лабиринтным характером поиска решения, необходимостью держать в памяти большой объём данных. Снижение трудоёмкости возможно, в зависимости от сложности топологии, двумя путями: 1) применением системы автоматизированного проектирования для сложной топологии; 2) применением темплетного моделирования для средней и простой топологии.
Сложность топологических работ можно ориентировочно оценить заранее по числу ИС, размещаемых на одной плате при условии плотной компоновки: до 30 ИС - простая топология, от 30 до 60 - средняя, свыше 60 - сложная. Сложная топология вручную, без привлечения ЭВМ, практически невыполнима. Привлечение ЭВМ к топологическим работам осуществляется в рамках САПР - системы автоматизированного проектирования. Как известно, САПР является организационно-технической системой, состоящей из комплекса средств автоматизации проектирования, взаимосвязанного с центральным вычислительным центром предприятия и включающего в себя, как правило, локальные системы типа автоматизированного рабочего места (АРМ). Допускается включение в САПР и других дополнительных технических средств, если это экономически и технически оправданно. Здесь работа конструктора с САПР будет рассмотрена с позиции трудоёмкости топологических работ.
Следует подчеркнуть, что снижение трудоёмкости обычно сопровождается отходом от оптимальности решения. Формализация топологической задачи, необходимая для привлечения ЭВМ к работе, затруднена переменной значимостью принимаемых ограничений в зависимости от конкретных условий топологии. Это приводит к принятию допущений, отдаляющих решение от оптимального. Приближение к оптимуму требует дополнительного поиска в рамках новых ограничений, что повышает трудоёмкость и требует дополнительного машинного времени.
Ограничения, вводимые в программу, связаны, в первую очередь, с правилом двух минимумов (например, минимум пересечений и минимум длины связей). Одновременно налагаются технологические ограничения, скажем требование равномерного распределения плотности рисунка по слоям.
Автоматизированное проектирование топологии ПП осуществляется на основе исходных данных: схемы электрической принципиальной (Э3) и базового чертежа ПП. Формализованное задание (включает в себя описание Э3, список цепей и номер типоразмера ПП) составляют на основе инструкций, относящихся к действующему на данном предприятии комплексу программ проектирования ПП. При этом учитывается, что чертёж ПП имеет значительную постоянную часть: контур ПП, шины питания, контактные площадки под соединители, а также под выводы элементов в слоях, налагаемых друг на друга. Постоянная часть выполнена в соответствии с базовым чертежом и записана в архив САПР (или АРМ); соответствующие ей перфоленты передаются на участок изготовления оригиналов рисунков слоёв ПП.
Формализованное задание передают на централизованную набивку на перфокарты, проверяют и передают в вычислительный центр на проектирование топологии. Для этого используют комплекс программ и алгоритмов, обеспечивающих размещение элементов, трассировку соединений, подготовку управляющих перфолент для выпуска оригиналов рисунков слоёв ПП, для сверления отверстий в ПП на станках с ЧПУ, а также для выпуска КД. В алгоритмы программного комплекса заложено требование соблюдения допусков на все элементы печатного рисунка
Список литературы
1. Fjelstad, B. Jacobi. Flexible Printed Circuits: A Technology on the Move. Board Authority, 2001, v.3, № 1, p.6-10.
2. Кокотов В.З. Конструкции, технология и автоматизирование проектирование рельефного монтажа: Учеб. пособие. - М.: Изд-во МАИ, 1998.- 96 с.: ил.
3. В. Кокотов, Е.Сычева. САПР рельефного монтажа. http://kis.pcweek.ru/N11/CP1251/Sapr/chapt2.htm
4. Что такое рельефные платы? НПО "Рубикон-Инновация", http://www.keytown.com/users/rubicon/index.html
5. Симонов А.Г., Бабокин Е.И., Борисов А.И. Инструментальные средства информационных технологий: проблемы и перспективы. Журнал "Технологическое оборудование и материалы".
6. Галецкий Ф.П. Производство печатных плат. Современные технологии. "Электроника: Наука, Технология, Бизнес". 1998, №2, стр. 43-46
7. Karl. H. Deitz. Tent and Etch Processing Considerations (Part A,B). CircuiTree, 1996 (12), 1997(1)
8. Karl. H. Deitz.Fine Lines in High Yield. Tent and Etch (Part 1,2,3). CircuiTree, 1998(10), 1998(11), 1999(2)

