ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.05.2024
Просмотров: 23
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| Расчет для посадки: Smax; | Smax=136мкм; | | | |||||||||
| Smin(записать формулу) | Smin=60мкм. | | | |||||||||
| | | | | | | |||||||
| Проверка SminГОСТ ≈Sminзад | 60=60 (выполн.) | | | |||||||||
| SmaxГОСТ≤Smaxзад | 136<140 (выполн.) | | | |||||||||
| | | | | | | | | |||||
| Расчет погрешности по | ______ | | | | ||||||||
| Smax ( Smin) | | | | |||||||||
| | | | | | | | ||||||
| | | | | | | | | |||||
| Запись посадки в сме- | | H 8( | 0 | , 046 ) | | | | |||||
| Ø62 e 7 ( | 0 | , 06 ) | | | | |||||||
| шанном обозначении | | | | |||||||||
| | | 0 | , 09 | | | | ||||||
| | | | | | | | | |||||
Рис. 6. Схема расположения полей допусков для посадки по d3:
Подписи:
Студент __________________ Преподаватель ______________________ Дата _______________________________
11140>
3.РАСЧЕТ И НАЗНАЧЕНИЕ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ И ДОПУСКОВ ФОРМЫ ЗАДАННОЙ ДЕТАЛИ
Задание. Для деталей, входящих в соединения по d1, d2 и d3, на рассматри-ваемые поверхности назначить шероховатость и допуски формы методом подо-бия и расчетным, используя заданный уровень относительной геометрической точности [1].
Вычертить эскизы деталей и указать назначенные требования к рассматри-ваемым поверхностям [1, табл. 2.6]. Расчет выполнить в табл. 4. Пример дан для назначенной посадки по d2 (см.п.2.1.)
а)
б)
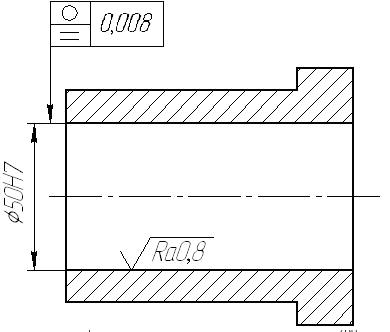
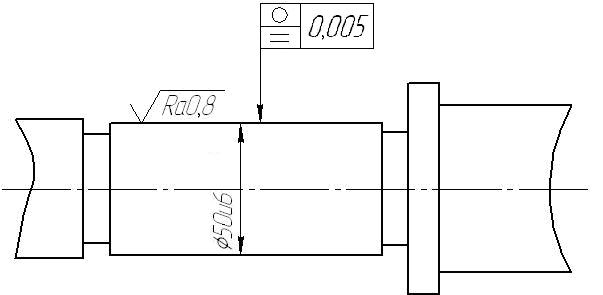
Рис. 7. Эскизы деталей по соединению d2 с указанием требований к размерам, форме и шероховатости поверхностей: а – втулка, б - вал
12
| 14 |
Т а б л и ц а 4
Определение параметров шероховатости и допусков формы
| Название | Исполни- | Допуск | Уровень отно- | Степень | Шероховатость поверхности Ra, | Допуск формы поверхности | | ||||||
| детали. | тельный раз- | размера, | сительной гео- | точности | мкм | | Tф,мкм | | |||||
| Метод расче- | мер | мкм | метрической | формы по- | Расчетное зна- | | Принятое по | Расчетное | Принятое по | | |||
| та | | | точности | верхности | чение | | ГОСТ 2789 | значение | ГОСТ 24643 | | |||
| Вал d2 | | | | [1, табл. 2.4] | | | [1, табл. 2.5] | ---- | [1, табл. 2.9] | | |||
| Метод | Ø50u6 | 16 | A | ---- | | | |||||||
| 5 | | 0,8 | | 5 мкм | | ||||||||
| подобия. | | | | | | | | ||||||
| | | | | | | | | | | ||||
| | | | | | | | | | | | |||
| Отверстие D2 | | | A | | Ra = Kr · TD | | | Tф= Kф· TD | | | |||
| | | | Ra = 0,05TD | | [1, табл. 2.2] | [1, табл. 2.9] | | ||||||
| Расчетный | Ø50H7 | 25 | Kф= 0,3 | ---- | | Tф= 0,3TD = | | ||||||
| Ra = 0,05 · 25 = | | 0,8 | 8 мкм | | |||||||||
| метод. | | | Kr = 0,05 | | | 0,3 · 25 = 7,5 | | ||||||
| | | | 1,25 | | | | | ||||||
| | | | | | | | | | | ||||
| | | | | | | | | | | | |||
| Вал d1 | | | | | | | | | | | |||
| | | | | | | | | | | | |||
| Отверстие D1 | | | | | | | | | | | |||
| | | | | | | | | | | | |||
| Вал d3 | | | | | | | | | | | |||
| | | | | | | | | | | | |||
| Отверстие D3 | | | | | | | | | | | |||
| | | | | | | | | | | | |||
а)

б)
Рис. 8 Эскизы деталей по соединениям d1 и d2 с указанием требований к размерам, форме и шероховатости поверхностей: а – зубчатое колесо, б – вал
Студент____________________
Подписи: Преподаватель _______________
Дата ________________________
14
-
НАЗНАЧЕНИЕ ДОПУСКОВ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Задание. Необходимо для каждой детали решить следующее:
-
выбрать базы; -
выбрать вид допуска расположения; -
определить числовое значение допуска расположения;
-
выполнить эскиз детали и указать назначенный допуск [1, табл. 2.7; табл.
2.8].
Рассмотреть несколько примеров назначения допусков расположения. Так как тема сложная, все примеры рассматриваются под руководством преподавателя.
4.1. Назначение допусков соосности или симметричности
в корпусной детали
Расположение отверстий: разнесенное. Базой служит общая ось, отклоне-ние от соосности задается независимым допуском.
Решение методом подобия. По табл. 2.12 [1] для 7 квалитета требуется 6-я степень точности. По табл. 2.9 [1] находим допуск соосности, для Ø150Н7 он равен 30 мкм, а для Ø80Н7 равен 25 мкм. Указываем на рис. 9 наибольшее зна-чение, учитывая расстояние между отверстиями, влияющее на жесткость рас-точной оправки.
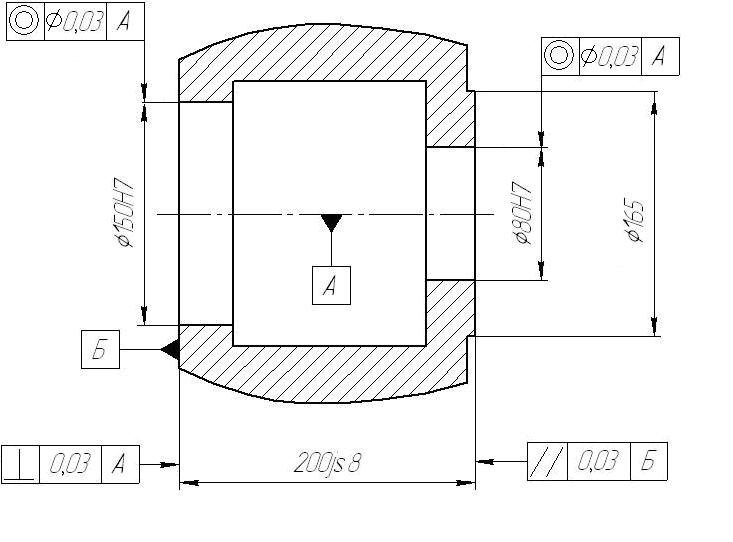
Рис. 9. Корпус
15
4.2 Назначение допусков перпендикулярности и параллельности
Допуски по перпендикулярности торцов к оси можно также определить методом подобия [1, табл. 2.12]. Для 8-го квалитета требуется 7-я степень точ-ности. За номинальный размер принимается диаметр платика на торце. По табл. 2.10 [1] для размеров свыше 160 находим Т = 0,03 мм (рис.9).
Допуск параллельности торцов на расстоянии 200 js8 не более 30 мкм по табл. 2.10, что соответствует 7-й степени точности.
4.3 Задание
Методом подобия назначить допуски расположения на корпус 9 рис. П.1.
Рис. 10. Корпус
4.4 Назначение допусков радиального и торцового биения
Для деталей тел вращения (валы, диски, втулки, зубчатые колеса, шкивы, фланцы и др.) целесообразно задавать допуски радиального и торцового биений от базы – оси центров. Это упрощает и удешевляет обработку и измерение.
Рассмотрим вал 12 на рис. П.1
16

14N9(- 0,043)
| 39,5 -0,2 |
Общие допуски по ГОСТ 30853.2-mК
Рис. 11. Вал
Радиальное биение для посадочных мест под зубчатые колеса принимаем как полное. Радиальное биение для поверхностей 6-го квалитета рекомендуется принимать по 5-й степени точности [1, табл.2.4.]. По табл. 2.9 для диаметров от 30 до 50 радиальное биение по 5-й степени точности составит – 0,012 мм.
Торцовое биение для буртика Ø60 принимаем по 9-й степени, так как ли-нейные размеры до буртика выполнены по 12 квалитету [1, табл.2.12.]. Допуск торцевого биения по табл. 2.10 для Ø60 равен 0,04 мм.
Для шпоночного паза по ГОСТ 23360 [1, табл.3.1] определим размеры ши-рины паза b и глубины паза t1. Для диаметра вала Ø45 мм b= 14 мм, t1= 5,5+0,2.
Размер d - t1= 45 – 5,5 = 39,5. Выбираем для b= 14 поле допуска N9, так как производство мелкосерийное, шпонка не на конце вала и является крепежной. [1, табл. 3.2].
Определяем допуск параллельности сторон шпоночного паза относитель-но оси вала T/ / = 0,5 × IТ9 = 0,5 × 43 22 мкм. Округляем до T/ / = 0,025 по табл. 2.10 при длине ступени вала 50 мм. Допуск симметричности равен: T = 2 × IТ9
-
2 × 43=86 мкм. Округляем до 80 мкм по 9 степени для вала Ø45 мм. Так как производство мелкосерийное, допуск независимый. Указываем на рис 11.
17

