Файл: Литература Филиппов П. П. Как внешние сигналы передаются внутрь клетки.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.02.2024
Просмотров: 143
Скачиваний: 0

СОДЕРЖАНИЕ
Виды железобетонных конструкций и область их применения железобетона
Достоинства и недостатки железобетона.
Усадка бетона и начальные напряжения
Физико-механические свойства арматурных сталей
Усадка бетона при наличии арматуры
Ползучесть бетона при наличии арматуры
Защитный слой бетона и минимальные расстояния между стержнями
ЛЕКЦИЯ 5. 1. Методы расчёта железобетонных конструкций
Две группы предельных состояний
Сущность метода расчета конструкций по предельным состояниям
Степень ответственности зданий и сооружений
ЛЕКЦИЯ 6. 1. Три стадии напряжённо-деформированного состояния железобетонных элементов
Основы конструирования изгибаемых элементов
РАСЧЕТ ИЗГИБАЕМЫХ ЭЛЕМЕНТОВ НА ПОЧНОСТЬ ПО СЕЧЕНИЯМ НОРМАЛЬНЫМ К ПРОДОЛЬНОЙ ОСИ ЭЛЕМЕНТА
Общие сведения. При расчёте прочности железобетонных конструкций выделяют два типа задач:
Разрушение от действия изгибающего момента
Разрушение бетонной полосы между наклонными трещинами
Однако, многие легирующие добавки, повышая прочность стали, одновременно снижают её деформативность, ухудшают свариваемость и др. полезные свойства, повышают стоимость.
В связи с этим для повышения прочности стали, кроме легирования используется также термообработка. При этом сначала осуществляется закалка арматурной стали (нагрев до температуры 800...900°С и быстрое охлаждение), а затем отпуск (нагрев до температуры 300...400°С и медленное плавное охлаждение). Причём закалке могут быть подвергнуты стали, содержащие не менее 0,25% углерода.
Упругие свойства металла определяются модулем упругости E = tg α, где α – угол наклона линии деформирования металла к оси абцисс и пределом упругости σе.
4. Классификация арматуры по основным характеристикам. Сортамент арматуры
По виду применяемой арматуры различают железобетон с гибкой арматурой в виде стальных стержней круглого или периодического профиля сравнительно небольших диаметров (до 40 мм включительно) и конструкции с несущей или жёсткой арматурой. К жёсткой арматуре относится профильная прокатная сталь (уголкового, швеллерного и двутаврового сечения) и горячекатаные стержни диаметром более 40 мм. Основным видом арматуры является гибкая.
Вся арматура, используемая в железобетоне, по своим основным характеристикам делится на ряд классов, причём в один класс может входить арматура из сталей нескольких марок.
Основным нормируемым и контролируемым показателем качества стальной арматуры является класс арматуры по прочности на растяжение, обозначаемый:
А - для горячекатаной и термомеханически упрочненной арматуры;
В - для холоднодеформированной арматуры;
К - для арматурных канатов.
Класс арматуры соответствует гарантированному значению предела текучести (физического или условного) в МПа, устанавливаемому в соответствии с требованиями стандартов и технических условий, и принимается в пределах от A 240 до A 1500, от B 500 до B 2000 и от K 1400 до K 2500.
Классы арматуры следует назначать в соответствии с их параметрическими рядами, установленными нормативными документами.
Кроме требований по прочности на растяжение к арматуре предъявляют требования по дополнительным показателям, определяемым по соответствующим стандартам: свариваемость, выносливость, пластичность, стойкость против коррозионного растрескивания,
релаксационная стойкость, хладостойкость, стойкость при высоких температурах, относительное удлинение при разрыве и др.
Дадим краткие характеристики арматуры перечисленных классов.
Арматуру класса A240 изготовляют из стали марки Ст3. Она имеет гладкую цилиндрическую поверхность и применяется главным образом в качестве монтажной арматуры, хомутов, поперечных стержней; из неё изготавливают монтажные петли. Хорошо сваривается. Прокатывается, начиная с диаметра 6 мм (σv = 230 МПа, σu = 380 МПа и δ≥ 25%).
Остальные классы стержневой арматуры представляют собой стальные стержни, поверхность которых имеет периодический профиль. Выступы, имеющиеся на поверхности стержней периодического профиля, резко (в 2...3 раза) повышают сцепление арматуры с бетоном и уменьшают ширину раскрытия трещин в бетоне растянутой зоны.
Например, для арматуры класса А300 периодический профиль имеет вид, показанный на рис. 3.2.а.
Как видно из этого рисунка, арматура класса А300 представляет собой круглые стержни с часто расположенными выступами и с двумя продольными рёбрами.
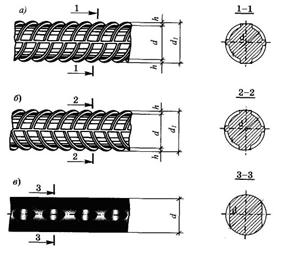
Рис. 3.2. Арматура периодического профиля: а, б — стержневая; в — проволочная
Арматура класса А300 хорошо сваривается и используется в качестве рабочей в обычном железобетоне. Для её изготовления используются стали марок Ст5, 10ГТ, 18Г2С. Прокатывается, начиная с номинального диаметра 10 мм. Основные её характеристики σу = 300 МПа, σи = 500 МПа и δ≥19%.
Арматура класса A400 (рис.4б)имеет на своей поверхности выступы, образующие "ёлочку" (рис. 3.2). Эта арматура является основной рабочей арматурой в обычном железобетоне. Хорошо сваривается. Выпускается диаметрами 6, 8, 10 мм в мотках массой до 1300 кг и диаметрами 12...40 мм в прутках длиной до 13,2 м. Изготавливается из низколегированной стали марок 18Г2С, 35ГС, 25Г2С по усмотрению завода-изготовителя. Для неё σу = 400 МПа, σи = 600 МПа и δ≥ 14%.
Обыкновенная низкоуглеродистая проволока класса В500 (ГОСТ 6727 — 80) выпускается диаметрами 3, 4, 5 мм. Изготовляют её волочением катанки из низкоуглеродистой стали группы Ст2 — Ст3 и используют преимущественно в сварных изделиях — сетках и каркасах;
σи = 550...525 МПа в зависимости от диаметра, а σу и δ не нормируются.
Периодический профиль проволоки класса В500 (рис. 3.2в) образуется расположенными на её поверхности вмятинами (рифами). Размеры вмятин зависят от диаметра проволоки. Проволока хорошо сваривается, что позволяет её использовать для изготовления арматурных изделий.
Выбор класса арматурной стали при проектировании производится в зависимости от типа конструкции, условий возведения и эксплуатации.
При проектировании железобетонных конструкций пользуются сортаментом арматуры. Сортамент арматурной стали — это перечень типоразмеров каждого вида арматурных стержней, выпускаемых в настоящее время металлургической промышленностью. Сортамент арматуры у нас в стране существует единый для гладкой арматуры и арматуры периодического профиля. Он составлен по номинальным диаметрам стержней, выраженным в мм. Номинальный диаметр гладкого стержня совпадает с его фактическим диаметром. Для стержневой арматуры периодического профиля номинальный диаметр (номер) стержня, указанный в сортаменте, соответствует диаметру гладкого круглого стержня, равновеликого ему по площади поперечного сечения.
Сварные арматурные изделия
Сварка — это технологический процесс получения неразъёмных соединений металлических изделий (в наших случаях стальных).
По принципу создания сварного соединения различают сварку плавлением (дуговая, электродуговая, ванная) и сварку пластическим деформированием (контактная).
Свариваемость сталей зависит от их химического состава, физико-механических свойств и термообработки перед сваркой. Особенно отрицательно влияет на качество сварного шва углерод. Углеродистые стали хорошо свариваются любым способом при содержании углерода до 0,25% и удовлетворительно при содержании углерода до 0,55%.
Сварные арматурные изделия (сетки и каркасы) применяют для снижения трудоёмкости армирования железобетонных конструкций. Кроме того, они обеспечивают лучшее сцепление арматурных стержней с бетоном.
Продольные и поперечные стержни сварных изделий, которые называются сетками или каркасами, в местах пересечений (обычно под прямым углом) соединяют между собой контактной точечной электросваркой либо с помощью дуговой электросварки (возможны и другие способы соединения).
Сварные сетки изготовляют чаще всего из обыкновенной арматурной холоднотянутой проволоки класса В500 диаметром 3, 4, 5 мм и стержневой арматуры класса A400 диаметром 6, 8, 10 мм. Они могут быть рулонные и плоские (рис. 3.3).
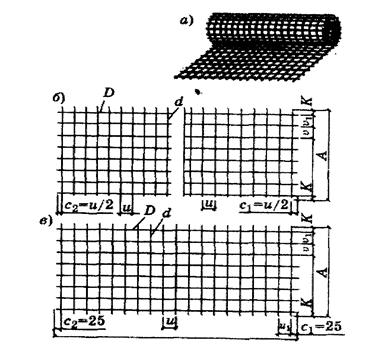
Рис. 3.3. Сварные сетки: а – рулонная; б – после развертки; в – плоская
В рулонных сетках наибольший диаметр продольных стержней ограничен шестью мм. Рабочей арматурой могут являться продольные или поперечные стержни сетки. Возможно также расположение рабочих стержней в двух направлениях. Ширина стандартной рулонной сетки ограничена размером 3,8м, длина — массой рулона 900...1300 кг. Длина сетки в рулоне составляет 50...100 м, поэтому при использовании в конструкциях сетки разрезают по месту.
Маркировка стандартных сеток осуществляется следующим образом:
где С — сетка; D — диаметр продольных стержней сетки, мм; v — шаг продольных стержней, мм; d — диаметр поперечных стержней сетки
, мм; и — шаг поперечных стержней, мм; А — полная ширина сетки, мм; L — длина сетки, мм; c1c2 — длина свободных концов продольных стержней, мм; k — длина свободных концов поперечных стержней, мм.
Сварные каркасы изготовляют плоскими и пространственными (рис. 3.4).
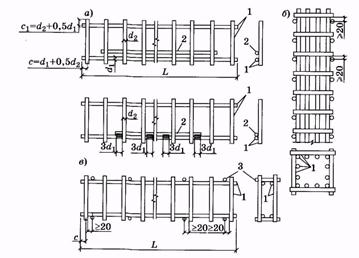
Рис. 3.4. Сварные каркасы: а — плоские; б — пространственный, образованный из плоских каркасов; в — то же, образованный из плоских каркасов с применением соединительных стержней; 1 — продольные и поперечные стержни плоских каркасов; 2 — дополнительные продольные стержни; 3 — соединительные стержни пространственного каркаса
Их применяют для армирования линейных элементов (балок, колонн и т.п.).
Плоские сварные каркасы (их называют иногда также сетками) состоят из продольных стержней и приваренных к ним поперечных (рис. 1.16а). Концевые выпуски продольных и поперечных стержней каркаса должны быть не менее 0,5 d1+d2 или 0,5 d2+d1 и не менее 20 мм. Пространственные каркасы конструируют из плоских каркасов (рис. 1.166), в ряде случаев применяя соединительные стержни (рис. 1.16в). Пространственные каркасы должны обладать достаточной жёсткостью для возможности их складирования, транспортирования и сохранения проектного положения в опалубочной форме при бетонировании.
Качество точечной электросварки каркасов зависит от соотношения диаметров свариваемых поперечных и продольных стержней, которое должно быть не менее 1/3... 1/4. Наименьшее расстояние между осями свариваемых стержней также зависит от диаметров стержней.
Сетки и каркасы могут быть вязаными. В настоящее время вязаные арматурные изделия широко применяются в монолитных конструкциях.
Соединения арматуры
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки независимо от способа образования каркаса.
Все сварные соединения в зависимости от места их выполнения делятся на:
- сварные соединения, выполняемые в заводских условиях;
- сварные соединения, выполняемые в условиях стройплощадки.
Сварные соединения, выполняемые в заводских условиях

