ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.03.2024
Просмотров: 16
Скачиваний: 0

Термообработкой является нормализация при 720…7800С.
Недостаток хромистых и хромоалюминиевых сталей: они могут охрупчиваться в процессах технологических нагревов и длительных выдержек при повышенных температурах в процессе эксплуатации.
Мартенситные хромоникелевые стали
15Х6СЮ, 40Х10С2М, 30Х13Н7С2.
Жаростойкие стали с повышенным содержанием углерода (до 0,5…0,8%) и легированные совместно Cr и Si имеют после закалки и нормализации мартенситную структуру. Их называют сильхромами.
Эти стали обладают хорошим сопротивлением газовой коррозии, высокой износостойкостью при трении и ударных нагрузках.
Их этих сталей изготовляют клапаны различных двигателей.
Т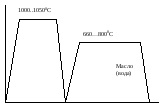 ермическая
обработка сильхромов обычно состоит
из закалки на мартенсит и высокого
отпуска (слева). Для каждой стали
температурный интервал нагрева под
закалку и отпуск устанавливаются
отдельно. Перегрев может вызвать
значительный рост зерна, а недогрев –
образование двухфазной структуры Ф+М,
что снижает пластичность и жаропрочность
стали.
ермическая
обработка сильхромов обычно состоит
из закалки на мартенсит и высокого
отпуска (слева). Для каждой стали
температурный интервал нагрева под
закалку и отпуск устанавливаются
отдельно. Перегрев может вызвать
значительный рост зерна, а недогрев –
образование двухфазной структуры Ф+М,
что снижает пластичность и жаропрочность
стали.
Сильхромы подвержены отпускной хрупкости при медленном охлаждении после отпуска от 700…8000С: процесс охрупчивания происходит в интервале 500…6000С. Поэтому после отпуска применяют быстрое охлаждение (в масле или воде).
Аустенитные стали
В основном это стали на хромоникелевой основе типа 18-8: 08Х18Н9Т, 12Х18Н9, 12Х18Н9Т.
Эти стали не имеют значительных преимуществ по жаростойкости перед высокохромистыми сталями ферритного класса, но имеют более высокие жаропрочность, технологичность, менее склонны к охрупчиванию при длительных выдержках.
Их используют для изготовления выхлопных систем, труб, работающих при температурах 600…8000С и невысоких нагрузках.
Жаропрочные сплавы на основе никеля
ХН77ТЮР (ЭИ437Б),ЖС6К.
Применяют в качестве жаропрочных материалов для работы при температурах от 700 до 11000С. Их используют в авиационной и космической технике, в нефтехимическом оборудовании.
В состав жаропрочных никелевых сплавов входят от 7 до 9 основных легирующих элементов.
Принципы создания жаропрочных никелевых сплавов:
-
Матричной основой является -твердый раствор на хромоникелевой основе, легированный Co и тугоплавкими элементами-упрочнителями – Mo, W, Nb.
-
Образование главной упрочняющей -фазы обеспечивает легирование Ti, Nb и Al (суммарно 8…10%).
-
Легирование Cr и Al обеспечивает сопротивление коррозии благодаря образованию защитных пленок, богатых оксидами Cr2O3 и Al2O3.
-
Углерод содержится в сплавах в небольших количествах 0,08…0,12%, образуя карбиды и карбонитриды. Существенное влияние оказывает бор, который вводится в количествах 0,005…0,015% и образует бориды.
-
Важное значение имеет минимизация легкоплавких примесей (Pb, Cd, Ag, Sb, S). Уменьшение их количества достигается специальными методами металлургии (электрошлаковый, вакуумно-дуговой переплав и т.д.).
Фазы, образующие никелевые жаропрочные сплавы:
-
-фаза – ГЦК твердый раствор Cr, Mo, W;
-
Соединения типа А3В с ГЦК решеткой - -фаза – когерентное с -матрицей интерметаллическое соединение со сверхструктурой типа Cu3Al с дальним порядком почти до температуры плавления (13850С). Это основная упрочняющая фаза. Причинами высокого упрочнения сплавов при образовании -фазы являются когерентная деформация и наличие упорядочения частиц. С повышением температуры до 9000С прочность -фазы увеличивается. Эти фазы образуются только в сплавах, богатых никелем. Их выделение происходит при малом изменении размерного фактора – несоответствие параметров решеток - и -фаз не превышает 1%. Эти фазы обладают очень высокой стабильностью при повышенных температурах в течение длительного времени. Форма частиц -фазы зависит от величины несоответствия решеток: частицы имеют сферическую форму при несоответствии решеток 0…0,2%, кубическую – при несоответствии 0,5…1%, пластинчатую – при несоответствии более 1,25%. Сферическая форма наблюдается у -фазы только при размере менее 0,1 мкм.

Упрочнение жаропрочных сплавов при выделении -фазы объясняется образованием антифазных границ.
Увеличение жаропрочности достигается при увеличении объемной доли -фазы. Повысить объемную долю -фазы можно путем повышения содержания в сплаве -образующих элементов: Al, Ti, Ni, Ta. Наиболее эффективное упрочнение достигается при выделении в сплавах не менее 30…40% -фазы при среднем расстоянии между частицами 50 нм;
-
При высоком содержании в сплаве Ti, Nb и Ta -фаза может превращаться в фазы типа Ni3Ti (-фаза), Ni3Nb, Ni3Ta. Эти фазы имеют ГПУ решетку и их выделение снижает длительную прочность и пластичность
-
Карбидные фазы типа МеС, Ме23С6, Ме6С также присутствуют в этих сплавах. Первичные карбиды МеС, оксидные, нитридные и карбонитридные включения являются потенциальными концентраторами напряжения для зарождения трещин. Первичные карбиды образуются при кристаллизации в виде крупных произвольно расположенных частиц кубической или скелетообразной формы. Карбиды типа Ме23С6, Ме6С располагаются преимущественно по границам зерен в окружении пластичной -фазы, что препятствует охрупчиванию сплавов и повышает сопротивление зернограничному проскальзыванию
-
Бориды – тугоплавкие частицы типа Ме3В2 наблюдаются по границам зерен и растут от границы в глубь зерна. Располагаясь в местах сочленения решеток разной ориентации, увеличивают сопротивление деформации ползучести.
Никелевые сплавы подразделяют на деформируемые и литые.
Литые сплавы с высоким сопротивлением ползучести, с большой объемной долей -фазы и добавками тугоплавких элементов, используют для наиболее высоконагруженных и высокотемпературных деталей турбин, например лопаток. Для более крупных и сложных деталей турбин, которые невозможно изготовить отливкой, например диски, используют деформируемые сплавы с меньшим содержанием -фазы и меньшей прочностью. Деформируемые сплавы используют при меньших температурах, чем литые.
Т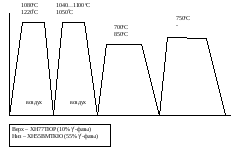 ермическая
обработка проводится для обеспечения
наиболее оптимального сочетания
количества и морфологии упрочняющих
фаз. Обычно термообработки проводится
в защитных атмосферах.
ермическая
обработка проводится для обеспечения
наиболее оптимального сочетания
количества и морфологии упрочняющих
фаз. Обычно термообработки проводится
в защитных атмосферах.
Термообработка деформируемых сплавов заключается в закалке (или двойной закалке от разных температур – рисунок слева) и старении, которое проводят в одну или две стадии. Первая закалка проводится с целью гомогенизации структуры, растворения -фазы и карбидных фаз. После такой обработки сплав состоит из матрицы, первичных карбидов МеС и небольшого количества -фазы, которая образуется в процессе охлаждения на воздухе.
При второй закалке происходит повторное растворение -фазы и ее выделение при охлаждении в более дисперсном виде, а также образование зернистых выделений карбидных фаз. Если не выполнять вторую закалку, то при старении карбиды типа Ме23С6 образуют пленку по границам -зерен.
Старение при температурах, выше рабочих, проводят для выделения -фазы и стабилизации структуры сплава, а окончательное (как правило низкотемпературное) старение - для дополнительного выделения -фазы в мелкодисперсном виде.
Иногда применяют обратную последовательность ступеней старения для получения однородного распределения -фазы. При низкотемпературном старении равномерно выделяется 20…40% -фазы, на высокотемпературной ступени выделяется вся -фаза, которая зарождается на существующих границах /.
Л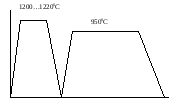 итейные
сплавы также подвергают высокотемпературной
закалке для гомогенизации структуры
(рисунок слева). Старение проводят в
одну высокотемпературную стадию, что
обусловлено более высокими рабочими
температурами. Иногда литые сплавы
используют в литом состоянии, а старение
происходит в процессе эксплуатации.
итейные
сплавы также подвергают высокотемпературной
закалке для гомогенизации структуры
(рисунок слева). Старение проводят в
одну высокотемпературную стадию, что
обусловлено более высокими рабочими
температурами. Иногда литые сплавы
используют в литом состоянии, а старение
происходит в процессе эксплуатации.